You might also like
- Amercoat 68 BSDocument4 pagesAmercoat 68 BSStephen Francis BothelloNo ratings yet
- Dimecote 9 Inorganic Zinc Silicate CoatingDocument4 pagesDimecote 9 Inorganic Zinc Silicate Coatingabdulgafoor54No ratings yet
- Amercoat 4801 Glass Flake Vinyl EsterDocument4 pagesAmercoat 4801 Glass Flake Vinyl Esterilyasmd7No ratings yet
- SES Amercoat Dimetcote 9Document4 pagesSES Amercoat Dimetcote 9kamalkashNo ratings yet
- PN450X PDSDocument4 pagesPN450X PDSPeshteenNo ratings yet
- Amercoat 391PC: Solvent Free Epoxy Product Data/ Application InstructionsDocument4 pagesAmercoat 391PC: Solvent Free Epoxy Product Data/ Application InstructionsAchraf BoudayaNo ratings yet
- PN78HBCDocument4 pagesPN78HBCLassadNo ratings yet
- Amercoat 253Document4 pagesAmercoat 253Sherif AbdelhameedNo ratings yet
- Amercoat 450E: Product Data/ Application InstructionsDocument4 pagesAmercoat 450E: Product Data/ Application Instructions전상문No ratings yet
- Amercoat 878: Physical DataDocument2 pagesAmercoat 878: Physical Dataabdulgafoor54No ratings yet
- Nu-Klad 114A: Epoxy Filler Compound Product Data/ Application InstructionsDocument4 pagesNu-Klad 114A: Epoxy Filler Compound Product Data/ Application InstructionsCad AutocadNo ratings yet
- 0400GF Amerlock 400 GF PDS PDFDocument4 pages0400GF Amerlock 400 GF PDS PDFRenny DevassyNo ratings yet
- 0400GF Amerlock 400 GF PDSDocument4 pages0400GF Amerlock 400 GF PDSRenny DevassyNo ratings yet
- High-performance epoxy coating for steel, concrete & moreDocument4 pagesHigh-performance epoxy coating for steel, concrete & moreSherif AbdelhameedNo ratings yet
- D 977 - 98 Rdk3ny1sruqDocument4 pagesD 977 - 98 Rdk3ny1sruqRufo CascoNo ratings yet
- Amercoat 450S: Physical DataDocument2 pagesAmercoat 450S: Physical DataKhaled bouhlelNo ratings yet
- DS385Document4 pagesDS385gabriel habibNo ratings yet
- Amerlock 2C: Fast Drying High Solids Epoxy Product Data/ Application InstructionsDocument4 pagesAmerlock 2C: Fast Drying High Solids Epoxy Product Data/ Application InstructionsTony KhouryNo ratings yet
- MMC Manual MMC Flexi-Dip D-2401Document53 pagesMMC Manual MMC Flexi-Dip D-2401BigBaby Julian100% (1)
- SP 8888 PDFDocument6 pagesSP 8888 PDFMohammad ShamimNo ratings yet
- Fuel Cell BrochureDocument8 pagesFuel Cell BrochureImam SaputraNo ratings yet
- 3M Scotchkote - Custom Coating GuideDocument16 pages3M Scotchkote - Custom Coating GuideUgoRibeiroNo ratings yet
- Amercoat 37-B-1 / 37-G-1: Product Data/ Application InstructionsDocument4 pagesAmercoat 37-B-1 / 37-G-1: Product Data/ Application InstructionsTony KhouryNo ratings yet
- Amerlock 400CDocument4 pagesAmerlock 400CLalit Bom MallaNo ratings yet
- Amercoat: Amerlock 400AL/AL WNDocument4 pagesAmercoat: Amerlock 400AL/AL WNCad AutocadNo ratings yet
- SIROCCO™ Synthetic Compressor Oil Available atDocument2 pagesSIROCCO™ Synthetic Compressor Oil Available atBruce WappmanNo ratings yet
- Amercoat 56E: Polyamide Epoxy Product Data/ Application InstructionsDocument4 pagesAmercoat 56E: Polyamide Epoxy Product Data/ Application InstructionsTony KhouryNo ratings yet
- Poxeecote-D: High - Build Epoxy CoatingDocument2 pagesPoxeecote-D: High - Build Epoxy CoatingSibgathullahNo ratings yet
- Hy GardDocument2 pagesHy GardGustavo GonzalezNo ratings yet
- Ge Desalination PlantDocument2 pagesGe Desalination PlantMugesh100% (1)
- Marine PDFDocument578 pagesMarine PDFNizar BouchaalaNo ratings yet
- Amercoat 450SDocument4 pagesAmercoat 450SCad AutocadNo ratings yet
- Tib A004Document32 pagesTib A004Pranab BhattacharyaNo ratings yet
- Amercoat 878 HSDocument4 pagesAmercoat 878 HSMario KoričanNo ratings yet
