You might also like
- SPE 58976 Effect of Drag-Reducing Agents in Multiphase, Oil/Gas Horizontal FlowDocument7 pagesSPE 58976 Effect of Drag-Reducing Agents in Multiphase, Oil/Gas Horizontal FlowQaiser HafeezNo ratings yet
- Drag ReductionDocument23 pagesDrag Reductionm daneshpourNo ratings yet
- Drag Reducer Increase PipelineDocument7 pagesDrag Reducer Increase PipelineandiNo ratings yet
- Psig 1901Document29 pagesPsig 1901Qaiser HafeezNo ratings yet
- IPTC-22235-MS Foams To Control Slugging Issues in Pipeline - From Lab To SimulationDocument9 pagesIPTC-22235-MS Foams To Control Slugging Issues in Pipeline - From Lab To SimulationLuky HendraningratNo ratings yet
- 10.0000@www - Onepetro.org@conference paper@ISOPE I 13 053Document7 pages10.0000@www - Onepetro.org@conference paper@ISOPE I 13 053Mahfoud AMMOURNo ratings yet
- Flow Assurance in Kumuje Wet Gas Pipeline Analysis of Pigging Solution To Liquid Accumulation PDFDocument7 pagesFlow Assurance in Kumuje Wet Gas Pipeline Analysis of Pigging Solution To Liquid Accumulation PDFHadi NugrahaNo ratings yet
- Abdullah-Hasan2021 Article TheImplementationOfWaterAlternDocument12 pagesAbdullah-Hasan2021 Article TheImplementationOfWaterAlternMustafa Erkin GözelNo ratings yet
- Preprint Ces AustDocument40 pagesPreprint Ces Austnehal_rizk2944No ratings yet
- SPE-192878-MS Maximizing Pipeline Flexibility With Drag Reducing AgentsDocument9 pagesSPE-192878-MS Maximizing Pipeline Flexibility With Drag Reducing AgentsQaiser HafeezNo ratings yet
- Investigate A Gas Well Performance Using Nodal AnalysisDocument15 pagesInvestigate A Gas Well Performance Using Nodal Analysisrafiullah353No ratings yet
- Spe 90038 MSDocument12 pagesSpe 90038 MSMejbahul SarkerNo ratings yet
- Energies 16 05011 v2Document19 pagesEnergies 16 05011 v2Herda CahyaningrumNo ratings yet
- The Potential of CO2 Gas Injection Application in Improving Oil RecoveryDocument8 pagesThe Potential of CO2 Gas Injection Application in Improving Oil RecoveryDanielNo ratings yet
- Scientific: Condensate Reservoirs Benefits and RisksDocument9 pagesScientific: Condensate Reservoirs Benefits and RisksHomam MohammadNo ratings yet
- IPA17 359 E FirstpageDocument1 pageIPA17 359 E FirstpageJamshed SoomroNo ratings yet
- IPTC 10382 Experience With Simulation of Condensate Banking Effects in Various Gas/Condensate ReservoirsDocument10 pagesIPTC 10382 Experience With Simulation of Condensate Banking Effects in Various Gas/Condensate ReservoirsAdanenche Daniel EdohNo ratings yet
- SPE 109294 ACO - Rich Gas Well Test and AnalysesDocument10 pagesSPE 109294 ACO - Rich Gas Well Test and AnalysesAnonymous VNu3ODGavNo ratings yet
- Salma 2000Document5 pagesSalma 2000Feby ZulkarnainNo ratings yet
- Iptc 10243 MS P PDFDocument9 pagesIptc 10243 MS P PDFWaleed Barakat MariaNo ratings yet
- Ijet V3i5p36Document6 pagesIjet V3i5p36International Journal of Engineering and TechniquesNo ratings yet
- To OilDocument4 pagesTo OilIndraNo ratings yet
- Enhanced Gas Recovery: Factors Affecting Gas-Gas Displacement EfficiencyDocument14 pagesEnhanced Gas Recovery: Factors Affecting Gas-Gas Displacement EfficiencyEleonora LetorNo ratings yet
- Slug Catcher Conceptual DesignDocument8 pagesSlug Catcher Conceptual Designfanziskus100% (1)
- SPE 77351 Wet Gas Metering: Trends in Applications and Technical DevelopmentsDocument14 pagesSPE 77351 Wet Gas Metering: Trends in Applications and Technical DevelopmentsFernando OlaveoNo ratings yet
- Well Deliverability Predictions of Gas Flow in GasDocument12 pagesWell Deliverability Predictions of Gas Flow in GasAlwaleed ANo ratings yet
