You might also like
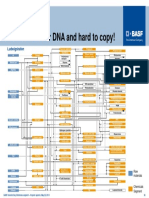
- Flow Basf Ludwigshafen 2014Document1 pageFlow Basf Ludwigshafen 2014totpityiNo ratings yet
- Remove Heat Stable Salts For Better Amine Plant PerformanceDocument1 pageRemove Heat Stable Salts For Better Amine Plant PerformanceGopi Kiran N0% (1)
- Can We Believe The Simulation ResultsDocument7 pagesCan We Believe The Simulation Resultsken910076100% (1)
- Flow BasfDocument1 pageFlow BasftotpityiNo ratings yet
- OXO Market Supply and Demand PDFDocument7 pagesOXO Market Supply and Demand PDFtotpityi100% (1)
- Normal To Real Flow Rate and FAD Flow RateDocument23 pagesNormal To Real Flow Rate and FAD Flow RateKenny RuizNo ratings yet
- Optimal Process FlowDocument8 pagesOptimal Process Flowazharump100% (1)
- EthyleneDocument8 pagesEthyleneEman El Dsouky100% (1)
- Steam Cracker Feedstock - 27 DecDocument7 pagesSteam Cracker Feedstock - 27 DecPaolo ScafettaNo ratings yet
- Depressuring Flow - Quick Manual MethodDocument3 pagesDepressuring Flow - Quick Manual MethodElton Situmeang100% (1)
- WP UniSim Design Blowdown Utility PDFDocument21 pagesWP UniSim Design Blowdown Utility PDFMinh Hoàng NguyễnNo ratings yet
- Don't Gamble With Physical Properties For SimulationsDocument12 pagesDon't Gamble With Physical Properties For Simulationslaiping_lum100% (1)
- Propylene-Propane - Howat Swift - McCabe ThieleDocument19 pagesPropylene-Propane - Howat Swift - McCabe ThieleFred FaberNo ratings yet
- Aspen Plus Tutorial 5 Preparing and Configuring A Distillation Column Using RADFRACDocument13 pagesAspen Plus Tutorial 5 Preparing and Configuring A Distillation Column Using RADFRACRavi Kant TripathiNo ratings yet
- Aspen Plus Tutorial SeparationsDocument15 pagesAspen Plus Tutorial SeparationsLi ChNo ratings yet
- Chapter 6 PDFDocument53 pagesChapter 6 PDFInnekeNo ratings yet
- Advanced Recycle Operations 1Document44 pagesAdvanced Recycle Operations 1Kajer quemarNo ratings yet
- Fantastic Magazine of KnowledgeDocument44 pagesFantastic Magazine of KnowledgeRajan BalkiNo ratings yet
- Sour Water Strippers Design and Operation PDFDocument6 pagesSour Water Strippers Design and Operation PDFJetul PatelNo ratings yet
- Turboexpander Compressors 2Document5 pagesTurboexpander Compressors 2Lidia JaraNo ratings yet
- Assay BachaqueroDocument12 pagesAssay BachaqueroGinis MrcNo ratings yet
- AT 03965 JSG Sulfur Recovery PDFDocument14 pagesAT 03965 JSG Sulfur Recovery PDFFernando AmoresNo ratings yet
- Exxonmobil Olefins Process DescriptionDocument5 pagesExxonmobil Olefins Process Descriptionamiramirimehr100% (1)
- ProcessDocument8 pagesProcesssterlingNo ratings yet
- Cansolv Testing of Cansolv DC 201 CO2 Capture System With Simulated Natural Gas Testing 2015Document28 pagesCansolv Testing of Cansolv DC 201 CO2 Capture System With Simulated Natural Gas Testing 2015arissaNo ratings yet
- PTQ Gas 2011 PDFDocument56 pagesPTQ Gas 2011 PDFIulian BarascuNo ratings yet
- Feasibility Report On Diesel Hydro-Treater (DHT) Unit and Associated FacilitiesDocument29 pagesFeasibility Report On Diesel Hydro-Treater (DHT) Unit and Associated FacilitiesDivyansh Singh ChauhanNo ratings yet
- Pro II TrainingDocument12 pagesPro II TrainingridhajamelNo ratings yet
- Nalco - Olefins Plant CGC FoulingDocument5 pagesNalco - Olefins Plant CGC Foulingmdeffan100% (2)
- Aniruddh Singh ShekhawatDocument28 pagesAniruddh Singh ShekhawatfaycealNo ratings yet
