You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Minimise Amine Losses in Gas and Liquid TreatingDocument10 pagesMinimise Amine Losses in Gas and Liquid Treatings k kumar100% (2)
- Session 7 - Beyond Tests - Alternatives in AssessmentDocument53 pagesSession 7 - Beyond Tests - Alternatives in AssessmenttrandinhgiabaoNo ratings yet
- PPA Application - 2700 Sloat BLVD (283 Units)Document8 pagesPPA Application - 2700 Sloat BLVD (283 Units)Sasha PerigoNo ratings yet
- Intelligence PresentationDocument50 pagesIntelligence PresentationChester Cuarentas100% (1)
- Ian Robb a.M.I.struct.E. (Auth.) - Steel Frame Design Examples-Macmillan Education UK (1961)Document216 pagesIan Robb a.M.I.struct.E. (Auth.) - Steel Frame Design Examples-Macmillan Education UK (1961)GT100% (1)
- CO2 Capture From SRUDocument6 pagesCO2 Capture From SRUMustafaNo ratings yet
- Role of Quench Towers in TGTUsDocument2 pagesRole of Quench Towers in TGTUsMustafaNo ratings yet
- Quench Towers Published Paper PDFDocument6 pagesQuench Towers Published Paper PDFarmando0212-1No ratings yet
- (Taining Material) Reducing CO2 in The Recycle Acid Gas From MDEA Based Tail Gas Treating UnitsDocument12 pages(Taining Material) Reducing CO2 in The Recycle Acid Gas From MDEA Based Tail Gas Treating UnitsMustafaNo ratings yet
- (Taining Material) TGTUDocument4 pages(Taining Material) TGTUMustafaNo ratings yet
- Improve-Your-Gas-Plant's-Performance-in-the Middle East-Part-II-The-Sulfur-Recovery-Unit PDFDocument9 pagesImprove-Your-Gas-Plant's-Performance-in-the Middle East-Part-II-The-Sulfur-Recovery-Unit PDFjessaniNo ratings yet
- SRU ExplainedDocument5 pagesSRU ExplainedRitu VarshneyNo ratings yet
- SRU Tailgas Treatment BrochureDocument5 pagesSRU Tailgas Treatment BrochureIffat100% (1)
- 11V11 DHaene SRU and TGU Startups Shutdowns PDFDocument16 pages11V11 DHaene SRU and TGU Startups Shutdowns PDFImam Saja DechNo ratings yet
- Business Partner and Master DataDocument5 pagesBusiness Partner and Master DataPamela PerezNo ratings yet
- USGSPP610 Gold Districts United StatesDocument291 pagesUSGSPP610 Gold Districts United StatesDave VW100% (1)
- Basic Measurement PiezoeletricDocument6 pagesBasic Measurement PiezoeletricALEX_INSPETORNo ratings yet
- Modern Steel Construction March-2022Document76 pagesModern Steel Construction March-2022jackcan501No ratings yet
- Chap1 Organizational Behavior 2020Document52 pagesChap1 Organizational Behavior 2020DarshanNo ratings yet
- Getachew Final EditedDocument76 pagesGetachew Final EditedDesalegn DgaNo ratings yet
- Electrical Circuits 2 AssignmentDocument5 pagesElectrical Circuits 2 Assignmentangelo dedicatoriaNo ratings yet
- 6 Lifetime Extension Through PDFDocument10 pages6 Lifetime Extension Through PDFdavih007No ratings yet
- PCR TechniqueDocument28 pagesPCR TechniqueSagar Das ChoudhuryNo ratings yet
- Republic of The Philippines Social Security System MemberDocument1 pageRepublic of The Philippines Social Security System MemberreyNo ratings yet
- 04-68350A Manual CCN DM01-DI01 PDFDocument47 pages04-68350A Manual CCN DM01-DI01 PDFtaha50% (2)
- MindmapDocument2 pagesMindmapapi-545246569No ratings yet
- A330 RR Trent 700 Technical Training Manual General Familiarization Course - T4 General Level 1Document68 pagesA330 RR Trent 700 Technical Training Manual General Familiarization Course - T4 General Level 1Owen100% (2)
- Basics On Piping LayoutDocument11 pagesBasics On Piping Layoutpuru55980No ratings yet
- Sport Obermeyer PaperDocument10 pagesSport Obermeyer PaperagarwalankurkNo ratings yet
- MSA WorksheetDocument33 pagesMSA WorksheetSandrawarman BalasundramNo ratings yet
- Practical Questions BookletDocument37 pagesPractical Questions BookletPrecious ChirangareNo ratings yet
- S1-1054/2 10kV Digital Insulation Tester: User ManualDocument24 pagesS1-1054/2 10kV Digital Insulation Tester: User ManualHoracio BobedaNo ratings yet
- Alfa Laval PHEDocument16 pagesAlfa Laval PHESergio SmithNo ratings yet
- Cajas de Piso General Marca HubbellDocument52 pagesCajas de Piso General Marca HubbellMax Cristiano KenuncaNo ratings yet
- SACS TrainingDocument4 pagesSACS Trainingasma100% (1)
- Sazerac BookDocument46 pagesSazerac BookSergio Fredes MenaNo ratings yet
- CitiBank ApplicationDocument15 pagesCitiBank ApplicationJordan P HunterNo ratings yet
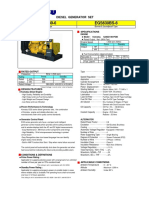
- Egs630-6 Komatsu GensetDocument2 pagesEgs630-6 Komatsu GensetimamfadiliNo ratings yet
- Nelson 2010 StructuralDocument51 pagesNelson 2010 StructuralGustavo Mateo100% (1)
- Filipino ThinkingDocument2 pagesFilipino ThinkingRheyven JuanNo ratings yet