- SPE-174935-MS Offshore Membrane Deaeration As A Replacement For Vacuum Tower Deaeration - A Comparative StudyDocument15 pagesSPE-174935-MS Offshore Membrane Deaeration As A Replacement For Vacuum Tower Deaeration - A Comparative StudyShamsiNo ratings yet
- Application of Line Pipe and Hot Induction Bends in Hydrogen Gas PDFDocument6 pagesApplication of Line Pipe and Hot Induction Bends in Hydrogen Gas PDFgagodoy20No ratings yet
- Olaberinjo2006 CGRDocument10 pagesOlaberinjo2006 CGRAKOGU J. AKPOCHI J.No ratings yet
- Bougre-Gamadi2021 Article EnhancedOilRecoveryApplicationDocument9 pagesBougre-Gamadi2021 Article EnhancedOilRecoveryApplicationSalaheldin TawfigNo ratings yet
- Low-Flow-Coefficient Centrifugal Compressor Design For Supercritical CODocument15 pagesLow-Flow-Coefficient Centrifugal Compressor Design For Supercritical COzeinabNo ratings yet
- Decompression Characteristics of CO2 Pipelines Following RuptureDocument11 pagesDecompression Characteristics of CO2 Pipelines Following RuptureMohdFarid RahmatSamNo ratings yet
- SPE-166853 Solid Polymer Prevents Gas Migration Into Cement Slurry in Subzero ConditionsDocument16 pagesSPE-166853 Solid Polymer Prevents Gas Migration Into Cement Slurry in Subzero Conditionsfaboq93No ratings yet
- SPE30714 Fevang WhitsonDocument16 pagesSPE30714 Fevang WhitsonMohamed El KikiNo ratings yet
- Transition Time of Cement SlurriesDocument3 pagesTransition Time of Cement SlurriespaimanNo ratings yet
- Dinámica de Los Bancos de Condensados en Campos de Gas Condensado: Cambios en Las Relaciones de Condensado Producido A Gas.Document16 pagesDinámica de Los Bancos de Condensados en Campos de Gas Condensado: Cambios en Las Relaciones de Condensado Producido A Gas.Guadalupe RuizNo ratings yet
- Reservoir Interpretation Using Gas While DrillingDocument17 pagesReservoir Interpretation Using Gas While DrillingmhdstatNo ratings yet
- 04compositional Simulation Study of Gas Flood and Water Alternating Gas Wag Injection Impacts of Injection ParametersDocument13 pages04compositional Simulation Study of Gas Flood and Water Alternating Gas Wag Injection Impacts of Injection ParametersHerry SuhartomoNo ratings yet
- PTC 2021 Lam-ThanhDocument13 pagesPTC 2021 Lam-ThanhSaumitra Shankar GuptaNo ratings yet
- 2017-Slug Frequency Viscosity Oil Gas 2 Phase FlowDocument16 pages2017-Slug Frequency Viscosity Oil Gas 2 Phase FlowBeatriz Joo LeeNo ratings yet
- Mahmud 2017 IOP Conf. Ser. Mater. Sci. Eng. 217 012022Document15 pagesMahmud 2017 IOP Conf. Ser. Mater. Sci. Eng. 217 012022Ayleen QuezadaNo ratings yet
- Spe 123085Document7 pagesSpe 123085Jose Gregorio Fariñas GagoNo ratings yet
- McKinney Et Al, - SPE-109861-MSDocument16 pagesMcKinney Et Al, - SPE-109861-MSLecturer Hussein AliwiNo ratings yet
- International Journal of Greenhouse Gas Control: 2 Tianyu Gao, Gary T. RochelleDocument12 pagesInternational Journal of Greenhouse Gas Control: 2 Tianyu Gao, Gary T. RochelleMD Redwan IslamNo ratings yet
- 1 s2.0 S0016236123021804 MainDocument12 pages1 s2.0 S0016236123021804 Mainrezaferidooni00No ratings yet
- Stress-Sweep Test To Evaluate Modified Asphalt Binder With Elastomer and Plastomer PolymersDocument9 pagesStress-Sweep Test To Evaluate Modified Asphalt Binder With Elastomer and Plastomer Polymersedwin_guerrafNo ratings yet
- Natural Gas Pipe Line Sizing Calculations - Industrial Professi PDFDocument11 pagesNatural Gas Pipe Line Sizing Calculations - Industrial Professi PDFsamchenengr0% (1)
- Gas Ratio Analysis in Hovsan Oil FieldDocument7 pagesGas Ratio Analysis in Hovsan Oil FieldRidwan ChandraNo ratings yet
- CO Capture in Natural Gas Production by Adsorption ProcessesDocument6 pagesCO Capture in Natural Gas Production by Adsorption ProcessesFernando AmoresNo ratings yet