- PEP Review On Ethylene ProcessDocument9 pagesPEP Review On Ethylene Processarman0% (1)
- Pro II Faq From Simsci SiteDocument9 pagesPro II Faq From Simsci SiteNareshNo ratings yet
- Ibp1325 12Document7 pagesIbp1325 12Marcelo Varejão CasarinNo ratings yet
- UOP Modular Gas Processing Plants Brochure Low 2Document5 pagesUOP Modular Gas Processing Plants Brochure Low 2Satria 'igin' Girindra NugrahaNo ratings yet
- Energy Optimization Using Pinch Analysis: Practical ConsiderationsDocument10 pagesEnergy Optimization Using Pinch Analysis: Practical ConsiderationsconfyNo ratings yet
- How To Find Energy Savings in Process Plants PDFDocument13 pagesHow To Find Energy Savings in Process Plants PDFCamilo RuaNo ratings yet
- Our Tail Gas Unit Is Performing Below Spec-EnglishDocument1 pageOur Tail Gas Unit Is Performing Below Spec-EnglishmohanspathakNo ratings yet
- Future Refinery FCCs Role in Refinery Petrochemical IntegrationDocument12 pagesFuture Refinery FCCs Role in Refinery Petrochemical IntegrationAzif RahmanNo ratings yet
- Understand Thermodynamics To Improve Process Simulations: Computational MethodsDocument6 pagesUnderstand Thermodynamics To Improve Process Simulations: Computational MethodsAxel SantínNo ratings yet
- Simulation of Liquefied Petroleum Gas LPG Producti PDFDocument7 pagesSimulation of Liquefied Petroleum Gas LPG Producti PDFfarshadNo ratings yet
- Sulphur Recovery, HYSYS, GPSA-Conversion ReactorsDocument3 pagesSulphur Recovery, HYSYS, GPSA-Conversion ReactorsBindu joglekarNo ratings yet
- COWIFinalDocument69 pagesCOWIFinalNovia Mia YuhermitaNo ratings yet
- Flare Line Failure Case, What We Have LearnedDocument20 pagesFlare Line Failure Case, What We Have LearnedNABEEL VMNo ratings yet
- Olefins Production PDFDocument64 pagesOlefins Production PDFAnonymous 0zrCNQNo ratings yet
- Sulfur Condensation in Claus CatalystDocument6 pagesSulfur Condensation in Claus Catalystashoka23No ratings yet
- Process Lead ResponsibilitiesDocument4 pagesProcess Lead ResponsibilitiesChem.EnggNo ratings yet
- Simulation and Performance Analysis of Propane Propylene SplitterDocument4 pagesSimulation and Performance Analysis of Propane Propylene SplitterAnonymous UY9QffNo ratings yet
- MTG ProcessDocument59 pagesMTG ProcessShehzad Afzal MaharNo ratings yet
- Acid Gas Sweetening Case StudyDocument16 pagesAcid Gas Sweetening Case Studyome solNo ratings yet
- Optimization PDFDocument11 pagesOptimization PDFياسر وليد خالد عبد الباقيNo ratings yet
- Technip Separations PDFDocument2 pagesTechnip Separations PDFProcess EngineerNo ratings yet
- Ethylene CrackerDocument28 pagesEthylene CrackerAbhinav AjmaniNo ratings yet
- Sweetening LPG With AminesDocument8 pagesSweetening LPG With AminessizwehNo ratings yet
- 11-4567 JS Activation Tifs RefreshDocument14 pages11-4567 JS Activation Tifs Refreshedgardiaz5519No ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Distributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979From EverandDistributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979T. J. HarrisonNo ratings yet
- International Thermodynamic Tables of the Fluid State, Argon, 1971: Division of Physical Chemistry, Commission on Thermodynamics and Thermochemistry, Thermodynamic Tables ProjectFrom EverandInternational Thermodynamic Tables of the Fluid State, Argon, 1971: Division of Physical Chemistry, Commission on Thermodynamics and Thermochemistry, Thermodynamic Tables ProjectNo ratings yet
