wR
Ma. Dolores Vidales Giovannetti i :
_ Manual:para el disefio y produccion de envases y. embalajes---
BiRUOTECA ceverat
m9
Aucapotzalco ~GG"/Mexico
wee eee ee eee ervewwrey
wr rrr rrr rrr rere ree ree gy vere r renee
f{NDICE 4
Agradecimientos
Introduccién
I Materiales
Vidrio
Canton y papel
Metal
Plasticos
Envase compuesto (Tetra Pak)
IL Mercadotecnia
y metodologia
Aspectos mercadologicos
Para el diserio de un envase
Metodologia para el dise‘io de envases
El color en el envase
III Métodos de impresién y
etiquetado
dabtodos de impresion
Etiquetas y etiquetado
IV Apéndices
Cédigo de barras
Henado y envasado
Tapas y cierres
Pruebas con envases
Almacenaje y transporte
Envase y medio ambiente
Bibliografia
u
15
16
25
a
34
84
89
90
101
no
121
122
134
141
142
151
163
172
175
187
196
"aad POLTECRICA
cia
BIBLIOTECA
Sigratora 0-25 5%2-
| envase de un anculo tiene un significado muy diferente para cada
persona, Para la gran mayor, el envase pasa desapercibido hasta el
momento en que dicho artculo se vaa consumo utilizar y el ervace
se tiene que descortar.
Podemos decir que &te es ef momento de a verdad para el envase, ya
{que ahi se prueba si pudo mantener bien su contenido, sucediendo ademés, que
cuando dicho aniculo se consume en forma repeitva, el envase continia haciendo
bien su trabajo. .
Por lo anterior, podtiamos pensar que el envase es un objeto humilde,
ccomiin y barato. Nada de eso, el envase cubre muchas funciones y sf, tiene que ser
econdmicamente accesible al mercado, por lo que también tiene que ser competitvo.
De estos requerimientos nace su existencia y su desarrollo hist6rico,
‘que pone el estado actual de la industria del envase en un nivel de especialidad
tecnolégica que demanda los conocimientos de muchas ramas de la ingenierta, et
»
»
»
>
>
,
,
»
»
,
»
,
’
»
,
,
»
,
»
»
,
»
,
,
’
’
’
’
'
'
'
000
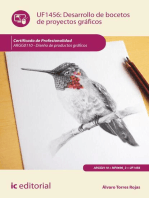
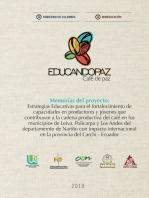
Suministro de la vela al molde
1
“Transport ala estacin de sop final
Formado de la corona por soplo
im
Soplo final
Formado del parison
Colocacién del frasco en el
twanspontador
«)Se coloca el parisonen el moide final donde se inyecta
aire por la base o corona inflando el parison y dando for-
ma y cuerpo al envase,
Posterior al moldeo, el envase es guiado ha-
cia una banda metélica, la cual es deseable que esté ca-
liente en algunas plau:tas, para evitar fracturas en los en-
vases por el choque térmico. A través de ella se inyecta
aire para seguir enfriando el envase.
Debe estar libre de grasa, ya que provoca
choques térmicos. El fuego que se le aplica es, en algunos
‘casos rico en combustible para que impregne con humo
© carbén la superficie de la banda en contacto con el
fondo del envase, lo que evita los cheks 0 fracturas por
el choque isrmico. De ahf se llevan a un homo para re-
ccocerlos; la cara interna deberd enfriarse ala misma velo-
cidlad que la cara exterior, para evitar tensiones molecu-
lares que romperian el envase.
RECUBRIMIENTOS
Con el fin de mejorar los envases, se some-
ten aun recubrimiento, el cual se efectéa antes y después
19
Proceso sopio-soplo
del recocido. Cominmente se aplica por aspersién 0 va~
porizacién. Por lo general, la primera parte del watantten=
{0 se realiza en caliente y puede ser por vaporizacién 0
‘goteo. La segunda parte un recubrimiento metdlico, se apli-
Ca por vaporizacién 0 aspersi6n y no siempre necesita
que se haya aplicado el tratamiento en caient
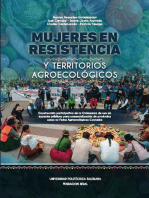
Numero de
molde
Losntipo del
fabricame
5 D2
97
Numero de planta
Fecha de
manufactura
[Nomenciatura empleada ene fondo de los envases para suidentiiacién
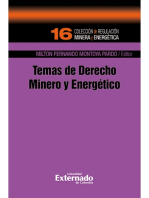
Vela
‘Suminisro de a vela al molde
‘Transpone ala estacién
‘de sople final
Proceso prensa-soplo,
Una de las funciones de los recubrimientos
es evitar la friccién, para esto se usan aceites comesti-
bles y polimeros.
Un tipo de recubrimiento es el polietileno,
cuya superficie también se puede oxidar para facilitar la
Formado de la corona por soplo
"ya prensa del piston
Formado del parison con el pistén
=
Colocacién de asco en fa wansportadora
adherencia de las etiquetas: otros recubrimientos son el
polietilen-glicol y el estearato de politilen-glicol, aunque
‘no son permanentes. Cualquier recubrimiento para ali-
mentos 0 bebidas y similares debe ser aprobado por las
autoridades sanitarias.