- 1 s2.0 S1876610214021493 MainDocument9 pages1 s2.0 S1876610214021493 MainScott St JohnNo ratings yet
- 2007Document10 pages2007BMCANo ratings yet
- Simulation of Effective Fracture Length of Prepad Acid Fracturing Considering Multiple Leak-Off EffectDocument7 pagesSimulation of Effective Fracture Length of Prepad Acid Fracturing Considering Multiple Leak-Off EffectarispriyatmonoNo ratings yet
- Air Layer On Superhydrophobic Surface For Frictional Drag ReductionDocument9 pagesAir Layer On Superhydrophobic Surface For Frictional Drag ReductionGabriel EduardoNo ratings yet
- Murder On My MindDocument10 pagesMurder On My MindGaurav BfgNo ratings yet
- Liquid Unloading in A Big Bore Completion - Comparison Gas Lift & Velocity stringSPE-88523-MSDocument14 pagesLiquid Unloading in A Big Bore Completion - Comparison Gas Lift & Velocity stringSPE-88523-MSQaiser HafeezNo ratings yet
- Scal For Gas Reservoirs: A Contribution For Better ExperimentsDocument13 pagesScal For Gas Reservoirs: A Contribution For Better ExperimentsMustapha Bouregaa100% (1)
- OTC 18012 Offshore LNG: The Perfect Starting Point For The 2-Phase Expander?Document6 pagesOTC 18012 Offshore LNG: The Perfect Starting Point For The 2-Phase Expander?Dipto Pratomo NugrohoNo ratings yet
- Non-Darcy Flow in Fractures PDFDocument2 pagesNon-Darcy Flow in Fractures PDFẞálôûçh SãmâdNo ratings yet
- SPE-192878-MS Maximizing Pipeline Flexibility With Drag Reducing AgentsDocument9 pagesSPE-192878-MS Maximizing Pipeline Flexibility With Drag Reducing AgentsQaiser HafeezNo ratings yet
- For Crude Oil: BackgroundDocument2 pagesFor Crude Oil: BackgroundQaiser HafeezNo ratings yet
- Capturing The Next Frontier of Value Operating Models For Oil and Gas Fields of The FutuDocument15 pagesCapturing The Next Frontier of Value Operating Models For Oil and Gas Fields of The FutuQaiser HafeezNo ratings yet
- 18 Best Practice For Stand Alone Screens Ian WattieDocument30 pages18 Best Practice For Stand Alone Screens Ian WattieQaiser HafeezNo ratings yet
- SPE-185428-MS Optimizing Cost and Effectiveness of Well Interventions: An Holistic ApproachDocument17 pagesSPE-185428-MS Optimizing Cost and Effectiveness of Well Interventions: An Holistic ApproachQaiser HafeezNo ratings yet
- IADC/SPE-180689-MS Samarang Well Intervention Performance Evaluation For Production Enhancement PortfolioDocument11 pagesIADC/SPE-180689-MS Samarang Well Intervention Performance Evaluation For Production Enhancement PortfolioQaiser HafeezNo ratings yet
- Devex-2018-Base-Management-workshopDocument27 pagesDevex-2018-Base-Management-workshopQaiser HafeezNo ratings yet
- 06 PTL 02 LimitDiagramsDocument9 pages06 PTL 02 LimitDiagramsQaiser HafeezNo ratings yet
- WFT177034Document1 pageWFT177034Qaiser HafeezNo ratings yet
- Prosper Model UnderstandingDocument6 pagesProsper Model UnderstandingQaiser HafeezNo ratings yet
- Fault Seal AnalysisDocument8 pagesFault Seal AnalysisQaiser HafeezNo ratings yet
- Fracture Design Spresdsheet KF 6KDocument23 pagesFracture Design Spresdsheet KF 6KQaiser HafeezNo ratings yet
- SlickLine Tools UnderstandingDocument1 pageSlickLine Tools UnderstandingQaiser HafeezNo ratings yet
- METHODOLOGY For UFD ExcelDocument3 pagesMETHODOLOGY For UFD ExcelQaiser HafeezNo ratings yet
- Frac StepdownDocument3 pagesFrac StepdownQaiser HafeezNo ratings yet
- Rock Properties DeterminationDocument266 pagesRock Properties DeterminationQaiser HafeezNo ratings yet
- Slurry Calculation For Frac DesignDocument3 pagesSlurry Calculation For Frac DesignQaiser HafeezNo ratings yet
- LubricatorDocument13 pagesLubricatorQaiser Hafeez100% (1)
- Dairy vs. Beef Management: Click To ForwardDocument28 pagesDairy vs. Beef Management: Click To ForwardQaiser HafeezNo ratings yet
