You might also like
- E2906E2906M-13 Standard Practice For Acoustic Pulse Reflectometry Examination of Tube BundlesDocument6 pagesE2906E2906M-13 Standard Practice For Acoustic Pulse Reflectometry Examination of Tube BundlesMohamed100% (1)
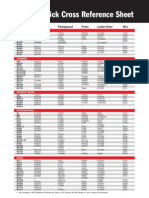
- Baldwin Quick Cross Reference SheetDocument2 pagesBaldwin Quick Cross Reference SheetCarlos Bruno Matos100% (3)
- Motor Grader: Engine Moldboard WeightsDocument24 pagesMotor Grader: Engine Moldboard WeightsCarlos Bruno MatosNo ratings yet
- 5G NR: Architecture, Technology, Implementation, and Operation of 3GPP New Radio StandardsFrom Everand5G NR: Architecture, Technology, Implementation, and Operation of 3GPP New Radio StandardsRating: 3.5 out of 5 stars3.5/5 (8)
- AMS 2630 B Inspection Ultrasonic Product Over 0 5 Inch (12 7 MM) ThickDocument24 pagesAMS 2630 B Inspection Ultrasonic Product Over 0 5 Inch (12 7 MM) ThickNikesh Koli100% (1)
- Construction Quality Control Plan DraftDocument24 pagesConstruction Quality Control Plan Draftmozartjr22No ratings yet
- Sensing and Monitoring Technologies for Mines and Hazardous Areas: Monitoring and Prediction TechnologiesFrom EverandSensing and Monitoring Technologies for Mines and Hazardous Areas: Monitoring and Prediction TechnologiesNo ratings yet
- Issue #16 Calculating Rope Stretch 2016Document6 pagesIssue #16 Calculating Rope Stretch 2016Carlos Bruno MatosNo ratings yet
- Paut Procedure - Asme 31.3 Process PipingDocument26 pagesPaut Procedure - Asme 31.3 Process PipingKarthikeyan Ganesan100% (3)
- XCMG Catalogue 2017Document14 pagesXCMG Catalogue 2017Carlos Bruno Matos67% (6)
- Academic Press Library in Biomedical Applications of Mobile and Wireless Communications: Wireless UWB Body Area Networks: Using the IEEE802.15.4-2011From EverandAcademic Press Library in Biomedical Applications of Mobile and Wireless Communications: Wireless UWB Body Area Networks: Using the IEEE802.15.4-2011No ratings yet
- Aft MPM Cafs 01Document2 pagesAft MPM Cafs 01Forum PompieriiNo ratings yet
- Electromagnetic Acoustic Transducers (Emats) : Standard Guide ForDocument8 pagesElectromagnetic Acoustic Transducers (Emats) : Standard Guide ForEric GozzerNo ratings yet
- In-Line Inspection Programs ForDocument12 pagesIn-Line Inspection Programs ForCamilo Godoy V100% (1)
- Manual Chiller YCME 162 HEDocument102 pagesManual Chiller YCME 162 HECarlos Bruno MatosNo ratings yet
- HT - Paut-Asme-01: Hi-Tech NDT Inspections Services (S) Pte. LTDDocument25 pagesHT - Paut-Asme-01: Hi-Tech NDT Inspections Services (S) Pte. LTDphanthanhhungNo ratings yet
- Astm E1571Document6 pagesAstm E1571Juan CarmonaNo ratings yet
- E 494 - 10 PDFDocument14 pagesE 494 - 10 PDFruben carcamo0% (1)
- High Voltage Test of All Electrical EquipmentsDocument132 pagesHigh Voltage Test of All Electrical Equipmentsvurumuu100% (1)
- Ultrasonic Flow Meter Compliance With Api 14.10 Measurement of Flow To FlaresDocument10 pagesUltrasonic Flow Meter Compliance With Api 14.10 Measurement of Flow To FlaresVictor Enrique Rosales ParadaNo ratings yet
- WAM ES Screw Conveyors Manual JECDocument43 pagesWAM ES Screw Conveyors Manual JECCarlos Bruno Matos100% (1)
- Manual Do 428 E Da CAT Backhoe LoaderDocument697 pagesManual Do 428 E Da CAT Backhoe LoaderCarlos Bruno Matos89% (44)
- UT Book ArticlesDocument135 pagesUT Book ArticlesAnonymous uXdS9Y7100% (1)
- Ultrasonic Inspection of Pressure Vessel Construction Welds Using Phased ArraysDocument17 pagesUltrasonic Inspection of Pressure Vessel Construction Welds Using Phased ArraystbmariNo ratings yet
- RFT ProcedureDocument9 pagesRFT ProcedureKuppan SrinivasanNo ratings yet
