You might also like
- Structural Health MonitoringFrom EverandStructural Health MonitoringDaniel BalageasNo ratings yet
- Condition Monitoring of Centrifugal Blower Using Vibration AnalysisDocument10 pagesCondition Monitoring of Centrifugal Blower Using Vibration AnalysismustafaNo ratings yet
- Development of A Condition Based Maintenance Architecture For Optimal Maintainability of Mine ExcavatorsDocument5 pagesDevelopment of A Condition Based Maintenance Architecture For Optimal Maintainability of Mine ExcavatorsInternational Organization of Scientific Research (IOSR)No ratings yet
- 802 Baikeling BWTDocument3 pages802 Baikeling BWTRifat AzadNo ratings yet
- Identification of Bearing Defects by Spectral AnalysisDocument6 pagesIdentification of Bearing Defects by Spectral AnalysisShashankSharmaNo ratings yet
- Why Are We So Bad at Maintenance ManagementDocument16 pagesWhy Are We So Bad at Maintenance ManagementMasoud AmirzadehfardNo ratings yet
- Defect EliminationDocument8 pagesDefect EliminationHariKishore SudarsanamNo ratings yet
- Frequency Transformation in Digital DomainDocument5 pagesFrequency Transformation in Digital DomainNguyen Si PhuocNo ratings yet
- RCA Next Level Failure AnalysisDocument53 pagesRCA Next Level Failure AnalysisJay100% (1)
- Modern Outlook To Condition Based Maintenance On Board Merchant ShipsDocument19 pagesModern Outlook To Condition Based Maintenance On Board Merchant ShipsSaptarshi Basu100% (2)
- Background: Reference Value Is The PREVIOUS DATADocument3 pagesBackground: Reference Value Is The PREVIOUS DATAfazzlieNo ratings yet
- Design and Analysis of Hydrodynamic Journal BearingDocument12 pagesDesign and Analysis of Hydrodynamic Journal BearingShivamSharmaNo ratings yet
- As 3890-1991 Rolling Bearings - System Life and ReliabilityDocument6 pagesAs 3890-1991 Rolling Bearings - System Life and ReliabilitySAI Global - APACNo ratings yet
- ISO Category II (Analysis I)Document5 pagesISO Category II (Analysis I)nspcl o&eNo ratings yet
- Thermohydrodynamic Analysis of A Journal BearingDocument33 pagesThermohydrodynamic Analysis of A Journal BearingAmalendu BiswasNo ratings yet
- Case Study - Reliability at Chemical PlantDocument2 pagesCase Study - Reliability at Chemical PlantganeshdhageNo ratings yet
- How Are Enveloping Spectra Plots ProcessedDocument1 pageHow Are Enveloping Spectra Plots ProcessedPPMNo ratings yet
- Study of Failure Modes of Rolling Bearings: A ReviewDocument7 pagesStudy of Failure Modes of Rolling Bearings: A ReviewIJMERNo ratings yet
- Condition-Based Fault Tree AnalysisDocument11 pagesCondition-Based Fault Tree AnalysisDamir Kapidzic100% (1)
- Tracking and Control of Gas Turbine Engine PDFDocument14 pagesTracking and Control of Gas Turbine Engine PDFVenu Madhav100% (1)
- Failure MechanismsDocument14 pagesFailure Mechanismsho-faNo ratings yet
- Defect Elimination From A CMMS Perspective - Reliabilityweb - A Culture of ReliabilityDocument17 pagesDefect Elimination From A CMMS Perspective - Reliabilityweb - A Culture of ReliabilityAugusto RezendeNo ratings yet
- Low Frequency EvaluationDocument13 pagesLow Frequency EvaluationthrillerxNo ratings yet
- Maintenance Presentation SlideDocument56 pagesMaintenance Presentation Slidekapun kumar nayakNo ratings yet
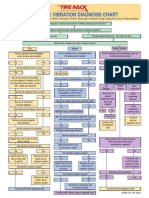
- Vibration ChartDocument1 pageVibration Chartairframer1981No ratings yet
- Autonomous Maintenance (Jishu Hozen)Document30 pagesAutonomous Maintenance (Jishu Hozen)Vitra PunKgribNo ratings yet
- How To Write A Lubrication ProcedureDocument5 pagesHow To Write A Lubrication ProceduremawooaNo ratings yet
- MEE Avoiding Bolt FailuresDocument2 pagesMEE Avoiding Bolt Failuresridwan347No ratings yet
- Common Issues and Solutions - 05-12-10Document28 pagesCommon Issues and Solutions - 05-12-10Gracia SediNo ratings yet