- Well Head Sealing Guide PDFDocument4 pagesWell Head Sealing Guide PDFQaiser Hafeez100% (1)
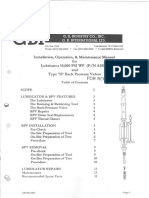
- 5.0 Back Pressure Valve Installation ProcedureDocument17 pages5.0 Back Pressure Valve Installation ProcedureQaiser Hafeez100% (2)
- Mike O'Hearn's Power Bodybuilding 12-Week Training ProgramDocument7 pagesMike O'Hearn's Power Bodybuilding 12-Week Training ProgramRay0% (1)
- HSG Lop 11 2022-2023 KEYSDocument7 pagesHSG Lop 11 2022-2023 KEYSHà Trần Thị ThuNo ratings yet
- BENGUET A TOUR ITINERARY PROPOSAL-1Document7 pagesBENGUET A TOUR ITINERARY PROPOSAL-1Jupiter MercaderoNo ratings yet
- Marketing 3rd Quarter ReviewerDocument10 pagesMarketing 3rd Quarter ReviewerJohn Cris BuanNo ratings yet
- Collection Notes by ClangDocument19 pagesCollection Notes by ClangQuevyn Kohl SurbanNo ratings yet
- Coiltools Roll On CT Connector PsDocument3 pagesCoiltools Roll On CT Connector Psoswaldo58No ratings yet
- Submission Record (15.06.2022)Document14 pagesSubmission Record (15.06.2022)Kunal GoutamNo ratings yet
- Wheel Loader 937H: Technical SpecificationDocument3 pagesWheel Loader 937H: Technical SpecificationMuhamad AdamNo ratings yet
- CBCS 2008 2009 Old Rugulation Nov Dec 2019 2020 CompressedDocument121 pagesCBCS 2008 2009 Old Rugulation Nov Dec 2019 2020 CompressedSivakumar radha krishnanNo ratings yet
- Manta Aislante ThermalceramicsDocument2 pagesManta Aislante Thermalceramicsjast111No ratings yet
- Beam Profiler MeasurementDocument44 pagesBeam Profiler Measurementadarshchouhan47No ratings yet
- G 20 Summit 2023Document7 pagesG 20 Summit 2023harshantil74No ratings yet
- Doc. No. - Page No. - Book No. - Series of 2014Document2 pagesDoc. No. - Page No. - Book No. - Series of 2014mgllacunaNo ratings yet
- Schengen VisaDocument4 pagesSchengen Visajannuchary1637No ratings yet
- Sri Lanka Media Audience Study 2019Document64 pagesSri Lanka Media Audience Study 2019methlalNo ratings yet
- Machine Learning NotesDocument115 pagesMachine Learning Notescocacola_thanda100% (1)
- Sem3 MCQ HRMDocument8 pagesSem3 MCQ HRMvenkat annabhimoju50% (2)
- Week 1 Tutorial ProblemsDocument7 pagesWeek 1 Tutorial ProblemsWOP INVESTNo ratings yet
- NSE4 - FGT-6.0.prepaway - Premium.exam.125q: Number: NSE4 - FGT-6.0 Passing Score: 800 Time Limit: 120 Min File Version: 2.2Document52 pagesNSE4 - FGT-6.0.prepaway - Premium.exam.125q: Number: NSE4 - FGT-6.0 Passing Score: 800 Time Limit: 120 Min File Version: 2.2Bryan NepomucenoNo ratings yet
- Vgabeto OBLICON-003: Aclc College of TaclobanDocument11 pagesVgabeto OBLICON-003: Aclc College of Taclobanjumel delunaNo ratings yet
- Strategy Review, Evaluation and Control: 1. Examining The Underlying Bases of A Firm's StrategyDocument11 pagesStrategy Review, Evaluation and Control: 1. Examining The Underlying Bases of A Firm's StrategyRaca DesuNo ratings yet
- 0 - Banking Management SystemDocument25 pages0 - Banking Management SystemJyoti Bhatt0% (1)
- E Brochure-Fdc PDFDocument6 pagesE Brochure-Fdc PDFJahjaNo ratings yet
- Pertemuan 4. KewirausahaanDocument27 pagesPertemuan 4. KewirausahaanSalsabila LuthfiNo ratings yet
- Memtechchennaiam 13Document78 pagesMemtechchennaiam 13Kanaga VaratharajanNo ratings yet
- Mrunal (Misc PDFDocument10 pagesMrunal (Misc PDFPiyush GoyalNo ratings yet
- Historien Om DuckDocument123 pagesHistorien Om DuckRasmusNo ratings yet
- LANDocument38 pagesLANDenise NelsonNo ratings yet
- History of Microsoft OfficeDocument2 pagesHistory of Microsoft OfficeRichie BlasabasNo ratings yet
- MICA 4scaleDocument3 pagesMICA 4scaleMadawi AlotaibiNo ratings yet
