You might also like
- Concepts For Efficient Hydrogen LiquefactionDocument16 pagesConcepts For Efficient Hydrogen LiquefactionDilla WahabNo ratings yet
- Air Separation Plants History and Technological Progress 2019 Tcm19 457349Document28 pagesAir Separation Plants History and Technological Progress 2019 Tcm19 457349Jambanlaya JasdNo ratings yet
- Lithium IonDocument19 pagesLithium IonVenkata sathwik100% (2)
- Greenlane Biogas Cover Page See Content On Following Page (S)Document3 pagesGreenlane Biogas Cover Page See Content On Following Page (S)Cibele AlvesNo ratings yet
- ASTM B564 (2011) - Standard Specification For Nickel Alloy ForgingsDocument11 pagesASTM B564 (2011) - Standard Specification For Nickel Alloy Forgingsanoop100% (1)
- 715 Complete ManualDocument61 pages715 Complete Manualguile5No ratings yet
- Operating Manual For Ammonia Unit: 1. Safety and Health 1. Purpose and ApplicationDocument55 pagesOperating Manual For Ammonia Unit: 1. Safety and Health 1. Purpose and ApplicationTeknik Kimia PLS1 Kelas B 2018No ratings yet
- Cryogenic Air Separation UnitDocument13 pagesCryogenic Air Separation UnitMehran IsgandarliNo ratings yet
- Wound DressingDocument42 pagesWound DressingAbdulazeez Abdulmalik100% (1)
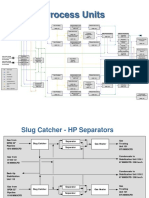
- Process Units: Raw Gas GAS Ethane Propane Butane Condensate Sulfur & Acid GAS DSO Meg + WaterDocument39 pagesProcess Units: Raw Gas GAS Ethane Propane Butane Condensate Sulfur & Acid GAS DSO Meg + WaterLarbi Hammoun100% (1)
- Conductivity of Solutions Lab ReportDocument4 pagesConductivity of Solutions Lab ReportJonathan Mullen50% (4)
- Large Scale Industrial Ammonia Cracking PlantDocument4 pagesLarge Scale Industrial Ammonia Cracking PlantZ ANo ratings yet
- Main Combustion ChamberDocument31 pagesMain Combustion Chambershaliq28No ratings yet
- Conversion of SulfinolSM To BASF's aMDEADocument12 pagesConversion of SulfinolSM To BASF's aMDEAAna Carolina AbrantesNo ratings yet
- D 7647 - 10Document10 pagesD 7647 - 10Hiền Nguyễn100% (1)
- Uop Polybed Psa For Gas Extraction Purification DatasheetDocument2 pagesUop Polybed Psa For Gas Extraction Purification DatasheetRaji RauofNo ratings yet
- Operation Instruction of PSA UnitDocument83 pagesOperation Instruction of PSA UnitAbassyacoubouNo ratings yet
- Df-25054-Rep-03-001 (Proceso H2)Document110 pagesDf-25054-Rep-03-001 (Proceso H2)María Macharé GutierrezNo ratings yet
- GV Absorber Shell Leak in Ammonia Plant-II at IFFCO, Aonla Unit, IndiaDocument12 pagesGV Absorber Shell Leak in Ammonia Plant-II at IFFCO, Aonla Unit, Indiavaratharajan g rNo ratings yet
- Methanol DistillationDocument6 pagesMethanol DistillationNaseeb AliNo ratings yet
- Methyldiethanolamine As A Solvent For Gas DesulfurizationDocument66 pagesMethyldiethanolamine As A Solvent For Gas DesulfurizationAnime MtNo ratings yet
- Final ReportDocument46 pagesFinal ReportVarun Gupta100% (1)
- Options For Economical Supply of Hydrogen: Special EquipmentDocument4 pagesOptions For Economical Supply of Hydrogen: Special EquipmentsaadashfaqNo ratings yet
- Comparative Evaluation of Cryogenic Air SeparationDocument21 pagesComparative Evaluation of Cryogenic Air SeparationmuratNo ratings yet
- Best Available Techniques For Hydrogen Production by Steam Methane ReformingDocument18 pagesBest Available Techniques For Hydrogen Production by Steam Methane ReformingDuy NguyễnNo ratings yet
- Chemistry Handbook PDFDocument29 pagesChemistry Handbook PDFAer ZNo ratings yet
- 4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev ClaesDocument8 pages4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev Claesvaratharajan g rNo ratings yet
- Assessment: Week 1 2 QuarterDocument2 pagesAssessment: Week 1 2 QuarterEilinre Olin100% (2)
- PSA GeneralDocument17 pagesPSA GeneralMohammed AhmedNo ratings yet
- SWEETENING (Chemical Absorption) PresentationDocument54 pagesSWEETENING (Chemical Absorption) Presentationarsalan amirpour75% (4)