- Amerlock 400gfaDocument4 pagesAmerlock 400gfaKhaled bouhlelNo ratings yet
- LUBRICACIONDocument6 pagesLUBRICACIONOrlando LaraNo ratings yet
- Surface Treatment ProcedureDocument5 pagesSurface Treatment Proceduredeepan85No ratings yet
- Engineering CatalogDocument70 pagesEngineering CatalogFihawangoNo ratings yet
- Ai1-1e 004Document20 pagesAi1-1e 004VikramNo ratings yet
- Stonclad GR Product DataDocument2 pagesStonclad GR Product DataAnonymous aii1ilNo ratings yet
- PN450XDocument4 pagesPN450XOmer ChaudhryNo ratings yet
- Astm D 3276 PDFDocument62 pagesAstm D 3276 PDFJose Luis CT100% (3)
- Product Data Sheet SP-8888Document7 pagesProduct Data Sheet SP-8888pablo gonzalezNo ratings yet
- Sterilmatic: Digital Electric Sterilizer Installation - Operation - MaintenanceDocument21 pagesSterilmatic: Digital Electric Sterilizer Installation - Operation - MaintenanceNoel GarciaNo ratings yet
- Catalog 2014Document92 pagesCatalog 2014nicolaeiliescuNo ratings yet
- Ameron PN220GDocument4 pagesAmeron PN220GLalit Bom MallaNo ratings yet
- 112.025 - SUMAZINC S-659 PRIMER RICO EM ZINCO - Inglês PDFDocument2 pages112.025 - SUMAZINC S-659 PRIMER RICO EM ZINCO - Inglês PDFFernando VittoNo ratings yet
- High Solids Glassflake Epoxy Coating Application GuideDocument4 pagesHigh Solids Glassflake Epoxy Coating Application GuideSherif AbdelhameedNo ratings yet
- 80L CylinderDocument2 pages80L CylinderHaty ATie67% (3)
- Amercoat 400AL PDFDocument4 pagesAmercoat 400AL PDFLalit Bom MallaNo ratings yet
- Amercoat 400C High Solids Epoxy CoatingDocument4 pagesAmercoat 400C High Solids Epoxy CoatingCad AutocadNo ratings yet
- ASTM D1856 092015 Aug 2019Document4 pagesASTM D1856 092015 Aug 2019karenmerino94No ratings yet
- AMSOIL OE 15W-40 Synthetic Diesel OilDocument2 pagesAMSOIL OE 15W-40 Synthetic Diesel OilamsoildealerNo ratings yet
- Flexible Adhesive For Performance Assembly: 1.1. ProcessingDocument4 pagesFlexible Adhesive For Performance Assembly: 1.1. ProcessingjpolancosNo ratings yet
- Hy Gard DKE7358 Sep02Document2 pagesHy Gard DKE7358 Sep02Jocelyn Milla MoralesNo ratings yet
- Aeration Diffusers JaegerDocument12 pagesAeration Diffusers JaegermariuspiNo ratings yet
- P8 WildenDocument32 pagesP8 WildenWalter LrNo ratings yet
- Ultem BrochureDocument41 pagesUltem BrochureinfodrumandbassmentNo ratings yet
- GE 2020 EDR Systems: Electrodialysis Reversal TechnologyDocument3 pagesGE 2020 EDR Systems: Electrodialysis Reversal TechnologyEzequiel García PalomoNo ratings yet
- Complete Branch List 16 6 2020Document22 pagesComplete Branch List 16 6 2020Muhammad MustahsinNo ratings yet
- Integrated Computer Vision and Soft Computing System For Classifying The Pilling Resistance of Knitted FabricsDocument7 pagesIntegrated Computer Vision and Soft Computing System For Classifying The Pilling Resistance of Knitted FabricsMuhammad MustahsinNo ratings yet
- Comparison of Batch To Batch Shade Variation Considering Parameters in Knit DyeingDocument19 pagesComparison of Batch To Batch Shade Variation Considering Parameters in Knit DyeingMuhammad MustahsinNo ratings yet
- 21a Pallet Load Testing To en ISO 8611 PDFDocument1 page21a Pallet Load Testing To en ISO 8611 PDFMansdrainNo ratings yet
- Controls Catalogo General 2015Document639 pagesControls Catalogo General 2015JohnnyMiranda100% (2)
- How to ensure social distancing during COVID-19Document1 pageHow to ensure social distancing during COVID-19Muhammad MustahsinNo ratings yet
- Processing of Man-Made Fibres and Blended Textiles: BlendingDocument23 pagesProcessing of Man-Made Fibres and Blended Textiles: BlendinghawNo ratings yet