- Vibration DiagnosticsDocument10 pagesVibration DiagnosticsSpiros LoutridisNo ratings yet
- Machinery Reliability Is A Measure of Perfection Abdulrahman AlkhowaiterDocument16 pagesMachinery Reliability Is A Measure of Perfection Abdulrahman AlkhowaiterAbdulrahman Alkhowaiter100% (1)
- Undetected Bearing Wear Leads To Catastrophic Compressor FailureDocument5 pagesUndetected Bearing Wear Leads To Catastrophic Compressor FailureMuhammad ImranNo ratings yet
- Note Bearing PDFDocument77 pagesNote Bearing PDFفايق العرودNo ratings yet
- Parts Failure AnalysisDocument3 pagesParts Failure Analysisswapneel_kulkarniNo ratings yet
- Don't Get Soft: Cover Series: Installation Best PracticesDocument6 pagesDon't Get Soft: Cover Series: Installation Best PracticesHatem Abdelrahman100% (1)
- Asset Management Plant PDFDocument42 pagesAsset Management Plant PDFJose Antonio100% (1)
- Vibration & Fault DiagnosisDocument4 pagesVibration & Fault DiagnosisSheraNo ratings yet
- 4 Stage of Bearing FailureDocument3 pages4 Stage of Bearing Failure2003vinayNo ratings yet
- Condition-Monitoring 12 LIT-01.407 enDocument16 pagesCondition-Monitoring 12 LIT-01.407 enYoussef GhanemNo ratings yet
- Vibration Signatures Reveal Gear Tooth DefectsDocument8 pagesVibration Signatures Reveal Gear Tooth DefectsHURRYSTARNo ratings yet
- Design For Reliability June 2007Document42 pagesDesign For Reliability June 2007Teshome DengisoNo ratings yet
- Availability Vs CostsDocument29 pagesAvailability Vs CostsEbhamboh Ntui AlfredNo ratings yet
- CBM Assessment Notes PDFDocument187 pagesCBM Assessment Notes PDFzulfadliNo ratings yet
- Defect EliminationDocument4 pagesDefect EliminationHossein100% (1)
- Condition Monitoring Comparison Guide April 2020 EditionDocument14 pagesCondition Monitoring Comparison Guide April 2020 Editionkikayi8209No ratings yet
- Oil Whirl and Whip Instabilities - Within Journal Bearings PDFDocument3 pagesOil Whirl and Whip Instabilities - Within Journal Bearings PDFNitesh Garg0% (1)
- Reliability Engineering IntroductionDocument523 pagesReliability Engineering IntroductionNeuky Els100% (1)
- Engine Oil Viscosity: Understanding the NumbersDocument2 pagesEngine Oil Viscosity: Understanding the Numbersjhnbrry21803No ratings yet
- 10 Commandments Gear FailureDocument1 page10 Commandments Gear Failurerashm006ranjan100% (1)
- Useful Key Performance Indicators For Maintenance PDFDocument8 pagesUseful Key Performance Indicators For Maintenance PDFfumerojr5164No ratings yet
- Precision MaintenanceDocument8 pagesPrecision MaintenanceMohammad GhiasiNo ratings yet
- Basic Understanding of Machinery VibrationDocument48 pagesBasic Understanding of Machinery Vibrationridzim4638100% (1)
- Checking Bearing AlignmentDocument4 pagesChecking Bearing AlignmentTheerayootNo ratings yet
- Analysis of Fault Conditions in Permanent-Magnet In-Wheel MotorsDocument81 pagesAnalysis of Fault Conditions in Permanent-Magnet In-Wheel MotorsSyed Qaseem AliNo ratings yet
- A Practical Introduction To Condition Monitoring of RollingDocument14 pagesA Practical Introduction To Condition Monitoring of Rollingsatya_chagantiNo ratings yet
- Turbo Machinery Operation and MaintenanceDocument2 pagesTurbo Machinery Operation and MaintenanceNirmal SubudhiNo ratings yet
- Predictive Maintenance InfographicDocument1 pagePredictive Maintenance InfographicbhardwajdNo ratings yet
- Failure Reporting Analysis And Corrective Action System A Complete Guide - 2020 EditionFrom EverandFailure Reporting Analysis And Corrective Action System A Complete Guide - 2020 EditionNo ratings yet
- ISS Space Station Reliability Impacted by Cooling Pump FailureDocument6 pagesISS Space Station Reliability Impacted by Cooling Pump FailureAbdulrahman AlkhowaiterNo ratings yet
- Gear Design & ManufacturingDocument12 pagesGear Design & ManufacturingAbdulrahman AlkhowaiterNo ratings yet
