You might also like
- Visual Financial Accounting for You: Greatly Modified Chess Positions as Financial and Accounting ConceptsFrom EverandVisual Financial Accounting for You: Greatly Modified Chess Positions as Financial and Accounting ConceptsNo ratings yet
- Management Accounting: Decision-Making by Numbers: Business Strategy & Competitive AdvantageFrom EverandManagement Accounting: Decision-Making by Numbers: Business Strategy & Competitive AdvantageRating: 5 out of 5 stars5/5 (1)
- INVENTORY MANAGEMENT - CPBMDocument6 pagesINVENTORY MANAGEMENT - CPBMJagadeesh RajNo ratings yet
- Corporate Accounting & Costing: Dr. Deepak SharmaDocument13 pagesCorporate Accounting & Costing: Dr. Deepak SharmaDr. Deepak SharmaNo ratings yet
- INVENTORY PLANNINGDocument7 pagesINVENTORY PLANNINGandov9No ratings yet
- Opm Assignment 2019-1-95-114Document24 pagesOpm Assignment 2019-1-95-114NavidEhsan100% (2)
- Pre Final Fin 04Document89 pagesPre Final Fin 04patricia gunioNo ratings yet
- Economic Order QuantityDocument33 pagesEconomic Order QuantityAhl Medina DunaNo ratings yet
- Economic Production Quantity (EPQ)Document54 pagesEconomic Production Quantity (EPQ)Bryan Joseph Jumawid100% (3)
- Tools and Techniques of Inventory ManagementDocument4 pagesTools and Techniques of Inventory ManagementNizana p s0% (1)
- Managing Economies of Scale Cycle InventoryDocument33 pagesManaging Economies of Scale Cycle InventoryRohit DuttaNo ratings yet
- Special Inventory MGMT ModelsDocument42 pagesSpecial Inventory MGMT ModelsPradeep SethiaNo ratings yet
- CH 15 Inventory ManagementDocument21 pagesCH 15 Inventory ManagementAshwin MishraNo ratings yet
- Chapter 17. Inventory Control: Inventory Is The Stock of Any Item or Resource Used in AnDocument21 pagesChapter 17. Inventory Control: Inventory Is The Stock of Any Item or Resource Used in AnHassan SalamaNo ratings yet
- Inventory Control ModelDocument11 pagesInventory Control ModelMd Aulad Hossain100% (1)
- Inventory EOQDocument50 pagesInventory EOQKaneki KenNo ratings yet
- Chapter 4Document46 pagesChapter 4Angel Jake Iglesia QuizadaNo ratings yet
- Optimize Inventory Management with EOQ ModelDocument68 pagesOptimize Inventory Management with EOQ ModelSubhronil BoseNo ratings yet
- Inventory Management-1Document4 pagesInventory Management-1lolli lollipop100% (1)
- Chap015 Inventory ControlDocument43 pagesChap015 Inventory ControlKhushbu ChandnaniNo ratings yet
- Material Assignment PDFDocument21 pagesMaterial Assignment PDFjoeyNo ratings yet
- Chap 015Document43 pagesChap 015Ponkiya AnkitNo ratings yet
- Notes On Inventory Management & ControlDocument8 pagesNotes On Inventory Management & ControlKaniz FatimaNo ratings yet
- Ch28 ShowDocument32 pagesCh28 ShowMahmoud AbdullahNo ratings yet
- June 2013 Inventory ManagementDocument68 pagesJune 2013 Inventory ManagementShasank JalanNo ratings yet
- OPERATIONS MANAGEMENT-Inventory Models For Independent DemandDocument20 pagesOPERATIONS MANAGEMENT-Inventory Models For Independent DemandNina Oaip100% (1)
- Satwinder Singh Gill 197046 0Document4 pagesSatwinder Singh Gill 197046 0Prithpal SinghNo ratings yet
- EOQ and Inventory Level FormulasDocument6 pagesEOQ and Inventory Level FormulasRajibNo ratings yet
- Inven MNGTDocument32 pagesInven MNGTMahal KitaNo ratings yet
- Inventory Management FIN 301Document12 pagesInventory Management FIN 301Nusrat JahanNo ratings yet