- Advanced Control of Chemical Processes 1994From EverandAdvanced Control of Chemical Processes 1994D. BonvinNo ratings yet
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationFrom EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo ratings yet
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsFrom EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahNo ratings yet
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- International Thermodynamic Tables of the Fluid State: Propylene (Propene)From EverandInternational Thermodynamic Tables of the Fluid State: Propylene (Propene)No ratings yet
- Aminoethyl Ethanolamine - AEEA: Product InformationDocument1 pageAminoethyl Ethanolamine - AEEA: Product InformationtotpityiNo ratings yet
- Basell Ferrara CapacitiesDocument99 pagesBasell Ferrara CapacitiestotpityiNo ratings yet
- AKZO STENUNGSUND 2009 213 KTDocument8 pagesAKZO STENUNGSUND 2009 213 KTtotpityiNo ratings yet
- Hydrockracker Accident OrlenDocument2 pagesHydrockracker Accident OrlentotpityiNo ratings yet
- The Chlorine Envelope: Phenol Bisphenol A CumeneDocument1 pageThe Chlorine Envelope: Phenol Bisphenol A CumenetotpityiNo ratings yet
- Flow Evonik Marl AntwerpDocument8 pagesFlow Evonik Marl AntwerptotpityiNo ratings yet
- FLOW Wacker PDFDocument303 pagesFLOW Wacker PDFtotpityiNo ratings yet
- Flow Uerdingen KrefeldDocument1 pageFlow Uerdingen KrefeldtotpityiNo ratings yet
- In The Styrenic Value Chain: Product ScopeDocument1 pageIn The Styrenic Value Chain: Product ScopetotpityiNo ratings yet
- Material Flowsheet CHEMPARK DOR: Polyether H2-CleaningDocument1 pageMaterial Flowsheet CHEMPARK DOR: Polyether H2-CleaningtotpityiNo ratings yet
- Isp Marl GMBH: Success StoryDocument4 pagesIsp Marl GMBH: Success StorytotpityiNo ratings yet
- Braskem 2018Document38 pagesBraskem 2018totpityiNo ratings yet
- Asia Merchant Hydrogen Plants Jan 2016Document3 pagesAsia Merchant Hydrogen Plants Jan 2016totpityiNo ratings yet
- Decl Indicators Germany PRODQNT: k15187074.xlsx 1Document13 pagesDecl Indicators Germany PRODQNT: k15187074.xlsx 1totpityiNo ratings yet
- Rest of World Merchant Hydrogen PlantsDocument2 pagesRest of World Merchant Hydrogen PlantstotpityiNo ratings yet
- Europe Merchant Hydrogen Plants 112015Document3 pagesEurope Merchant Hydrogen Plants 112015totpityiNo ratings yet
- North America Merchant Hydrogen Plants Jan2016 MTD+Document3 pagesNorth America Merchant Hydrogen Plants Jan2016 MTD+totpityiNo ratings yet
- MmaDocument4 pagesMmatotpityiNo ratings yet
- BP-Statistical Review of World Energy 2014 WorkbookDocument60 pagesBP-Statistical Review of World Energy 2014 WorkbooktotpityiNo ratings yet
- Pages From Mol Presentation-Mar 2018Document1 pagePages From Mol Presentation-Mar 2018totpityiNo ratings yet
- LANXESS Wins Another AwardDocument3 pagesLANXESS Wins Another AwardtotpityiNo ratings yet
- Basf SelopDocument11 pagesBasf SeloptotpityiNo ratings yet
- Polyolefin in IranDocument12 pagesPolyolefin in Irantotpityi100% (1)
- Cost of ProductionDocument7 pagesCost of ProductiontotpityiNo ratings yet
- Ina Rijeka PropyleneDocument2 pagesIna Rijeka PropylenetotpityiNo ratings yet
- Chemical Conversion Factors TecnonDocument4 pagesChemical Conversion Factors TecnontotpityiNo ratings yet
- Delayed CokingDocument41 pagesDelayed CokingtotpityiNo ratings yet