Cuerpo
Ponsetiqueta ———>-
Grafilado ——>
RESIS OF apslenca reaccién en el conenido.
FRINCIPALES DEFECTOS
EN UN ENVASE DE VIDRIO
El siguiente cuadro presenta una lista de lus
principales defectos y su incidencia sobre el-manejo de.
los envases:
[ DEFECTOS
= Recocido deficiente
= Choque térmico
+ Mala distribucidn del vidrio
+ Corona inctinada
= Fuera de dimensiones
AFECTAN
Maquinabilidad
~ Oclusiones 0 inerustaciones (trozos
de vidrio, piedras 0 puntos negros) ||
i ‘Apariencia
~ Puntos negros que colorean 0 aiec-
tan el sabor del producto,
~ Problemas de acabados, como coro-
‘84 mal formada, que permite enter.
cambio de gases
Reaccién del
producto
Los puntos mas importantes a revisar en ei
Fonttol de calidad de un envase de vidrio son: imper-
fecciones en las bocas, didmetros o grosor de paredies,
Gapacidad de derrame, resistencia del envase a roturas
durante el llenado y lavado, choque térmico durante la
sterilizacion y llenado en caliente o choque mecénico
durante el manejo y transporte
IMPRESION DE LOS ENVASES
Los envases de vidrio se pueden imprimir
Con Pigmentos que mezclados con el vidrio le dana éste
una coloracién determinada;,
or inmersién, rociadas o serigraffa. Las tintas deben
Ser resistentes a la abrasién y a los detergentes.
DISENO
+11 divesio de un envase de vidrio, se de-
ben ar factores tales como:
»
rma, estética, estabilidad y funcionali-
«acl en sus Iineas,
(noe cee RRA SAAS RA
Verticaidad
Rebabas |
Corona inetinacts —
Cuello estangulade
Semitlas
© -]- Pontos negres
verpo oval
Fondo inclinado Cuerpo ovalado
2) El tipo de corona o rosca que se usaré, de
acuerdo al uso que se le dard. :
3) La relacién del envase con el.contenido.
El vidrio tiene resistencia ala compresién y
estabilidad en la linea de Ilenado por lo que se le puede.
dar cualquier forma en el disefio, teniendo cuidado en
la calidad de los moldes y en el proceso de fabricacién.
Es preciso tener en cuenta el tamaio y la for
ma de las etiquetas. La mejor superficie para las etiquetas
es la cilindrica, donde se puede alisar la etiqueta en el
envase, ya que en una superficie esférica o céncava, ésta
se arrugarfa.
El disefador debe investigar las condiciones
en que se usaré el envase, con el fin de darle ei disefo
Sptimo y funcional.
En los envases de vidrio es posible obtener
una gran variedad de efectos, por ejemplo, dar la impre-
sién de que el envase esti lleno apretadamente con el
Producto.
Las facetas en el envase, usadas especial-
mente en perfumes o cosméticos, hacen resaltar la imagen
de alta calidad, recordando las joyas 0 el cristal
+
i
f
io, 3
Choque térmico
resign interna
Impacto
La aplicnciin ie geificos puede ser con eti-
Quotas o serigiafia.
Al considerar el tipo de substancia a enva-
sa, el disefiador antes que nada debe obtener una muestra
para evaluar la apariencia en relacin con el erivase.
Laresistencia det vidrio no ofrece interaccién
‘con su contenido, las fragancias se mantienen intactas,
no cambia el sabor, no cambia la apariencia, y es casi im:
posible la contaminacién del contenido por contacto.
and Drug Administration) para contacto con alimentos.
{lvidro es reciclzble. fo que promoverd que los envases idrio es reciclable, lo que promoverd
Je este material se sigan usando por mucho tiempo.
Fracturs tipicas en los envases de vidio
Enel disefio de un envase debe tomarse muy
fen cuenta la ergonomia. En este punto cabe mencionar
ue para ciertos casos el disefio de un asa adicional hard
més manejable un envase.
Otro factor importante a considerar son las
dimensiones y condiciones del lugar de almacenaje.
El mayor peso del vidrio en relacion a los pli
cos hace sentir
€ambio de su dinero, aunque esto aumenta el costo del flete.
Eldisefiador debe estar al corriente de la maqui-
naria que se usard para fabricar y lenar los enwases de vidrio,,
Puede que los cuelios de las boteilas tengan
que ser sujetados por la maquina durante el proceso de
fabricacién, por lo que se debe ser cuidadoso en el diserio,
para evitar que se rompan.
Para realzar la
acostumbra adormarlas c
“Toturas‘por impacto.
Latesistencia de la botella puede ser au-
mentada por el uso efectivo de Ta fornma; r
tas formas esféricas son mas resistentes, seguidas de las
La. capacidad del.tasra.o botel
por lo general como el volumen que
tener, no se debe llenar ni més arriba ni mas abajo de su
altura de llenado;en algunos casos, por ley puede existir la
exigencia de grabar su capacidad sobre la misma botella,
En ocasiones no es posible disefiar una bo-
tella especial para cierto producto, pero los fabricantes
tienen botellas genéricas, las que con una buena etiqueta
pueden tener gran presencia en los anaqueles.
Los perfumes son muestras de los envases
ms sofisticados y llamativos.