- Inspection and Monitoring Technologies of Transmission Lines with Remote SensingFrom EverandInspection and Monitoring Technologies of Transmission Lines with Remote SensingRating: 3 out of 5 stars3/5 (1)
- E-570 Flujo DispersoDocument7 pagesE-570 Flujo DispersoAriel TerrensNo ratings yet
- Maintenance of Overhead Transmission LinesDocument23 pagesMaintenance of Overhead Transmission LinesWilmark R. Cahilig75% (4)
- RFT ProcedureDocument9 pagesRFT ProcedurevikramNo ratings yet
- Testing Synchrophasor DataDocument8 pagesTesting Synchrophasor DatamersiumNo ratings yet
- Olympus Guided Wave Ultrawave enDocument8 pagesOlympus Guided Wave Ultrawave enrotero_pujolNo ratings yet
- The Smart Acquisition and Analysis Module (SAAM) For Pipeline InspectionDocument11 pagesThe Smart Acquisition and Analysis Module (SAAM) For Pipeline InspectionAbhiyan Anala ArvindNo ratings yet
- Vanishing TieDocument14 pagesVanishing TieIchwalsyah SyNo ratings yet
- 1.4A. Francois BurgerDocument16 pages1.4A. Francois BurgerAbhishek GoundNo ratings yet
- E494-15 Standard Practice For Measuring Ultrasonic Velocity in MaterialsDocument14 pagesE494-15 Standard Practice For Measuring Ultrasonic Velocity in MaterialsudomNo ratings yet
- Condition Monitoring of Low Speed Bearings PDFDocument10 pagesCondition Monitoring of Low Speed Bearings PDFluciano GarciaNo ratings yet
- Over 100,000 Kilometres of Rails Each Year: We InspectDocument16 pagesOver 100,000 Kilometres of Rails Each Year: We InspectkadagysNo ratings yet
- Pretoria Universiteit Testing RequirementsDocument29 pagesPretoria Universiteit Testing RequirementsChristian NissenNo ratings yet
- Stresstel FastenersDocument46 pagesStresstel FastenersvrapciudorianNo ratings yet
- (14076179 - Transport and Telecommunication Journal) Condition Monitoring of Operating Pipelines With Operational Modal Analysis ApplicationDocument15 pages(14076179 - Transport and Telecommunication Journal) Condition Monitoring of Operating Pipelines With Operational Modal Analysis ApplicationnuvanNo ratings yet
- E 570 - 97 Standard Practice For Flux Leakage Examination of Ferromagnetic Steel Tubular ProDocument6 pagesE 570 - 97 Standard Practice For Flux Leakage Examination of Ferromagnetic Steel Tubular ProJorge ToribioNo ratings yet
- Condition Monitoring of Helical Gears Using Automated Selection of Features and Sensors PDFDocument14 pagesCondition Monitoring of Helical Gears Using Automated Selection of Features and Sensors PDFPradeep KunduNo ratings yet
- Investigation On Monitoring System For Pantograph and Catenary Based On Condition-Based Recognition of PantographDocument11 pagesInvestigation On Monitoring System For Pantograph and Catenary Based On Condition-Based Recognition of PantographJabezNo ratings yet
- Micro GraphDocument9 pagesMicro GraphSudhir PatelNo ratings yet
- NDT2012 2C3Document10 pagesNDT2012 2C3hadiNo ratings yet
- 0305 SPPDocument22 pages0305 SPPMohammad FarookNo ratings yet
- T Rec G.976 200406 S!!PDF eDocument38 pagesT Rec G.976 200406 S!!PDF ehendrawinataNo ratings yet
- Condition Based Monitoring in RailwayDocument6 pagesCondition Based Monitoring in RailwayMustafa GökNo ratings yet
- AbstractDocument1 pageAbstractAzizul IslamNo ratings yet
- E309 Yzar1817 (21301)Document6 pagesE309 Yzar1817 (21301)Mahmood KhanNo ratings yet
- Application of Sweep Frequency Response Analysis For Online Monitoring of PowerTransformersDocument7 pagesApplication of Sweep Frequency Response Analysis For Online Monitoring of PowerTransformersParantap RahaNo ratings yet
- Astm E2580 17Document3 pagesAstm E2580 17Mohamed AboelkhierNo ratings yet
- Railway Security System Based On Wireless Sensor Networks: State of The ArtDocument4 pagesRailway Security System Based On Wireless Sensor Networks: State of The ArtSunny LeoneNo ratings yet