- (23000929 - Autex Research Journal) Liquid Moisture Transportation Properties of Functional Underwears - Part 1Document7 pages(23000929 - Autex Research Journal) Liquid Moisture Transportation Properties of Functional Underwears - Part 1Muhammad MustahsinNo ratings yet
- (TGX) Downloaded From Torrentgalaxy - ToDocument1 page(TGX) Downloaded From Torrentgalaxy - Topavan kurapatiNo ratings yet
- Dye ClassificationDocument5 pagesDye ClassificationdivyakaushalNo ratings yet
- Avoid Fake LOKiHD Torrents - Check Site for Real TorrentsDocument1 pageAvoid Fake LOKiHD Torrents - Check Site for Real TorrentsMuhammad MustahsinNo ratings yet
- Keyword Planner: Selling and Marketing Products On AmazonDocument2 pagesKeyword Planner: Selling and Marketing Products On AmazonMuhammad Mustahsin100% (1)
- Analysis The Influenced of Plain and Twill StructuDocument7 pagesAnalysis The Influenced of Plain and Twill StructuMuhammad MustahsinNo ratings yet
- Eco-Friendly Dyeing of Cotton Fabric With Vat Dyes: Journal of Advancement in Engineering and TechnologyDocument4 pagesEco-Friendly Dyeing of Cotton Fabric With Vat Dyes: Journal of Advancement in Engineering and TechnologyMuhammad MustahsinNo ratings yet
- 104413fire Extinguisher CabinetsDFMmetricizedversionDocument9 pages104413fire Extinguisher CabinetsDFMmetricizedversionReza KhajeNo ratings yet
- Peoples, Nature and Environments - Learning To Live TogetherDocument325 pagesPeoples, Nature and Environments - Learning To Live TogetherMuhammad MustahsinNo ratings yet
- Inspecting Fire ExtinguishersDocument3 pagesInspecting Fire ExtinguisherssyooloveNo ratings yet
- Release Crash Info PrevDocument1 pageRelease Crash Info PrevMuhammad MustahsinNo ratings yet
- Indian Timber ManualDocument84 pagesIndian Timber Manualtoyota952No ratings yet
- Energies: Properties of Gasoline Stored in Various ContainersDocument9 pagesEnergies: Properties of Gasoline Stored in Various ContainersLegendary SouvikNo ratings yet
- Release Crash InfoDocument1 pageRelease Crash InfoMuhammad MustahsinNo ratings yet
- Disclosure To Promote The Right To InformationDocument20 pagesDisclosure To Promote The Right To InformationMuhammad MustahsinNo ratings yet
- Integrated Computer Vision and Soft Computing System For Classifying The Pilling Resistance of Knitted FabricsDocument7 pagesIntegrated Computer Vision and Soft Computing System For Classifying The Pilling Resistance of Knitted FabricsMuhammad MustahsinNo ratings yet
- Disclosure To Promote The Right To InformationDocument20 pagesDisclosure To Promote The Right To InformationMuhammad MustahsinNo ratings yet
- Technical Information - KeruingDocument3 pagesTechnical Information - KeruingMuhammad MustahsinNo ratings yet
- Integrated Computer Vision and Soft Computing System For Classifying The Pilling Resistance of Knitted FabricsDocument7 pagesIntegrated Computer Vision and Soft Computing System For Classifying The Pilling Resistance of Knitted FabricsMuhammad MustahsinNo ratings yet
- Technical Information - KeruingDocument3 pagesTechnical Information - KeruingMuhammad MustahsinNo ratings yet
- Evaluating The Bacterial Filtration Efficiency (BFE) of Medical Face Mask Materials, Using A Biological Aerosol ofDocument5 pagesEvaluating The Bacterial Filtration Efficiency (BFE) of Medical Face Mask Materials, Using A Biological Aerosol ofSuryateja Mergu100% (1)
- Resistance of Medical Face Masks To Penetration by Synthetic Blood (Horizontal Projection of Fixed Volume at A Known Velocity)Document21 pagesResistance of Medical Face Masks To Penetration by Synthetic Blood (Horizontal Projection of Fixed Volume at A Known Velocity)Suryateja MerguNo ratings yet