Al disehar_un envase se debe tomar en
cuenta la temperatura del producto al envasarse. Poste-
riormente debe considerarse que el envase de vidrio sea
Capaz de resistic cambios de temperatura y presion en
“Tangos adecvados. .
La quimica del contenido | puede afectar la
forma de cerrado, ya que algunos tapones pl&sticos se dete-
—_—O
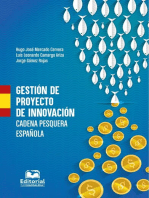
FORMAS DE ENVASE
Resistencia Mecénica y Presién Interma _|
cilindricas y Tas rectangulares. Sise requiere de una bore
la rectangular, por ‘que s€2, se_puede incr
la resistencia afadiéndole aristas o protuberancias
€Fi el centro de la botella.
El cuadro de esta pagina muestra, en una esca-
la comparativa del 1 al 10, la resistencia mecdnica y presién
interna que presentan diversas formas de envase.
En realidad, la resistencia dela botella se incre-
‘mentard casi un 50% con una buena aplicacién de la forma,
23
Seccién circular [ 10 unidades
Seccién eliptica | 5 unidades
‘Seccién cuadrada
(angulos redondeados) | 3 unidades
‘Angulo poligonal 5
(ingulos redondeados) 2 unidades
Angulo cuadradoo poligonal—][
Gingulos agudos) wenos de |
NEE SES ER ESS eR TT
_Sioran por los scidos-eome-el-vinagre,y que la presisn-
elas bebidas con gas puede botarel tandn, Se suele dejat
un espacio vacio entre el contenido ye tniarenanes
rir ls expansion de es gudor seston eee
Como la zona central del cuerpo es donde
ds se forman microfisuras por su exposicién a roces, s2
engrosa el talén o el hombro de la botella, para ast pro-
teger la zona central.
Una le da més estabi-
lidad, pero ninguna concavidad da mds resistencia
“WeGanica.
El espesor debe estar uniformemente dis-
tribuido, con suaves transiciones entre paredes, fondo,
hombros y cuello. Actualmente los valores que se acep-
tan en maquinas modemnas son de 3 a 5 mm para envases
retomables y 2.2 a 2.5 mm para no retornables,
El color y los tratamientos superficiales de-
ben resolverse en la etapa de dise‘io, tomando en cuenta
los requerimientos del producto.
El desarrollo y utilizacién de los programas
de computadoras conocidos como programas de CAD,
agilizan el trabajo de disefio y disminuyen la cantidad
de prototipos y moldes usados.
En cuanto a las bocas, no existe ningéin im-
Pedimento para tener cualquier tipo de cierre, ya que el
vidrio brinda un cierre hermético que se puede abrir y
volver a cerrar cuantas veces sea necesario, ademas de
‘que permite la esterilizacién del producto,
CONTROL DE CALIDAD
: Elvidrio, por sus caracteristicas particulares
ermite tener un gran control de calidad, siendo los pun-
tos mis comunes a revisar:
~ Dimensiones y forma
+ Espesores
= Peso
~Capacidad: pesando el
on agua al derrame
ipiente leno o
~Tensiones permanentes
~ Defectos estéticos y criticos, como burbu-
is, piedras o fisuras, que disminuyen la re-
sistencia durante el embalaje o transporte.
Aliebase Alalinea de Menado
ela corona
‘Altura de Henido
= Superticie interna
~Decoracién: Se determina si corresponde
a especiticaciones
~ Resistencia al choque térmico
~ Resistencia a la compresi6n axial
= Resistencia al impacto.
+ Teansmisién de luz
- Resistencia hidrolitica
- Color
TIPOS DE CIERRE
CIERRES INTERNOS
Tapas de hojalata 0 aluminio,
‘con recubrimiento de goma 0
plastico, tapas de plistico, os
cadas 0 a presién, etcétera.
| CIERRES EXTERNCS,
‘CIERRES POR
SOLDADURA DL |] fn spilt, donde sce
‘MISMO VIDRIO _ || 1m exteemo con calor.
CARTON Y PAPEL
1 papel y sus derivados no son los Gnicos materiales para envase
y embalaje, pero son los de uso mas extendido. Pese a que en
Ciertos usos ha sido desplazado por el plastico, el papel se man-
tiene vivo a lo largo del tiempo y es poseedor de una jirme popularidad;
‘especialmente hoy en dia, cuando la preocupaci6n por el medio ambiente es
cada vez mayor, ya que las particuiares caracteristicas de! papel lo colocan
or encima de los materiales no degradables.
ee es
Si bien es cierto que la industria del embalaje en papel y carton
decayé en alguna medida, debido al avance de los plasticos, hoy se busca
hermanar ambos materiales creando productos con caracteristicas especiales,
basados en laminados coextruidos con hojas de papel, como en el caso de
las hojas antiestaticas para el embalaje de materiales eléctricos y electrénicos.
En los mitiples intentos lievados a caivo por volver a los materiales
tradicionales reciclables, en pro de la ecologta, el papel y el cartén ocupan un
lugar privilegiado para lograr este fin
NATURALEZA DEL PAPEL
El papel es un conglomerado de fibras de celulosa dispuestas
irregularmente, pero fuertemente adheridas entre si, en una supeficie plana.