- Inventory ManagmentDocument4 pagesInventory ManagmentAshraf ValappilNo ratings yet
- Inventory Management Techniques for Cost OptimizationDocument5 pagesInventory Management Techniques for Cost OptimizationBesha SoriganoNo ratings yet
- Acct 260 CHAPTER 8Document25 pagesAcct 260 CHAPTER 8John Guy0% (1)
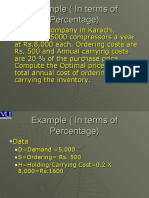
- Example (In Terms of Percentage)Document30 pagesExample (In Terms of Percentage)Anaya MalikNo ratings yet
- OMT 8604 Logistics in Supply Chain Management: Master of Business AdministrationDocument42 pagesOMT 8604 Logistics in Supply Chain Management: Master of Business AdministrationMr. JahirNo ratings yet
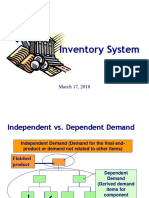
- 8 Inventory SystemDocument48 pages8 Inventory SystemPollyNo ratings yet
- The Production Qauntity ModelDocument21 pagesThe Production Qauntity ModelVibhor AggarwalNo ratings yet
- EOQ model basics and extensionsDocument7 pagesEOQ model basics and extensionsROCKYNo ratings yet
- Manage Inventory EfficientlyDocument42 pagesManage Inventory EfficientlyGagan Deep SinghNo ratings yet
- BBP Inventory Managment and ControlDocument16 pagesBBP Inventory Managment and ControlUJJAL SAHUNo ratings yet
- Cycle InventoryDocument13 pagesCycle InventoryUmang ZehenNo ratings yet
- OSM Notes PDFDocument24 pagesOSM Notes PDFGodsonNo ratings yet
- Assignment #3 InventoryDocument13 pagesAssignment #3 InventoryAnkit SainiNo ratings yet
- MSC 705 Lecture 10Document19 pagesMSC 705 Lecture 10nusratpte07No ratings yet
- Inventory 2Document42 pagesInventory 2ganeshantreNo ratings yet
- Elements of Cost of Order ManagementDocument8 pagesElements of Cost of Order ManagementChanchal YadavNo ratings yet
- EOQ model minimizes total inventory costsDocument7 pagesEOQ model minimizes total inventory costsAli Akand AsifNo ratings yet
- 8 Inventory SystemsDocument48 pages8 Inventory SystemsAngeline Nicole RegaladoNo ratings yet
- SCM310 Chap 14 Fall 2012Document46 pagesSCM310 Chap 14 Fall 2012CfhunSaatNo ratings yet
- Economic Production Lot Size ModelDocument36 pagesEconomic Production Lot Size ModelAimee ReenNo ratings yet
- CHAPTER 10 - Inventory ManagementDocument15 pagesCHAPTER 10 - Inventory ManagementAaminah BeathNo ratings yet
- Inventory Management (Complete)Document71 pagesInventory Management (Complete)ANCHETA, Yuri Mark Christian N.No ratings yet
- Material de Inventarios1Document13 pagesMaterial de Inventarios1wam30959No ratings yet
- Economic Order QuantityDocument18 pagesEconomic Order Quantitytgm21031983No ratings yet
- Inventory Management (2021)Document8 pagesInventory Management (2021)JustyNo ratings yet
- Eoq Models: Presentation byDocument13 pagesEoq Models: Presentation byShashidhar KasturiNo ratings yet
- Economic Order Quantity (EOQ) : Prepared By: Talha Majeed Khan (M.Phil) Lecturer, UCP, Faculty of Management StudiesDocument7 pagesEconomic Order Quantity (EOQ) : Prepared By: Talha Majeed Khan (M.Phil) Lecturer, UCP, Faculty of Management StudieszubairNo ratings yet
- 8 Managing of Economics of ScaleDocument38 pages8 Managing of Economics of ScaleDwita Permatasari100% (1)
- MSE - UNIT - 3 (1) .PPTMDocument23 pagesMSE - UNIT - 3 (1) .PPTMJoel ChittiproluNo ratings yet
- Life Problem: Direct Killing of Oneself On One's Own AuthorityDocument20 pagesLife Problem: Direct Killing of Oneself On One's Own AuthorityCharice Anne VillamarinNo ratings yet