- Sully: The Untold Story Behind the Miracle on the HudsonFrom EverandSully: The Untold Story Behind the Miracle on the HudsonRating: 4 out of 5 stars4/5 (103)
- The Fabric of Civilization: How Textiles Made the WorldFrom EverandThe Fabric of Civilization: How Textiles Made the WorldRating: 4.5 out of 5 stars4.5/5 (58)
- Pale Blue Dot: A Vision of the Human Future in SpaceFrom EverandPale Blue Dot: A Vision of the Human Future in SpaceRating: 4.5 out of 5 stars4.5/5 (588)
- Challenger: A True Story of Heroism and Disaster on the Edge of SpaceFrom EverandChallenger: A True Story of Heroism and Disaster on the Edge of SpaceNo ratings yet
- Hero Found: The Greatest POW Escape of the Vietnam WarFrom EverandHero Found: The Greatest POW Escape of the Vietnam WarRating: 4 out of 5 stars4/5 (19)
- When the Heavens Went on Sale: The Misfits and Geniuses Racing to Put Space Within ReachFrom EverandWhen the Heavens Went on Sale: The Misfits and Geniuses Racing to Put Space Within ReachRating: 3.5 out of 5 stars3.5/5 (6)
- The Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyFrom EverandThe Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyNo ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- The End of Craving: Recovering the Lost Wisdom of Eating WellFrom EverandThe End of Craving: Recovering the Lost Wisdom of Eating WellRating: 4.5 out of 5 stars4.5/5 (83)
- The Technology Trap: Capital, Labor, and Power in the Age of AutomationFrom EverandThe Technology Trap: Capital, Labor, and Power in the Age of AutomationRating: 4.5 out of 5 stars4.5/5 (46)
- Dealers of Lightning: Xerox PARC and the Dawn of the Computer AgeFrom EverandDealers of Lightning: Xerox PARC and the Dawn of the Computer AgeRating: 4 out of 5 stars4/5 (88)
- Nutrition 101: Understanding the Science and Practice of Eating WellFrom EverandNutrition 101: Understanding the Science and Practice of Eating WellRating: 4.5 out of 5 stars4.5/5 (22)
- The Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaFrom EverandThe Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaNo ratings yet
- Faster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestFrom EverandFaster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestRating: 4 out of 5 stars4/5 (28)
- Fallout: The Hiroshima Cover-up and the Reporter Who Revealed It to the WorldFrom EverandFallout: The Hiroshima Cover-up and the Reporter Who Revealed It to the WorldRating: 4.5 out of 5 stars4.5/5 (83)
- Permaculture for the Rest of Us: Abundant Living on Less than an AcreFrom EverandPermaculture for the Rest of Us: Abundant Living on Less than an AcreRating: 4.5 out of 5 stars4.5/5 (33)
- A Guide to Ship Repair Estimates in Man-hoursFrom EverandA Guide to Ship Repair Estimates in Man-hoursRating: 4.5 out of 5 stars4.5/5 (5)
- Dirt to Soil: One Family’s Journey into Regenerative AgricultureFrom EverandDirt to Soil: One Family’s Journey into Regenerative AgricultureRating: 5 out of 5 stars5/5 (125)
- Packing for Mars: The Curious Science of Life in the VoidFrom EverandPacking for Mars: The Curious Science of Life in the VoidRating: 4 out of 5 stars4/5 (1396)
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- From Darwin to Derrida: Selfish Genes, Social Selves, and the Meanings of LifeFrom EverandFrom Darwin to Derrida: Selfish Genes, Social Selves, and the Meanings of LifeRating: 4 out of 5 stars4/5 (2)
- The Future of Geography: How the Competition in Space Will Change Our WorldFrom EverandThe Future of Geography: How the Competition in Space Will Change Our WorldRating: 4 out of 5 stars4/5 (6)
- The One-Straw Revolution: An Introduction to Natural FarmingFrom EverandThe One-Straw Revolution: An Introduction to Natural FarmingRating: 4.5 out of 5 stars4.5/5 (272)