Generalmente, el papel se elabora a partir de celulosa vegetal,
la cual puede provenir de la madera, el algodén, el lino, la cafia de azicar, la
paja, el bambG, la alfalfa, el ramio y el moral de papel, de todos los cuales la
madera es !a fuente de obtencién més comdn.
En términos generales, la madera est constituida por celulosa
en un 50% ademas de hem:celulosas, lignina y compuestos inorganicos, Las
maderas utilizadas en la fabricaci6n del papel pueden ser suaves, las cuales
provienen de las confferas, y duras cuyo origen son diboles como el fresno, el
castafio y el arce entre otros.
Existen dos caracteristicas importantes en la composicién de la
madera: el tamano de las fibras y el Sngulo de las cadenas de celulosa, ambas,
determinan la maquinabilidad y la resistencia del papel. En cuanto al tamano
de las fibras, las que provienen de maderas suaves tienen aproximadamente 4
mm de largo, mientras que en las maderas duras, las fibras miden 1 mm. Por
otra parte, las capas de un tronco poseen un dngulo en las cadenas de celulosa,
a mayor dngulo (capas exteriores) menor resistencia y viceversa.
25
wee ee wwe ww wwwwww ww: weve wrwreerr vee:
FAERICACION DEL PAPEL
PROCESAMIENTO DE LA PULPA
La pulpa es el resultado de la separacién y
‘agrupaci6n de las fibras de celulosa, Existen tres métodos
Para su obtencién: mecénice, quimico y semiquimico,
PROCESO MECANICO
En este método, la madera es procesada a
través de una piedra de molino que va devastando |
material. El proceso mecénico se utiliza dnicamente pata
maderas suaves, ya que las maderas durastienden a ha-
cerse polvo. La pulpa obtenida por este método conserva
todos los componentes de la madera, por lo que es la mis
econémica de las pulpas virgenes, utlizindose en pa-
Peles que no requieren brillantez ni resistencia come el
Papel peciddico y et papel manii
PROCESO QUIMICO,
Consiste en agregar compuestos quimicos
a la madera con el fin de eliminar ciertos elemeritos conte.
‘nidos en ella, tales como los carbohidratos, dejando Gini
‘camente la celulosa. Este proceso tiene tres modalidades:
a) Proceso a la sosa
La pulpa (de maderas duras) es tratada con
sosa céustica y carbonato de sodio.
) Proceso al sulfato 0 Proceso Kraft
Se utiliza en maderas suaves, a las que se les
adicionan sulfatcs. La pulpa obtenida por este método es.
mds resistente que la anterior, de ahi que al papel fabri-
ado con ella se le llame kraft, es decir, resistente en ale-
man. El color de esta pulpa es café y
blanquearse.
©) Proceso a! sulfite
Se trata quimicamente la madera usando Sci-
do sulfurose y piedra caliza. La pulpa es menos resisten-
te que la obtenida por el proceso krafty el papel fabrica-
do con ella se deteriora al paso del tiempo debido a que guar-
da residuos dcidos. Este método se aplica en madera: suaves.
PROCESO SEMIQUIMICO_
Es una combinacién de los métodos ant
res. Se utiliza principalmente para maderas duras a las que
se les agrega sosa cdustica o sulfto de sodio para suavizarlas.
Lapulpa obtenida es de bajo costo, es difcilmente blarqueable
¥ se tora amarilla cuando es expuesta a la luz solar. El
Papel obtenido por este método tiene buena resistencia y
‘rigidez por lo que se utiliza en el medium de los corrugados.
26
PROCESO DE FABRICACION
a) MOLIENDA .
Consiste en obtener por medios fisicome:
Cénicos de desintegraci6n y corte una suspensi6n acuoza
de fibras llamada pasta. En la composicién de ésta inter-
vienen agua, pulpa, y/o desperdicio de papel o carton,
b) DEPURACION
Consiste en eliminar cualquier impureza
que contamine a la pasta
©) REFINACION
Operacién que consiste en desarrollar las
Propiedades fisicas de la pasta, por medio de un efecto
de desfibracién y corte de las fibras. En la refinacién se
incorporan la cola, las tinturas y las cargas.
d) FORMACION:
Consiste en depositar la pasta sobre una
malla de alambre de plistico, con el objeto de drenar la
mayor cantidad posible de agua que forma parte de la
suspensién de las fibras.
e) PRENSADO
Se obtiene haciendo pasar la hoja a través
de una serie de rodillos (prensas) con el objeto de disminuir
su contenido de agua para que aumente su resistencia,
SECADO
Se lleva a cabo haciendo pasar la hoja de
Papel por una serie de cilindros huecos (secadores)
Calentados interiormente por medio de vapor.
g) CALANDRADO.
Consiste en uniformizar el espesor de la
hoja, pasando ésta a través de un grupo de rodillos soli-
dos perfectamente lisos.
h) ENROLLADO.