- 2010 - Zz-Modal Parameter Identification of Stay Cables From Output-Only Measurements-2010Document18 pages2010 - Zz-Modal Parameter Identification of Stay Cables From Output-Only Measurements-2010Guille Ciprian NoaNo ratings yet
- Vibro-Acoustic Testing Applied On Tap Changers and Circuit BreakersDocument28 pagesVibro-Acoustic Testing Applied On Tap Changers and Circuit Breakerspoeta_oscuroNo ratings yet
- PythonDocument5 pagesPythonAman Kumar TrivediNo ratings yet
- Astm E2491 23Document7 pagesAstm E2491 23Mohamed AboelkhierNo ratings yet
- Institute For Maritime Technology Institute For Maritime TechnologyDocument9 pagesInstitute For Maritime Technology Institute For Maritime TechnologyArseneNo ratings yet
- Final ProjectDocument18 pagesFinal Projectavijeet sethiNo ratings yet
- Eddy Current Examination of Steel Tubular Products Using Magnetic SaturationDocument2 pagesEddy Current Examination of Steel Tubular Products Using Magnetic SaturationChenjie ZhuNo ratings yet
- Leak Detection TechnologyDocument10 pagesLeak Detection TechnologymasoudNo ratings yet
- AMS 2630 BPDFDocument24 pagesAMS 2630 BPDFengineNo ratings yet
- 12tha PCNDT 2006 AnáliseDanosEmGeralUsoEmissõesAcústicas Martin&DimopoulosDocument11 pages12tha PCNDT 2006 AnáliseDanosEmGeralUsoEmissõesAcústicas Martin&DimopoulosClovis GonzattiNo ratings yet
- Ultrasonic Monitoring (A New Method For Condition Monitoring)Document4 pagesUltrasonic Monitoring (A New Method For Condition Monitoring)Ankur KumarNo ratings yet
- A 531 - A 531M - 91 R01 - Qtuzms9bntmxtqDocument5 pagesA 531 - A 531M - 91 R01 - Qtuzms9bntmxtqAdrian GonzalezNo ratings yet
- Classification of Ball Bearing Faults Using Vibro Acoustic Sensor Data FusionDocument9 pagesClassification of Ball Bearing Faults Using Vibro Acoustic Sensor Data FusionHanifNo ratings yet
- 48bb PDFDocument11 pages48bb PDFSãröj ShâhNo ratings yet
- Pipeline Inspection SystemDocument12 pagesPipeline Inspection SystemYuvraj Singh RanaNo ratings yet
- Electromagnetic Examination of Ferromagnetic Steel Wire RopeDocument6 pagesElectromagnetic Examination of Ferromagnetic Steel Wire RopeAkhileshNo ratings yet
- Wsf-4 2461 ManuscriptDocument6 pagesWsf-4 2461 ManuscriptRonald GeorgeNo ratings yet
- As 61010.031-2004 Safety Requirements For Electrical Equipment For Measurement Control and Laboratory Use SafDocument10 pagesAs 61010.031-2004 Safety Requirements For Electrical Equipment For Measurement Control and Laboratory Use SafSAI Global - APACNo ratings yet
- Contimental 1400mm BW EP800 - 3 10+6 DIN K Polyflex TextileDocument9 pagesContimental 1400mm BW EP800 - 3 10+6 DIN K Polyflex TextileCarlos Bruno MatosNo ratings yet
- PHILIPP Lifting Loop With Threaded EndDocument8 pagesPHILIPP Lifting Loop With Threaded EndCarlos Bruno MatosNo ratings yet
- Tiger Full Lock Winding RopeDocument1 pageTiger Full Lock Winding RopeCarlos Bruno MatosNo ratings yet
- PRC-MJP-Hoist Wirelock ProcedureDocument6 pagesPRC-MJP-Hoist Wirelock ProcedureCarlos Bruno MatosNo ratings yet
- Installation Procedure Split Sleeves Bolt-On Type EN-V1.2 - 2016-09-29Document25 pagesInstallation Procedure Split Sleeves Bolt-On Type EN-V1.2 - 2016-09-29Carlos Bruno MatosNo ratings yet
- Directional Control Valves: Forasafeswitchingstructure OfhydrauliccircuitsDocument4 pagesDirectional Control Valves: Forasafeswitchingstructure OfhydrauliccircuitsCarlos Bruno MatosNo ratings yet
- Informação Técnica DRSDocument13 pagesInformação Técnica DRSCarlos Bruno MatosNo ratings yet
- Wire Rope Attachment CatDocument24 pagesWire Rope Attachment CatCarlos Bruno MatosNo ratings yet
- Spare Parts List: Arc 400i & Arc 400i XCDocument8 pagesSpare Parts List: Arc 400i & Arc 400i XCCarlos Bruno MatosNo ratings yet