- Villamarin, Charice Anne M.Document1 pageVillamarin, Charice Anne M.Charice Anne VillamarinNo ratings yet
- Problem Set 1 Problem SolvingDocument1 pageProblem Set 1 Problem SolvingCharice Anne VillamarinNo ratings yet
- Integrating Us As Person Into Human SocietyDocument29 pagesIntegrating Us As Person Into Human SocietyCharice Anne VillamarinNo ratings yet
- Module 13Document11 pagesModule 13Charice Anne VillamarinNo ratings yet
- Table Tennis HistoryDocument19 pagesTable Tennis HistoryJanesene SolNo ratings yet
- Table Tennis Equipment and FacilitiesDocument7 pagesTable Tennis Equipment and FacilitiesCharice Anne Villamarin100% (1)
- Module 2 Investment Property and FundsDocument6 pagesModule 2 Investment Property and FundsCharice Anne VillamarinNo ratings yet
- Module 2 Investment Property and FundsDocument6 pagesModule 2 Investment Property and FundsCharice Anne VillamarinNo ratings yet
- Derivatives - Interest SwapDocument28 pagesDerivatives - Interest SwapCharice Anne VillamarinNo ratings yet
- Derivatives - Interest SwapDocument28 pagesDerivatives - Interest SwapCharice Anne VillamarinNo ratings yet
- Sinking Fund and DerivativesDocument4 pagesSinking Fund and DerivativesCharice Anne VillamarinNo ratings yet
- Divine Word College of Calapan: VisionDocument2 pagesDivine Word College of Calapan: VisionVizel100% (2)
- Investing in Associates: Accounting for Significant InfluenceDocument7 pagesInvesting in Associates: Accounting for Significant InfluenceCharice Anne VillamarinNo ratings yet
- Make A WriteDocument1 pageMake A WriteCharice Anne VillamarinNo ratings yet
- Uself Midterm LectureDocument21 pagesUself Midterm LectureCharice Anne VillamarinNo ratings yet
- Sinking Fund and DerivativesDocument4 pagesSinking Fund and DerivativesCharice Anne VillamarinNo ratings yet
- Eastern and WesternDocument39 pagesEastern and WesternCharice Anne VillamarinNo ratings yet
- Controlling Material Flow Profitable EntityDocument2 pagesControlling Material Flow Profitable EntityCharice Anne VillamarinNo ratings yet
- 1st Preliminary LecturesDocument33 pages1st Preliminary LecturesCharice Anne VillamarinNo ratings yet
- Supply Chain ManagementDocument2 pagesSupply Chain ManagementCharice Anne VillamarinNo ratings yet
- Quiz 2 Problem - SolutionDocument9 pagesQuiz 2 Problem - SolutionCharice Anne VillamarinNo ratings yet
- Payroll Workshop: Alaras, Arla Gabrielle (A0012)Document15 pagesPayroll Workshop: Alaras, Arla Gabrielle (A0012)ellaine villafaniaNo ratings yet
- PayrollDocument1 pagePayrollCharice Anne VillamarinNo ratings yet
- Cost Accounting Quiz SolutionsDocument3 pagesCost Accounting Quiz SolutionsCrizhae OconNo ratings yet
- 2.3-Manufacturing Overhead (Answer Key)Document3 pages2.3-Manufacturing Overhead (Answer Key)Charice Anne VillamarinNo ratings yet
- Chapter 18Document35 pagesChapter 18Mariechi Binuya100% (1)
- Act. 3.3 Problems - SolutionDocument7 pagesAct. 3.3 Problems - SolutionCharice Anne VillamarinNo ratings yet
- Activity No. 2: Problem 1Document1 pageActivity No. 2: Problem 1Charice Anne VillamarinNo ratings yet
- Activity No. 1: Problem 1Document2 pagesActivity No. 1: Problem 1Eloisa Joy Moredo0% (1)
- Sponsorship Proposal TemplateDocument12 pagesSponsorship Proposal TemplateLifeShield CapitalNo ratings yet