Una vez que la hoja ha sido calandrada se
rocede a enrollarla formando grandes rollos que se trans-
Tieren a la dltima etapa del proceso.
i) EMBOBINADO
La hoja se rebobina en rollos del diémetro,
¥ ancho que se requiere.
es
a
(fe Ta I EM
we eee ee eee eer eeveee
a rrr rrr reece rere ere e ne
TIPOS DE MAQUINAS EMPLEADAS
EN LA FABRICACION DE PAPEL
Las méquinas para fabricacién de papel son
de dos tipos: la mquina Fourdhiniery la méquina de ci-
lindros; en la primera se elaboran la mayosia de los pape-
les finos para escritura, papel periédico, para envolturas,
para libros, etcétera, mientras que los papeles pesados
‘como los cartoncillos son hechos en maquinas de cilin-
dros. Papeles como el krafty el papel tissue pueden ser fa-
bricados en ambas méquinas, cuya diferencia basica es
el disefio de la etapa del acabado hiimedo,
ADITIVOS QU{MICOS
Como se mencioné anteriormente, en la re-
finaciOn se gregan ciertos compuesios con el in de desa-
rrollar propiedades especificas en !a pasta del papel, tales
como resistencia a las grasas y al agua, color, opacidad,
etcétera.
El encolado por ejemplo,;es necesario para
asegurar la impermeabilidad de! papel, por lo que a la
pasta se le agregan substancias que reducen la absorcién
de liquidos. Sin embargo, los compuestos utilizados para
este fin, pueden afectar la efectividad de los adhesivos
utilizados en la fabricacién de envases.
Los papeles encolados son utilizados en
envolturas, bolsas, envases de alimentos, cartones para
cajas, cartén corrugado y cartén solo.
Muchos de los papeles usados en envases
necesitan ser impermeabilizados, para lo cual se les trata
de tal manera que sean impenetrables ante e! agua, ante
Jas grasas y ante el aire. Para esto se necesita tratarlos con
mezclas de parafina, ceras microcristalinas, almidones,
otras sustancias similares a la cera, materias plésticas 0
de aluminio.
Los colorantes o tinturas usados en el papel
destinado a envase son de dos tipos: minerales y artificia-
les 0 anilinas. Por otra parte, las cargas son materiales
minerales que se incorporan para aumentar la densidad
del papel, para hacerlo més blanco, opaco, para tapar
Jos intersticios, etcétera. Entre los mas comunes, figuran
el caolin, el taco, la tiza, la barita y el carbonato de calcio.
PROPIEDADES QUE DEBE TENER
EL PAPEL PARA ENVASE
Las principales propiedades son:
a) RESISTENCIA A LA ROTURA POR TRACCION, AL
ALARGAMIENTO, AL REVENTAMIENTO Y AL PLEGADO-
7
Estas caracteristicas se deierminan con apa-
ratos que reproducen las principales condiciones adversas
a que se haya sometido el papel, principalmente en el
ramo del embalaje.
by RESISTENCIA A LA FRICCION
Las bolsas de varias capas de papel para
cenvases, asf como las asas de cartén, deben tener sufi-
Cente resistencia 2! deslizamiento para prevenir que pa-
tine una sobre otra cuando se colocan en pilas 0 se trans-
portan. El nivel requerido de resistencia a la friccién
estatica y quinética para evitar el movimiento se logra tra-
tando las superficies con un agente antideslizante como
Ia silica coloidal.
©) GRADO DE SATINADO
Es acuél que influye en gran manera en el
resultado de la imoresion.
d) RESISTENCIA AL AGUA
Es exencial en los papeles para envase.
‘e) PROPIEDADES OPTICAS.
En especiat la opacidad, el brillo y ia blan-
cura. En ésta ultima es preciso sefalar que aunque las fibras
se someten a un proceso de blanqueo, conservan no obs-
tante, un tono amarillo natural. Por esta razén se matiza
contintes azules la mayoria de papeles blancos para tratar,
de superar a tonalidad amarillenta y hacerlos aparecer,
més blancos a la vista. El uso de papeles progresivamente
mas blancos, incrementa el contraste de la impresion y
produce colores mas reales, sin embargo, cuando se trata
de lograr fondos especiales para impresién estética o para
facilitar la lectura. se requieren matices menos brillantes
¥ distintos al blanco-azul.
f) APTITUD PARA LA IMPRESION,
Comprende el conjunto de caracteristicas
que ha de poseer un papel para poder ser impreso; entre
otras se encuentra la absorcién de aceites y tintas para
imprenta.
8) IMPERMEABILIDAD A LAS GRASAS
Propiedades importantes para los papeles
destinados a envolver alimentos que contengan grasas.
hy RESISTENCIA A LA LUZ
Se refiere a la resistencia a la decoloracién
© amarillantamiento del papel al exponerlo a la luz. Los
a aA,
envases demandan esta propiedad en alto grado, por lo
que los papeles empleados para esie fin requieren fibras
de madera altamente puras y tintes y pigmentos que satis.
fagan este requerimiento.
) BARRERA A LIQUIDOS © VAPORES
‘Muchos materiales envasados deben ser
\ protegidos de la pérdida o la ganancia de humedad y su
consecuente deterioro. Para proveer esta barrera, el papel
0 el cartén deben ser combinados con materiales que
ofrezcan proteccién tales como las ceras, las peliculas
plasticas y el foil de aluminio en forma de recubrimiento,
PH
EIPH define el gracto de acidez, alcalinidad
© neutralidad quimica de un material. Los papeles de
PH bajo (por debajo de 7), son Scidos, se autodestiuyen.