- A Review On Safety Operation Methods of A Cryogenic Air Separation UnitDocument9 pagesA Review On Safety Operation Methods of A Cryogenic Air Separation UnitdigecaNo ratings yet
- PSA 50 Paper PDFDocument5 pagesPSA 50 Paper PDFshashi kant kumarNo ratings yet
- Ammonia Energy - EfficiencyDocument4 pagesAmmonia Energy - Efficiencyanupam01013787No ratings yet
- Molecular Sieve Desiccant Dehydrator For Natural Gas: Bettis Model DD (Standard Service) Bettis Model DD-S (Sour Service)Document4 pagesMolecular Sieve Desiccant Dehydrator For Natural Gas: Bettis Model DD (Standard Service) Bettis Model DD-S (Sour Service)Alina SmochinaNo ratings yet
- A1.3 Rel UpgradingDocument14 pagesA1.3 Rel UpgradingGeppo RossiNo ratings yet
- PSA O2 Generator ReportDocument36 pagesPSA O2 Generator ReportPrasoon TaylorNo ratings yet
- Design of A Two-Step Pulsed Pressure-SwiDocument17 pagesDesign of A Two-Step Pulsed Pressure-SwiJAy RastaNo ratings yet
- Model LibraryDocument119 pagesModel Librarydongjinzong2004No ratings yet
- 12.07.20. O&M Manual 41013 - New PLCDocument41 pages12.07.20. O&M Manual 41013 - New PLCFranco Sebastián GenreNo ratings yet
- Random Packing Article PDFDocument88 pagesRandom Packing Article PDFAbizer Jamali100% (1)
- Process DescriptionDocument6 pagesProcess Descriptionافكر اشتري كورياNo ratings yet
- HGDocument156 pagesHGJosè Helì Vallejos CoronadoNo ratings yet
- Operation Manual and Process Description (AREA 1800) : CPC Corporation, Taiwan Talin No. 10 SRU PlantDocument24 pagesOperation Manual and Process Description (AREA 1800) : CPC Corporation, Taiwan Talin No. 10 SRU PlantDatt NguyenNo ratings yet
- Twenty Years of Progress with TEG DehydrationDocument5 pagesTwenty Years of Progress with TEG Dehydrationsejerson07No ratings yet
- Operating ManualDocument102 pagesOperating ManualLulu ChaniagoNo ratings yet
- Chapter 4 Solid BedDocument25 pagesChapter 4 Solid BedTaha Azab MouridNo ratings yet
- Hgu: Process Flow Diangram: CN BLDocument1 pageHgu: Process Flow Diangram: CN BLAakashNo ratings yet
- Methanol Plant 380 TPD 2362Document14 pagesMethanol Plant 380 TPD 2362Nontokozo Duma100% (1)
- BASF 13X Molecular Sieve: Product Data SheetDocument3 pagesBASF 13X Molecular Sieve: Product Data Sheetryaan21No ratings yet
- Hydrogen from refinery offgas: Three schemes comparedDocument3 pagesHydrogen from refinery offgas: Three schemes comparedkulaspiro100% (1)
- Plate Heat ExchangerDocument12 pagesPlate Heat ExchangerEngSafwanQadousNo ratings yet
- CRYOTEC-CO2 Technologies and Application-2017 Mit Comtec PDFDocument45 pagesCRYOTEC-CO2 Technologies and Application-2017 Mit Comtec PDFTaufik ArrahmanNo ratings yet
- Books: Cryogenic Engineering, 2 Edition Distillation Theory and Its Application To Design of Separation UnitsDocument1 pageBooks: Cryogenic Engineering, 2 Edition Distillation Theory and Its Application To Design of Separation UnitsRaul tejadaNo ratings yet
- Biogas Production For Domestic Use: A Flexible Learning CourseDocument51 pagesBiogas Production For Domestic Use: A Flexible Learning CourseBenjamin PeterNo ratings yet
- KSFL ReportDocument56 pagesKSFL ReportAbhishek KumarNo ratings yet
- Molcular Sieve 13X LTGDocument2 pagesMolcular Sieve 13X LTGkanu PatelNo ratings yet
- 92015BASF Molecular Sieve Brochure USL 190411 110814Document8 pages92015BASF Molecular Sieve Brochure USL 190411 110814FrankNo ratings yet
- Molecular Sieve 13XDocument2 pagesMolecular Sieve 13Xkanu PatelNo ratings yet
- Vertical Pyrolysis Plant OfferDocument5 pagesVertical Pyrolysis Plant OfferGaurav BihaniNo ratings yet
- Ammonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEODocument33 pagesAmmonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEOAkil PrabhuNo ratings yet
- Xebec Hydrogen BrochureDocument24 pagesXebec Hydrogen BrochureJoshNo ratings yet
- H2 PSA SlidesDocument16 pagesH2 PSA SlidesCristian TorrezNo ratings yet
- Study of Dry Ice Formation During Blowdown of CO - CH From CryogenicDocument9 pagesStudy of Dry Ice Formation During Blowdown of CO - CH From CryogenicAbul HassanNo ratings yet