- Carbon and Its Compounds PDFDocument22 pagesCarbon and Its Compounds PDFGouthamNo ratings yet
- 5070 w14 QP 12Document16 pages5070 w14 QP 12hakimonlyNo ratings yet
- Alkanes: Met-Methane CH CHDocument9 pagesAlkanes: Met-Methane CH CHfranklin calaminosNo ratings yet
- Class 10 Chapter 8 Part IIDocument33 pagesClass 10 Chapter 8 Part IIganeshNo ratings yet
- Tailieuxanh Asn Xuat Etylen 4131Document65 pagesTailieuxanh Asn Xuat Etylen 4131Minh HoàngNo ratings yet
- AiTECH 4.3.-Chemical-Reactions-and-Chemical-EquationsDocument26 pagesAiTECH 4.3.-Chemical-Reactions-and-Chemical-EquationsRyan PazonNo ratings yet
- Env Impact Assessment KelticPetroDocument249 pagesEnv Impact Assessment KelticPetrorome_n21No ratings yet
- Hec Phase 2 Past PapersDocument21 pagesHec Phase 2 Past Papersgentlee80% (5)
- Sumarize Mass Balance Table (Basis 100kg/hrDocument23 pagesSumarize Mass Balance Table (Basis 100kg/hrhariz1No ratings yet
- Edexcel IAS Energetics 1Document14 pagesEdexcel IAS Energetics 1mostafa barakatNo ratings yet
- Transformer Oil DGADocument18 pagesTransformer Oil DGAMonir100% (1)
- Chapter 4 Carbon and Its CompoundsDocument44 pagesChapter 4 Carbon and Its CompoundsKaran Raj SinghNo ratings yet
- June 2003 QP - Paper 1 CIE Chemistry IGCSEDocument20 pagesJune 2003 QP - Paper 1 CIE Chemistry IGCSEMedo O. EzzatNo ratings yet
- Developments in the Interpretation of Power Transformer Dissolved Gas Analysis Results 论文Document162 pagesDevelopments in the Interpretation of Power Transformer Dissolved Gas Analysis Results 论文Jicheng PiaoNo ratings yet
- 2 - Petroleum and Petrochemical IndustryDocument20 pages2 - Petroleum and Petrochemical IndustryVenus Abigail GutierrezNo ratings yet
- Cryogenics - A Quick GuideDocument7 pagesCryogenics - A Quick GuideAnnamalai Ram JGCNo ratings yet
- 2009chem1 WDocument36 pages2009chem1 WJovicaSutevNo ratings yet
- EtheneDocument11 pagesEtheneEdNo ratings yet
- Sebatian Karbon / Carbon Compound Alkana / AlkaneDocument18 pagesSebatian Karbon / Carbon Compound Alkana / AlkaneSathya Seelan100% (1)
- Anderson Greenwood Conventional Relief ValvesDocument56 pagesAnderson Greenwood Conventional Relief ValvesHenry Alfaro BermudezNo ratings yet
- Gas Technology Institute PresentationDocument14 pagesGas Technology Institute PresentationAris KancilNo ratings yet
- Cryogenics - in BriefDocument4 pagesCryogenics - in BriefAnnamalai Ram JGCNo ratings yet
- Optimized Design and Operating Parameters For Minimizing Emissions During Thermal OxidationDocument8 pagesOptimized Design and Operating Parameters For Minimizing Emissions During Thermal Oxidationthlim19078656100% (1)
- Hydrocarbon: GMP GRDocument30 pagesHydrocarbon: GMP GRVinod AgrawalNo ratings yet
- Solution Manual For Applied Petroleum Reservoir Engineering 3rd Edition Terry Rogers 0133155587 9780133155587Document17 pagesSolution Manual For Applied Petroleum Reservoir Engineering 3rd Edition Terry Rogers 0133155587 9780133155587phyllisNo ratings yet
- Improvement of DGA Interpretation With Scoring Index MethodDocument5 pagesImprovement of DGA Interpretation With Scoring Index MethodSahib IbrahimkhalilovNo ratings yet
- Organic Chemistry Paper 2Document2 pagesOrganic Chemistry Paper 2Jyoti AmbwaniNo ratings yet
- G1-06 PSLP Mini Project ProposalDocument30 pagesG1-06 PSLP Mini Project ProposalhekiNo ratings yet
- Science 9 - Week 11Document11 pagesScience 9 - Week 11Mira VeranoNo ratings yet