You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Correlation Between Pipe Bend Geometry and Allowable Pressure in Pipe Bends Using Artificial Neural Network PDFDocument13 pagesCorrelation Between Pipe Bend Geometry and Allowable Pressure in Pipe Bends Using Artificial Neural Network PDFshyfxNo ratings yet
- Method Statement Epoxy FloorDocument8 pagesMethod Statement Epoxy Floorbeshnu garanaik67% (3)
- High performance fire-resistant hydraulic fluidDocument2 pagesHigh performance fire-resistant hydraulic fluidMauricio CenturionNo ratings yet
- Anvol PE 46 XCDocument3 pagesAnvol PE 46 XCMauricio CenturionNo ratings yet
- Creepand Liferemainingof2.25Cr 1moDocument6 pagesCreepand Liferemainingof2.25Cr 1moMauricio CenturionNo ratings yet
- Gulf Turbofluid 46xcDocument1 pageGulf Turbofluid 46xcMauricio CenturionNo ratings yet
- Cracking LPG SphereDocument11 pagesCracking LPG SphereMauricio CenturionNo ratings yet
- Babcock PowerDocument17 pagesBabcock PowerMauricio CenturionNo ratings yet
- Case History Booklet1Document11 pagesCase History Booklet1Mauricio CenturionNo ratings yet
- Case History Booklet1Document11 pagesCase History Booklet1Mauricio CenturionNo ratings yet
- MT in Life AssessmentDocument10 pagesMT in Life AssessmentbotinesdeoroNo ratings yet
- Babcock PowerDocument17 pagesBabcock PowerMauricio CenturionNo ratings yet
- Grasas Compatibilidad y ComparacionDocument9 pagesGrasas Compatibilidad y ComparacionMauricio CenturionNo ratings yet
- Cracking LPG SphereDocument11 pagesCracking LPG SphereMauricio CenturionNo ratings yet
- Babcock PowerDocument17 pagesBabcock PowerMauricio CenturionNo ratings yet
- ANEXO I Guia para RX Cald Recup TIP 0402-33Document8 pagesANEXO I Guia para RX Cald Recup TIP 0402-33Mauricio CenturionNo ratings yet
- Series M. C. F. K - Geared Motors: Installation & MaintenanceDocument37 pagesSeries M. C. F. K - Geared Motors: Installation & MaintenanceMauricio CenturionNo ratings yet
- Leak Detection FlyerDocument4 pagesLeak Detection FlyerMauricio CenturionNo ratings yet
- Electric Motor GuideDocument25 pagesElectric Motor GuideImad achlih100% (1)
- Normas TAPPI - ListadoDocument92 pagesNormas TAPPI - Listadoclaudio ponceNo ratings yet
- 25esv 000157Document17 pages25esv 000157Mauricio CenturionNo ratings yet
- Catalog MagnafluxDocument52 pagesCatalog MagnafluxMauricio CenturionNo ratings yet
- Periodical Inspection and CleaningDocument16 pagesPeriodical Inspection and CleaningMauricio CenturionNo ratings yet
- Lyphochek Assayed Chemistry Control: Bio-Rad LaboratoriesDocument2 pagesLyphochek Assayed Chemistry Control: Bio-Rad LaboratoriesTarunNo ratings yet
- A Review On Analysis and Design of Vehicle Chassis and Its MaterialsDocument3 pagesA Review On Analysis and Design of Vehicle Chassis and Its MaterialsShubham NykNo ratings yet
- Semi Auto Matic Bomb Calorimeter 6-7Document11 pagesSemi Auto Matic Bomb Calorimeter 6-7Kalidhas YogarajanNo ratings yet
- Interactive Textbook 5 PDF Elelments 3 1Document5 pagesInteractive Textbook 5 PDF Elelments 3 1api-240094705No ratings yet
- Assgn AnswersDocument5 pagesAssgn AnswersmtzimunyaNo ratings yet
- Method for Determining Thermo-Flow Parameters for Steam BoilersDocument8 pagesMethod for Determining Thermo-Flow Parameters for Steam BoilersElena RadanNo ratings yet
- Weekly Home Learning Plan: Department of EducationDocument11 pagesWeekly Home Learning Plan: Department of Educationvicente ferrerNo ratings yet
- PDF 13 1Document141 pagesPDF 13 1TsihatesfaNo ratings yet
- Photoelectric EffectDocument15 pagesPhotoelectric EffectbaalajiNo ratings yet
- BS5400-R-C-Design-With-Crack-Width SampleDocument1 pageBS5400-R-C-Design-With-Crack-Width SampleAlden CayagaNo ratings yet
- Summer Back Paper Date SheetDocument85 pagesSummer Back Paper Date SheetKaustubh RatanNo ratings yet
- LAB REPORT Buffer and PH ExperimentDocument19 pagesLAB REPORT Buffer and PH ExperimentFelix YeboahNo ratings yet
- Fire Resistant SteelDocument8 pagesFire Resistant Steeldewo ultraNo ratings yet
- When The Standard's Just Not EnoughDocument16 pagesWhen The Standard's Just Not EnoughAlexander Franco CastrillonNo ratings yet
- Materials Booklet Gabbro PrecisionDocument16 pagesMaterials Booklet Gabbro Precisionphilip vargheseNo ratings yet
- Tray DryerDocument15 pagesTray Dryerfaez94No ratings yet
- Mark Marlatt - Photosynthesis Lab and Report Track D - 5261224Document8 pagesMark Marlatt - Photosynthesis Lab and Report Track D - 5261224api-544304176No ratings yet
- Crude Distillation and Hydrogen Production Process RequirementsDocument14 pagesCrude Distillation and Hydrogen Production Process RequirementskrishnaNo ratings yet
- No. 127 More About Modifications and InstrumentsDocument8 pagesNo. 127 More About Modifications and InstrumentsLisa FosterNo ratings yet
- Basic Energy Concepts and First Law of ThermodynamicsDocument2 pagesBasic Energy Concepts and First Law of ThermodynamicsGeorge Isaac McQuiles100% (1)
- Hydraulic Oil Iso VG 46Document1 pageHydraulic Oil Iso VG 46KarthikeyanNo ratings yet
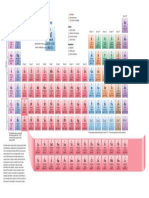
- Periodic TableDocument1 pagePeriodic TableChemist MookaNo ratings yet
- Limestone Sourcing Study - Rev00Document146 pagesLimestone Sourcing Study - Rev00Parasuram PadmanabhanNo ratings yet
- Plants 10 00578 v2Document16 pagesPlants 10 00578 v2Wan Nur AtikahNo ratings yet
- Analysis of Marine Propeller Using Ansys Work BenchDocument8 pagesAnalysis of Marine Propeller Using Ansys Work BenchBalaji darshanNo ratings yet
- Methods For Chemical Analysis of Steels: Indian StandardDocument5 pagesMethods For Chemical Analysis of Steels: Indian StandardGopalMahantaNo ratings yet
- Condensation MDocument35 pagesCondensation MSumedh MahekarNo ratings yet
- KIMIA REPORT 4 Mahira t6Document12 pagesKIMIA REPORT 4 Mahira t6Md IjazNo ratings yet