- ak-P-Mc 2000 (En)Document230 pagesak-P-Mc 2000 (En)reagNo ratings yet
- Benitez Cap9Document44 pagesBenitez Cap9Srinivasa Rao VenkumahanthiNo ratings yet
- Gas fired high efficiency low NOx boilers from 204 kW-472 kWDocument47 pagesGas fired high efficiency low NOx boilers from 204 kW-472 kWalexfrizNo ratings yet
- Checkin Details For Paris AirBnBDocument2 pagesCheckin Details For Paris AirBnBTushar AgarwalNo ratings yet
- Noccarc V310+ BiFold Brochure V9.0 1Document4 pagesNoccarc V310+ BiFold Brochure V9.0 1Tushar AgarwalNo ratings yet
- Noccarc V310+ BiFold Brochure V9.0 1Document4 pagesNoccarc V310+ BiFold Brochure V9.0 1Tushar AgarwalNo ratings yet
- Ackley2019 Article MedicalOxygenConcentratorsARevDocument38 pagesAckley2019 Article MedicalOxygenConcentratorsARevTushar AgarwalNo ratings yet
- CEP - Gabelman - Adsorption Basics Part 1Document6 pagesCEP - Gabelman - Adsorption Basics Part 1Nati MolinaNo ratings yet
- Acid BasesDocument3 pagesAcid Basesmarga mosisaNo ratings yet
- Data Sheet: E 44/3 U0/V20 GreenDocument3 pagesData Sheet: E 44/3 U0/V20 GreenedNo ratings yet
- Natrium Carbonate (Na CO) As Inhibitor in The Corrosion Protection On Steel Pipe ST 41 in Water Plumbing EnvironmentalDocument6 pagesNatrium Carbonate (Na CO) As Inhibitor in The Corrosion Protection On Steel Pipe ST 41 in Water Plumbing EnvironmentalAisah CoryNo ratings yet
- 30 HMA DatasheetDocument2 pages30 HMA DatasheetCricri CriNo ratings yet
- Toe To Heal Air Injection - THAIDocument5 pagesToe To Heal Air Injection - THAIAnthon100% (2)
- Experiment 11 Urine - Biochem LabDocument4 pagesExperiment 11 Urine - Biochem LabNicoNo ratings yet
- Ferrite Processing: Powder Preparation-Raw Materials SelectionDocument66 pagesFerrite Processing: Powder Preparation-Raw Materials Selection吳尚謙No ratings yet
- Raukantex NewDocument12 pagesRaukantex NewSK Emran AliNo ratings yet
- Class D fire extinguishers for combustible metal firesDocument1 pageClass D fire extinguishers for combustible metal firesJohana IzaguirreNo ratings yet
- Characterisation of Fluorescence Background in Dye TracingDocument7 pagesCharacterisation of Fluorescence Background in Dye TracingALCIRA VALERIA CÉSPEDES VARGASNo ratings yet
- CHEM-Types of SolidDocument4 pagesCHEM-Types of SolidMark Joseph PulintanNo ratings yet
- Kaufmann1996 Analysis of Carotenoids and CarotenolDocument12 pagesKaufmann1996 Analysis of Carotenoids and CarotenolKirianova GodoyNo ratings yet
- CHY1701 - ENGINEERING-CHEMISTRY - ETH - 1.0 - 46 - CHY1701 - Engineering ChemistryDocument3 pagesCHY1701 - ENGINEERING-CHEMISTRY - ETH - 1.0 - 46 - CHY1701 - Engineering ChemistryLikhita NarraNo ratings yet
- Vitamins A and E by Uplc-Uv or FLD: InstructionsDocument16 pagesVitamins A and E by Uplc-Uv or FLD: InstructionsSreejith SreekumarNo ratings yet
- Analyzing Fibers as Forensic EvidenceDocument40 pagesAnalyzing Fibers as Forensic EvidenceChathura Kumara AbeydeeraNo ratings yet
- Wedeco Portfolio Appl O3 UVDocument72 pagesWedeco Portfolio Appl O3 UVadmin DeptNo ratings yet
- LAB GravimetricAnalysisSulfateMixtureDocument3 pagesLAB GravimetricAnalysisSulfateMixtureDNo ratings yet
- NTU - Qualitative Analysis of Cation Group 1Document7 pagesNTU - Qualitative Analysis of Cation Group 1Alondra CuevasNo ratings yet
- The Retardation of Enzymatic Browning in AvocadoDocument8 pagesThe Retardation of Enzymatic Browning in AvocadoFabiola Valle MielesNo ratings yet
- Swot Analysis: StrengthDocument4 pagesSwot Analysis: StrengthDee DeeNo ratings yet
- Arsenic Limit Test Silver Diethyldithiocarbamate Colorimetric MethodDocument4 pagesArsenic Limit Test Silver Diethyldithiocarbamate Colorimetric MethodShikha AgrawalNo ratings yet
- Syllabus: Diploma in Pharmacy (Part-I)Document13 pagesSyllabus: Diploma in Pharmacy (Part-I)gunda subba RaoNo ratings yet
- BIOCHEMISTRYDocument3 pagesBIOCHEMISTRYashleydimaranan20No ratings yet