110s papeles de PH 7 oneutrales, tienen mejores oportu
nidades de vida. Los papeles alcalinos (de PH 7a 8.5
aproximadamente) tienen el mayor potencial de larga
Vida. E5 un punto a tomar muy en cuenta para defini la
Vida util de nuestro envase,
Las distintas propiedades de un papel, son
interdependientes, es decir, estén relacionadas entre si,
or lo cue no pueden moditicarse sin afectar e! com.
Portamiento de las clemas,
TIPOS DE PAPEL
UTILIZADOS PARA ENVASE
El papel, por sus caracteristicas y el uso que
se le da se divide en tres grandes grupos, los cu2'es son:
Papeles finos, papeles crepados y capeles para envase,
‘como veremos a continuacién:
PAPEL KRAFT
Es muy resisiente, por io que se utiliza para
la elaboracién de papel tissue, papel para bolsas, sacos
multicapas y papel para envolturas; asimismo, es base
de lamiraciones con aluminio, plastico y otros materiales
Este papel puede ser blanqueado, semiblan-
queado, coloreado o utilizado sin blanquear; puede ser
Producido en diferentes pesos y espesores, logrando des.
de tissues hasta cartones pesados.
PAPEL PERGAMINO VEGETAL
Posee propiedades dle resistencia a la hume-
dad asi como a las grasas y a los aceites. Es utilizado
Para envolver mantequilla, margarina, carnes, quesos,
etcétera. Asi como para envasar aves y pescado, También
se utiliza para envolver plata y metales pulidos.
28
PAPEL RESISTENTE A GRASAS Y PAPEL GLASS!NE
Estos papeles son muy densoé y tienen un
alto grado de resistencia al paso de las grasas y !os aceites,
Este papel es translicido y calandrado logrando una
superficie con acabado plano; puede hacerse opaco
adicionando pigmentos, también puede encerarse,
laquearse y laminarse con otros materiales. Son muy
utilizados para envolturas. sobres, materiales de barrera y
sellos de garantia en tapas. En la industria alimenticia se
Utilizan con frecuencia. De igual manera, se emplean para
envasar grasasy aceites, tintas para impresiGn, productos para
pintar y partes metélicas,
PAPELES TISSUE
Son elaborados a partir de pulpas mecanicas
© quimicas, y en algunes casos de papel reciclado,
Pueden ser hechos de pulpas blanqueadas, sin blanquear
© coloreadas. Este papel se utiliza para proteger algunos
productos eléctricos, envases de vidrio, herramientas,
tutensilios, zapatos y bolsas cle mano.
Como papeles de grado no corrosivo son
utilizados para envolver partes metdlicas altamente pulidas.
PAPELES ENCERADOS,
Brindan una buena proteccién a los liquidos
Y vapores. Se utilizan mucho para envases de alimentos,
especialmente reposteria y cereales secos, también para
la industria de los congelados y para varios tipos de
envase industrial,
LOS ENVASES DE PAPEL
Y SUS DERIVADOS
DEFINICIONES
BOLSA Y SACO
Son contenedores no rigidos, manufactu-
rados de papel o de su combiriacién con otis materiales
flexibles. La diferencia radica en un limite (arbitrario) de
peso segiin el cual las bolsas contienen menos de 11.5
kg, mientras que los sacos contienen un peso superior,
Por lo que éste Ultimo término se aplica regularmente 3
los contenedores de uso industrial.
SACO DE PAPEL MULTICAPAS
Saco manufacturado con 3 a 6 capas de pa-
pel kraft, usualmente dle 70, 80 © 100 gr/m*. Es de uso
tudo y su construccién particular asi como la adicién de
‘més capas, depende de la naturaleza del material a que
se destina y del tipo de transporte a emplearse.
8 A Am AN 0 ETI A AR A
0 le a 5
>
»
>
>
’
J
»
>
»
,
»
»
»
»
»
>
»
»
,
,
»
’
,
»
»
»
>
>
»
»
,
»
»
»
L
»
,
»
»
>
»
»
»
>
>
>»
»
»
»
iy
>
»
»
’
—_— a nr
PROCESO DE FABRICACION DE PAPEL PARA ENVASE
EXTRACCION ‘Obten — Operaci a
BE minim | raciones de alado
MATERIA PRIMA y otras plantas fibrosas
(FUENTES)
SS
Reciclaje y desperdi —
——
PROCESADO 1
DE ‘Molinos de papel
MATERIA PRIMA
Z
( ‘Mercados diferentes
al de envase
~Envases flexibles
FABRICACION -Bolsas
Y CONVERSION = Sacos de papel multicapas
DEL ENVASE
= Otros papeles para envase
ON Digestoras de celulosa
fl Plantas de papel
Alimentos
INDUSTRIAS USUARIAS = Quimicos
DEL ENVASE = Agricultura
= Construccién
= Farmacéutica
= Comercio
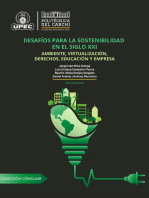
ESTILOS DE BOLSAS
Hay cuatro estilos principales de bolsas:
fondo cuadrado © pinzado, fondo de saco de mano,
fondo automitico o estilo de autoapertura SOS y bolsa
plana. Estos esti
de la siguiente pagina.
puedlen observarse en la ilustracién
CARACTERISTICAS DE LAS BOLSAS.