- Root Cause AnalysisDocument28 pagesRoot Cause AnalysisRashid Saleem100% (2)
- 7500 HP Speed Increaser Gearbox Case History Bearing Problem-1Document4 pages7500 HP Speed Increaser Gearbox Case History Bearing Problem-1Abdulrahman AlkhowaiterNo ratings yet
- Notes11 Floating Ring Seals 09 PDFDocument18 pagesNotes11 Floating Ring Seals 09 PDFsaravananknpcNo ratings yet
- Measuring acceleration signals with accelerometersDocument10 pagesMeasuring acceleration signals with accelerometersAbdulrahman AlkhowaiterNo ratings yet
- PDFDocument163 pagesPDFAmin NziNo ratings yet
- Of Spares and Equipment in Storage: Preserving The ReliabilityDocument11 pagesOf Spares and Equipment in Storage: Preserving The ReliabilityAbdulrahman AlkhowaiterNo ratings yet
- Case Study: Detection of High-Speed Coupling LoosenessDocument4 pagesCase Study: Detection of High-Speed Coupling LoosenessAbdulrahman AlkhowaiterNo ratings yet
- Fundamentals of Reliability Fundamentals of Reliability Engineering and Applications Part 1 of 3Document36 pagesFundamentals of Reliability Fundamentals of Reliability Engineering and Applications Part 1 of 3Abdulrahman AlkhowaiterNo ratings yet
- Mechanical Seal Design Optimization for API Category 1 ApplicationsDocument8 pagesMechanical Seal Design Optimization for API Category 1 ApplicationseduardogcarvalhoNo ratings yet
- BAN0006EN11 CS Huntly - Power - StationDocument4 pagesBAN0006EN11 CS Huntly - Power - StationLong NguyenNo ratings yet
- Burgmann iTDGS Product PresentationDocument16 pagesBurgmann iTDGS Product PresentationAbdulrahman AlkhowaiterNo ratings yet
- Through The Design Process: Guide On Achieving ReliabilityDocument19 pagesThrough The Design Process: Guide On Achieving ReliabilityAbdulrahman AlkhowaiterNo ratings yet
- Minimum Maintenance Strategy by Physics of Failure AnalysisDocument8 pagesMinimum Maintenance Strategy by Physics of Failure AnalysisAbdulrahman Alkhowaiter100% (1)
- Belt Preventive Maintenance ManualDocument67 pagesBelt Preventive Maintenance ManualAbdulrahman AlkhowaiterNo ratings yet
- Centrifugal Pumps and SealDocument32 pagesCentrifugal Pumps and SealAnatoli KarpobNo ratings yet
- ROLL BEARING DESIGN EXAMPLESDocument42 pagesROLL BEARING DESIGN EXAMPLESraghunath.psNo ratings yet
- Rolling BearingTechnical Information-FAGDocument55 pagesRolling BearingTechnical Information-FAGAbdulrahman AlkhowaiterNo ratings yet
- Risk-Based Approach To Centrifugal Pump Seal Selection: DisclaimerDocument7 pagesRisk-Based Approach To Centrifugal Pump Seal Selection: DisclaimerAbdulrahman AlkhowaiterNo ratings yet
- Investigating Roller Bearing Failures by Physics of Failure Analysis-1Document10 pagesInvestigating Roller Bearing Failures by Physics of Failure Analysis-1Abdulrahman AlkhowaiterNo ratings yet
- Sample Maintenance Audit Report OverviewDocument19 pagesSample Maintenance Audit Report OverviewhossainmzNo ratings yet
- Failure Analysis: Integrally Geared Compressor Cracked ImpellerDocument35 pagesFailure Analysis: Integrally Geared Compressor Cracked ImpellerAbdulrahman AlkhowaiterNo ratings yet
- Large Centrifugal Compression Trains Reliability and Performance StudyDocument20 pagesLarge Centrifugal Compression Trains Reliability and Performance StudyAbdulrahman AlkhowaiterNo ratings yet
- Stability Analysis and Testing of A Train of Centrifugal Compressor For High Pressure Gas Injection PDFDocument14 pagesStability Analysis and Testing of A Train of Centrifugal Compressor For High Pressure Gas Injection PDFVILLANUEVA_DANIEL2064No ratings yet
- Bearing Failure On A Boiler Feed Water PumpDocument16 pagesBearing Failure On A Boiler Feed Water PumpSuruttaiyan SuruNo ratings yet
- The James Reason Swiss Cheese Failure Model in 300 Seconds-1Document5 pagesThe James Reason Swiss Cheese Failure Model in 300 Seconds-1Abdulrahman AlkhowaiterNo ratings yet