- PDIC Law Additional NotesDocument6 pagesPDIC Law Additional NotesBay Ariel Sto TomasNo ratings yet
- Marques v. Far East BankDocument3 pagesMarques v. Far East Bankmiles1280100% (1)
- Charecter JournalDocument3 pagesCharecter Journalapi-282188060No ratings yet
- Pronunciation Extra: Pre-Intermediate Unit 10Document1 pagePronunciation Extra: Pre-Intermediate Unit 10olhaNo ratings yet
- Civil Service Commission denies benefits under RA 6683Document5 pagesCivil Service Commission denies benefits under RA 6683Ariza ValenciaNo ratings yet
- Pro-choice or pro-life? The case for women's rights and rape victimsDocument2 pagesPro-choice or pro-life? The case for women's rights and rape victimsTreseaNo ratings yet
- 8 Financial Literacy Lesson1Document6 pages8 Financial Literacy Lesson1hlmd.blogNo ratings yet
- The CSS Syllabus: A Blueprint For Change (By: Abrahim Shah - 3rd in CSS 2018)Document3 pagesThe CSS Syllabus: A Blueprint For Change (By: Abrahim Shah - 3rd in CSS 2018)Taimoor AhmadNo ratings yet
- Accounting For Construction ContractsDocument8 pagesAccounting For Construction ContractsSantu DuttaNo ratings yet
- SHS LESSON 6 Ownership and OrganizationDocument9 pagesSHS LESSON 6 Ownership and OrganizationPaul AnteNo ratings yet
- T B L J: HE Anking AW OurnalDocument9 pagesT B L J: HE Anking AW OurnalsamrajcseNo ratings yet
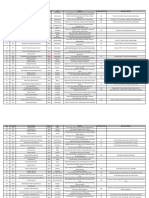
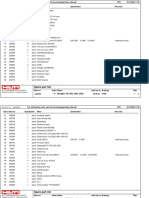
- Spare Part List: Breaker TE 705 120V USADocument7 pagesSpare Part List: Breaker TE 705 120V USAJoseLuisCarrilloMenaNo ratings yet
- Appeal Against Conviction for MurderDocument24 pagesAppeal Against Conviction for MurderMir Ishrat NabiNo ratings yet
- Conduct, Efficiency, Discipline Rules for Civil ServantsDocument259 pagesConduct, Efficiency, Discipline Rules for Civil ServantsMansoor Ul HassanNo ratings yet
- Philips HeartStart MRXDocument1 pagePhilips HeartStart MRXPaulinaNo ratings yet
- Industrial Worker - Issue #1760, November 2013Document16 pagesIndustrial Worker - Issue #1760, November 2013Industrial WorkerNo ratings yet
- PDFDocument9 pagesPDFRajendra Patil26% (31)
- The Union Legislature Q-AnsDocument2 pagesThe Union Legislature Q-Ansconnect.amairaNo ratings yet
- What Is FCCB?: Foreign Currency Convertible Bond Is A Type of ConvertibleDocument8 pagesWhat Is FCCB?: Foreign Currency Convertible Bond Is A Type of ConvertiblesbghargeNo ratings yet
- Term Loan ProcedureDocument5 pagesTerm Loan ProcedureHardik Sharma100% (1)
- Theory of Law and Economics Law and EconomicsDocument5 pagesTheory of Law and Economics Law and EconomicsMuhammad ZikriaNo ratings yet
- 2ndlastmeritlist PDFDocument8 pages2ndlastmeritlist PDFMahnoor AsimNo ratings yet
- MRRJ Izns"K LJDKJ Esjb: Øe La ( K% Izi LaDocument1 pageMRRJ Izns"K LJDKJ Esjb: Øe La ( K% Izi LaBharat SolutionsNo ratings yet
- Subsea Connectivity Leaders GatherDocument7 pagesSubsea Connectivity Leaders GatherAnonymous TVdKmkNo ratings yet
- Vanguard 18hp - Engine # 3564470373F1Document61 pagesVanguard 18hp - Engine # 3564470373F1Matias Alfredo Contreras KöbrichNo ratings yet
- Paul Gilbert Sixes Inspired Shred GuitarDocument2 pagesPaul Gilbert Sixes Inspired Shred GuitarbinbinNo ratings yet
- De Lima vs. Guerrero (843 SCRA 1, 20 Oct. 2017)Document101 pagesDe Lima vs. Guerrero (843 SCRA 1, 20 Oct. 2017)Eugene DayanNo ratings yet
- Shell Price Change and Comparision q1 2017Document3 pagesShell Price Change and Comparision q1 2017rishiNo ratings yet
- Elastic Deformation PresentationDocument13 pagesElastic Deformation PresentationHiba AbeerNo ratings yet
- Latin Words N MaximsDocument38 pagesLatin Words N MaximsJoly_M_Hubilla_2759No ratings yet