DE PAPEL.
a) Son -elativamente econémicas.
b) Son seguras y herméticas al polvo cuan-
do estan cerradas por los cuatro costados.
) Por su porosidad permiten la acci6n de
iestos procesos sin ningdn problema,
como en el caso de la esteriiizacién de
algunos productos.
4d) Las bolsas automsticamente toman la for.
ma del producto que contienen, lo cual
puede ser tanto ventaja (un producto pla-
‘no no ocupars mais espacio del que le co-
rresponde) como desventaja (1a bolsa Co-
Estlos de bolsas
rre el riesgo de no ponerse de pie en un
cestante por sf misma).
©) Las bolsas de papel generalmente no son
aptas para productos muy hiimedos o de
bordes cortantes.
PROPIEDADES TIPICAS
DEL SACO DE PAPEL
La principal propiedad es su versatilidad, que
se ve reflejada en los puntos siguientes:
a) Protege 2! contenido de la absorcién 0
Pérdida de humedad.
) Previene los problemas ocasionados
por insectos.
Ra nea SRS PE ETT
30
©) Evita Ia acci6r quimica entre el contenido
¥ otros materiales,
4d) Prove una barrera contra gas 0 vapor de
productos voistiles.
©) Resiste Is abrasi6n de objetos con salientes
dentro o fuera del saco.
f) Previene la fuga de productos en polvo.
&) Protege al contenido de la contaminacién
por bacterias,suciedad o substancias extraas.
hh) Asegura un fécil vaciado del producto.
i) Su superficie exterior pose propiedades
antidestizantes.
}) Suestibamiento seguro permite optimizar
‘espacio y realizar labores de limpieza.
ky Previene la biodegradabilidad.
1) Proporciona un excelente medio para
publicidad.
‘m) Cumple con requeritnientos de salubridad.
ESTILOS DE SACOS
Se dividen en dos grandes grupos:
SACOS BOCA ABIERTA
Son sacos de papel multicapas cosidos 0 pe-
gados en un solo extremo cuando son fabri-
cados y tienen miltiples presentacionés.
SACOS CON VALVULA
Son sacos multicapas cuyos fondos estén
cerrados desde su fabricacién con la excep-
cién de una pequefa abertura (la vilvula)
en la esquina. La presidn interna del conte-
niido cierrala valvula autométicamente. Pue-
de ser cosido 0 pegado, y al igual que el an-
terior, posee diversas variantes.
PROCESO DE FABRICACION
DE LOS SACOS DE PAPEL
‘Como se mencioné anteriormente, los sacos
se fabrican usando de una a seis capas de papel. La capa
exterior usualmente preimpresa se coloca en la maquina
59 BBE ES HBL HN Be RR i HH
wee rr eee ee eee ewrere
were errr re wrwwr ww cr wwes pr wwwwwww ee.
nimero de capas del saco. !as tuberas alcanzan veloci-
dades de 5,000 a 20,000 sacos por hora.
Cada tubo se corta a unis longitud deiermina-
da por la capacidad del sco disefiado. El tubo de corte
recto, producido mediante el corte de cuchillas dentadas
{cominmente), se hace habitualmente para sacos cosidos,
boca abierta; pero si se requiere un saco escalonado, las
capas son perforadas individualmente antes de unirlas..
Previamente se realizan cortes longitudinales
een los extremos del tubo mediante un mecanismo separador.
Posteriormente los tubos se cierran por los
extremos mediante tres formas:
= Cosido del extrema (s)
~ Pegado o fondeado del extremo (s)
= Sellado con calor del extremo (s)
Eneste proceso sé utilizan prensas de impre-
si6n flexografica, tuberas, mesas cosedoras, fondeadoras,
etcétera.
DISENO EN LAS BOLSAS
Y SACOS DE PAPEL
En el disefio de las bolsas y sacos de papel,
al igual que con cualquier otro envase, intervienen tanto
requerimientos de funcién como de forma. El diseio
ial y estructural, la eleccin del tipo de papel, la deci-
sién sobre determinado sistema de impresién y muchas
cconsideraciones més, deben responder a necesidades espe-
cificas, de tal manera que estos envases cumplan correc-
tamente con su cometido.
A continuaci6n se tratan algunos puntos
sobre la optimizacién del enlace forma-funcién:
BOLSAS Y OTROS ENVASES
El mercado de articulos de obsequio hace
un extenso uso de las bolsas de papel para proteger los pro-
ductos que no pueden protegerse con eficacia a si mismos.
El papel es un medio de embalaje esencial
en el campo dela farmacéutica. Las bolsas de papel que se
san para est fin, tienen diferente: porosidades para permitir
‘que el vapor, gas 0 particulas raviactivas entren en ellas y
fen su contenido: asimismo utilizan plegados
especiales en los bordes para evita la entrada de bacterias,
También con fines de esterilidad, muchos
de los papeles que se usan como envases farmacéuticos,
se recubren con acetato de polivinilo (PVA) o alguna otra
vingenes, dependiende del
31
laca que refuerce ef material contra el ataque de las
bacterias.
~_Ademés de las bolsas, él envase de papel
médico puede presentarse también en forma de hojas
cortadas 0 de rollo en tubo.