- Centrifugal Carbamate Pump Failures-Improvement PDFDocument21 pagesCentrifugal Carbamate Pump Failures-Improvement PDFAbdulrahman Alkhowaiter100% (1)
- Water Pump Modifications-Propump Services-1Document12 pagesWater Pump Modifications-Propump Services-1Abdulrahman AlkhowaiterNo ratings yet
- NeuroSolutions Infinity PDFDocument92 pagesNeuroSolutions Infinity PDFAmmarGhazaliNo ratings yet
- Overlapping Protective Zones DiagramDocument3 pagesOverlapping Protective Zones DiagramK.GuruCharan ReddyNo ratings yet
- RVSM Implementation in MalaysiaDocument31 pagesRVSM Implementation in MalaysiaIstas NusyirwanNo ratings yet
- VOS 8000FTR Installation ManualDocument12 pagesVOS 8000FTR Installation ManualRamesh BabuNo ratings yet
- Câmera T5Pro USER MANUALDocument144 pagesCâmera T5Pro USER MANUALFamília CoelhoNo ratings yet
- MATLAB Basics for Communication SystemsDocument19 pagesMATLAB Basics for Communication SystemsSyed F. JNo ratings yet
- HP Elite X2 1012 Service ManualDocument90 pagesHP Elite X2 1012 Service ManualHomer LarchNo ratings yet
- Top Risk 2021Document18 pagesTop Risk 2021NelsonNo ratings yet
- Linux TestDocument6 pagesLinux Testsvmendezw100% (1)
- Mba Ii Semester Assignment (Batch 2018-20) : SpecificationsDocument6 pagesMba Ii Semester Assignment (Batch 2018-20) : Specificationsakshara pradeepNo ratings yet
- TX CALADossier 2019 PDFDocument270 pagesTX CALADossier 2019 PDFStefanarichta100% (2)
- Thermo Fluids Ime-241L Lab Report: Prof. DR Salman Habib Hassan Ali Butt 2017-IM-39Document19 pagesThermo Fluids Ime-241L Lab Report: Prof. DR Salman Habib Hassan Ali Butt 2017-IM-39Mahrukh ChaudharyNo ratings yet
- Penang 10Document13 pagesPenang 10moazeniNo ratings yet
- Pressman CH 9 Design EngineeringDocument26 pagesPressman CH 9 Design EngineeringKarthik KeyanNo ratings yet
- Tadiran PNR-500: Personal Network Radio - Full-Duplex Voice and Data ConferencingDocument4 pagesTadiran PNR-500: Personal Network Radio - Full-Duplex Voice and Data ConferencingPeter Bobocky100% (1)
- Functional Requirements:: Control of The ProcessorsDocument6 pagesFunctional Requirements:: Control of The Processorsusama jabbarNo ratings yet
- GS2210-8 V4.30 Ed1Document444 pagesGS2210-8 V4.30 Ed1BestCieloNo ratings yet
- Pasco CapstoneDocument6 pagesPasco CapstoneBalza ALEXANDERNo ratings yet
- Multi Purpose Seed Sowing Machine SeminarDocument17 pagesMulti Purpose Seed Sowing Machine SeminarJose JojoNo ratings yet
- Aveva Intouch Access Anywhere Secure Gateway Administrator ManualDocument46 pagesAveva Intouch Access Anywhere Secure Gateway Administrator Manualel misNo ratings yet
- (WWW - Entrance-Exam - Net) - Annamalai University B.com Business Statistics Sample Paper 2Document6 pages(WWW - Entrance-Exam - Net) - Annamalai University B.com Business Statistics Sample Paper 2Jayakumar KingNo ratings yet
- MES2424Document5 pagesMES2424hieu phamNo ratings yet
- V3435SQ - SQ Programming and Front Cover ManualDocument16 pagesV3435SQ - SQ Programming and Front Cover ManualFaba FacturaNo ratings yet
- I&M Marketing&StrategyDocument16 pagesI&M Marketing&StrategynevilleNo ratings yet
- Every Ton.: Non-Certified Engines For Mining ApplicationsDocument4 pagesEvery Ton.: Non-Certified Engines For Mining ApplicationsCarlos andres Revelo gomezNo ratings yet
- FT Historian SE Upgrade and Migration GuideDocument96 pagesFT Historian SE Upgrade and Migration Guidefrancois lecreuxNo ratings yet
- GB Relay PDFDocument1 pageGB Relay PDFAbraham PerezNo ratings yet
- Authentication and Authorization in PHP: Role-Based Access ControlDocument29 pagesAuthentication and Authorization in PHP: Role-Based Access Controlmarcelo.cunha.ti3163No ratings yet
- Shannon - Hartley TheoremDocument10 pagesShannon - Hartley TheoremVikas MehtaNo ratings yet
- 1ST Summative TestDocument4 pages1ST Summative TestFeo FranciscoNo ratings yet