- Trade UnionDocument14 pagesTrade UnionSaurabh KhandaskarNo ratings yet
- 1.4 Classification of ProductDocument11 pages1.4 Classification of Productbabunaidu2006No ratings yet
- SE ContractDocument21 pagesSE Contractaugusta.mironNo ratings yet
- Fiib - Om - Process and Capacity AnalysisDocument9 pagesFiib - Om - Process and Capacity AnalysisCherin SamNo ratings yet
- Regional Integration in Africa by Victor AdetulaDocument32 pagesRegional Integration in Africa by Victor AdetulaJeremy JordanNo ratings yet
- Scribd Letter To Donald Tusk Regarding EU and UK Trade Deal After Brexit.Document1 pageScribd Letter To Donald Tusk Regarding EU and UK Trade Deal After Brexit.morganistNo ratings yet
- 10k - Manpower Inc 2011Document115 pages10k - Manpower Inc 2011dayalratikNo ratings yet
- Cholamandalam Auction Sale Notice Rakeshkumar Gautamchand Dugar 12.04.2021Document5 pagesCholamandalam Auction Sale Notice Rakeshkumar Gautamchand Dugar 12.04.2021Surender SarswatNo ratings yet
- Apollo Food Credit Analysis 2010-2012 FinancialsDocument21 pagesApollo Food Credit Analysis 2010-2012 FinancialsAzilah UsmanNo ratings yet
- BBCE1013 Microeconomic Group One Assignment 1 (30-June-2023)Document17 pagesBBCE1013 Microeconomic Group One Assignment 1 (30-June-2023)Angelyn ChanNo ratings yet
- Recording of Accounting Transaction (Theory and Practical Problem)Document13 pagesRecording of Accounting Transaction (Theory and Practical Problem)Mubin Shaikh NooruNo ratings yet
- Nominal vs Effective Interest Rates & Equivalence CalculationsDocument28 pagesNominal vs Effective Interest Rates & Equivalence CalculationsLyle Dominic AtienzaNo ratings yet
- Promotion BBLDocument13 pagesPromotion BBLChalista RafaNo ratings yet
- CRADLE BrochureDocument2 pagesCRADLE BrochureKreez Dela CruzNo ratings yet
- Case StudyDocument15 pagesCase StudyNene Taps33% (3)
- Exemplu Test Examen - BFoctober11qpDocument8 pagesExemplu Test Examen - BFoctober11qpSima RoxanaNo ratings yet
- Chapter 6Document15 pagesChapter 6Eg CachaperoNo ratings yet
- Compensation Package Offered by The Multinational Companies/Bank in Bangladesh QuestionnairesDocument6 pagesCompensation Package Offered by The Multinational Companies/Bank in Bangladesh QuestionnairesS.E ChowdhuryNo ratings yet
- Questions about your billDocument3 pagesQuestions about your billVarun AryaNo ratings yet
- Sustainability 13 02422 v3Document22 pagesSustainability 13 02422 v3Pierre MillotNo ratings yet
- Customer Centric Data and AnalyticsDocument18 pagesCustomer Centric Data and AnalyticschrysobergiNo ratings yet
- Lwob - Application-Form Edited Edited EditedDocument2 pagesLwob - Application-Form Edited Edited Editedjessamaeballesteros21100% (1)
- Ambe School, Cbse: Periodic Test-II Year: 2021-22 Subject: EconomicsDocument2 pagesAmbe School, Cbse: Periodic Test-II Year: 2021-22 Subject: Economicskishor lambaNo ratings yet
- Tax Banggawan2019 Ch.15-ADocument12 pagesTax Banggawan2019 Ch.15-ANoreen LeddaNo ratings yet
- Depreciation MethodsDocument25 pagesDepreciation Methodsluvy acerdenNo ratings yet
- Coordination in Supply ChainDocument22 pagesCoordination in Supply ChainVipulGoelNo ratings yet
- Intacc 1 QuizDocument3 pagesIntacc 1 QuizGIRLNo ratings yet
- Gulayan Sa Paaralan 2023 Project ProposalDocument3 pagesGulayan Sa Paaralan 2023 Project ProposalP Olarte ESNo ratings yet
- DFCDocument1 pageDFCJolina BanzonNo ratings yet