- Catalog P Edition March 2008 en PDFDocument23 pagesCatalog P Edition March 2008 en PDFCarlos Bruno MatosNo ratings yet
- Werther TruckDocument66 pagesWerther TruckCarlos Bruno MatosNo ratings yet
- Maintenance Intervals: Operation and Maintenance Manual ExcerptDocument58 pagesMaintenance Intervals: Operation and Maintenance Manual ExcerptCarlos Bruno Matos100% (1)
- Part List - 69NT40-511 - 521Document110 pagesPart List - 69NT40-511 - 521cloviskrelling100% (1)
- Essays of Mice and MenDocument7 pagesEssays of Mice and Menafibzfwdkaesyf100% (2)
- Short Physical Performance Battery Protocol and Score Sheet: 1. Balance TestsDocument8 pagesShort Physical Performance Battery Protocol and Score Sheet: 1. Balance Testsruth lopezNo ratings yet
- en Volvo D49Document84 pagesen Volvo D49Lucas MarquesNo ratings yet
- Templar BuildsDocument18 pagesTemplar Buildsel_beardfaceNo ratings yet
- Typical Malfunctions of BWMSDocument2 pagesTypical Malfunctions of BWMSPyaeSoneHtunNo ratings yet
- 68 - Guideline Handling of Level Crossings With BL3 v1.0 - FinalDocument37 pages68 - Guideline Handling of Level Crossings With BL3 v1.0 - Finalhay902No ratings yet
- A Project Work Submitted in Partial Fulfilment of The Requirement For The Degree of B.SC (Honours) in M.J.P. Rohilkhand University, BareillyDocument4 pagesA Project Work Submitted in Partial Fulfilment of The Requirement For The Degree of B.SC (Honours) in M.J.P. Rohilkhand University, Bareillymohd ameerNo ratings yet
- Operation Husky Sicily 1943: Maj R L SimmonsDocument27 pagesOperation Husky Sicily 1943: Maj R L SimmonsStent21No ratings yet
- How Stress Affects Your Brain: Madhumita Murgia - TED-EdDocument4 pagesHow Stress Affects Your Brain: Madhumita Murgia - TED-EdQueency Tabora-MacalindongNo ratings yet
- JY Gembox 2Document5 pagesJY Gembox 2Krepus BlackNo ratings yet
- The Said and The UnsaidDocument19 pagesThe Said and The UnsaidOzana BudauNo ratings yet
- Service Tool Screens: JS1 PVE JoystickDocument20 pagesService Tool Screens: JS1 PVE JoystickPitupyNo ratings yet
- Egipto Underweight Case Study MNT1Document14 pagesEgipto Underweight Case Study MNT1Hyacinth M. NotarteNo ratings yet
- Robotic: Differential Motion and JacobianDocument37 pagesRobotic: Differential Motion and Jacobian李尚倫33% (3)
- Sheet 2 of 2: Turn TurnDocument2 pagesSheet 2 of 2: Turn TurnJesùs AlfaroNo ratings yet
- Lab Assignment: 01 Vectors and Vector Operations: Part A: Triangle - Open The Vector SimulationDocument7 pagesLab Assignment: 01 Vectors and Vector Operations: Part A: Triangle - Open The Vector SimulationRahik IhttipasNo ratings yet
- Bettis CBA-300 Series: Pneumatic ActuatorsDocument18 pagesBettis CBA-300 Series: Pneumatic Actuatorsbatu shaudaNo ratings yet
- Nutritional Impact On Performance in Student-Athletes - Reality AnDocument36 pagesNutritional Impact On Performance in Student-Athletes - Reality AnAbbygail WasilNo ratings yet
- What Is Physics Through The Eyes of ScientistsDocument39 pagesWhat Is Physics Through The Eyes of ScientistsAHMET TOPRAKNo ratings yet
- Persuasive Speech OutlineDocument4 pagesPersuasive Speech Outlineapi-311196068No ratings yet
- Systemic Functional Grammar: A First Step Into The Theory:, IncludingDocument31 pagesSystemic Functional Grammar: A First Step Into The Theory:, Includingnona nonaNo ratings yet
- Chapter 2 Linear MotionDocument12 pagesChapter 2 Linear MotionFatin AmirNo ratings yet
- 154ECH6 LitronicDocument8 pages154ECH6 LitronicragkaraNo ratings yet
- The First Two Years of Operational Experience With The Sikorsky S-61Document6 pagesThe First Two Years of Operational Experience With The Sikorsky S-61Floyd PriceNo ratings yet
- 2.2.4.2 Alternate Lab - Servo - ILMDocument4 pages2.2.4.2 Alternate Lab - Servo - ILMkashifNo ratings yet