El requerimiento principai de un envase mé-
ico de papet es que el contenido necesita estar protegido
del entorno y ser facilmente accesible e identificable.
Los materiales flexibles son més baratos
‘que los rigidos y son més faciles de abrir, ya sea a base
de arrancar una tita autoadhesiva 0 cortando por la
solapa. Pueden ser esterilizados por cualquier método y
son féciles de eliminar.
Las ventanas transparentes de plastico para
identificar con rapidez el contenido son otra util carac-
teristica de disefo.
Para productos delgados, la bolsa plana 0 so-
breesta mis econdmica, pero en general se necesita alguna
You might also like
- Empaques, envases y embalajes: El producto y su recipienteFrom EverandEmpaques, envases y embalajes: El producto y su recipienteRating: 4.5 out of 5 stars4.5/5 (6)
- La comunicación técnica entre el proceso de diseño y la producción gráficaFrom EverandLa comunicación técnica entre el proceso de diseño y la producción gráficaRating: 5 out of 5 stars5/5 (2)
- Confección de tapas para encuadernación industrial. ARGC0110From EverandConfección de tapas para encuadernación industrial. ARGC0110No ratings yet
- UF0251 - Especificaciones de calidad de la materia primaFrom EverandUF0251 - Especificaciones de calidad de la materia primaRating: 4 out of 5 stars4/5 (2)
- La función del envase en la conservación de alimentos.From EverandLa función del envase en la conservación de alimentos.Rating: 5 out of 5 stars5/5 (3)
- UF0253 - Contratación y supervisión de trabajos de preimpresiónFrom EverandUF0253 - Contratación y supervisión de trabajos de preimpresiónNo ratings yet
- Maquetación y compaginación de productos gráficos complejos. ARGP0110From EverandMaquetación y compaginación de productos gráficos complejos. ARGP0110No ratings yet
- UF0252 - Especificaciones de calidad en impresión, encuadernación y acabadosFrom EverandUF0252 - Especificaciones de calidad en impresión, encuadernación y acabadosNo ratings yet
- La calidad en los procesos gráficos. ARGI0209From EverandLa calidad en los procesos gráficos. ARGI0209No ratings yet
- Definición y diseño de productos editoriales. ARGN0210From EverandDefinición y diseño de productos editoriales. ARGN0210Rating: 5 out of 5 stars5/5 (1)
- Integración de la funcionalidad en productos multimedia. ARGN0110From EverandIntegración de la funcionalidad en productos multimedia. ARGN0110No ratings yet
- Diseño esencial: Desarrollo mercadológico de nuevos productosFrom EverandDiseño esencial: Desarrollo mercadológico de nuevos productosNo ratings yet
- Encuadernación industrial de tapa dura. ARGC0110From EverandEncuadernación industrial de tapa dura. ARGC0110No ratings yet
- Vestir un mundo sostenible: La moda de ser humanos en una industria polémicaFrom EverandVestir un mundo sostenible: La moda de ser humanos en una industria polémicaNo ratings yet
- La agroecología: Una estrategia en educación ambientalFrom EverandLa agroecología: Una estrategia en educación ambientalNo ratings yet
- Gestión de proyecto de innovación, cadena pesquera españolaFrom EverandGestión de proyecto de innovación, cadena pesquera españolaNo ratings yet
- Manual para el diseño de instalaciones manufactureras y de serviciosFrom EverandManual para el diseño de instalaciones manufactureras y de serviciosRating: 4.5 out of 5 stars4.5/5 (5)
- Costureras, monjas y anarquistas: Trabajo femenino, Iglesia y lucha de clases en la industria del vestido, Buenos Aires 1890-1940From EverandCostureras, monjas y anarquistas: Trabajo femenino, Iglesia y lucha de clases en la industria del vestido, Buenos Aires 1890-1940No ratings yet
- Reconversión sustentable de edificios: Ilustrado con el edificio M16From EverandReconversión sustentable de edificios: Ilustrado con el edificio M16No ratings yet
- Problemas resueltos de fisicoquímica: Tomo 1From EverandProblemas resueltos de fisicoquímica: Tomo 1Rating: 5 out of 5 stars5/5 (1)
- Estudio del textil hogar valenciano: evolución, estrategias competitivas e innovaciónFrom EverandEstudio del textil hogar valenciano: evolución, estrategias competitivas e innovaciónNo ratings yet
- Aprovechamiento de biomasa lignocelulósica, algunas experiencias de investigación en ColombiaFrom EverandAprovechamiento de biomasa lignocelulósica, algunas experiencias de investigación en ColombiaNo ratings yet
- Cooperativismo y complejidad: Implementación del cooperativismo financiero en Colombia (1997-2011)From EverandCooperativismo y complejidad: Implementación del cooperativismo financiero en Colombia (1997-2011)No ratings yet
- Memorias del proyecto "alternativas de desarrollo rural para la construcción de paz"From EverandMemorias del proyecto "alternativas de desarrollo rural para la construcción de paz"No ratings yet
- Apropiación social del conocimiento.: Construcción de ciencia y tecnología con actores rurales.From EverandApropiación social del conocimiento.: Construcción de ciencia y tecnología con actores rurales.No ratings yet
- Adaptabilidad y persistencia de las formas de producción campesinasFrom EverandAdaptabilidad y persistencia de las formas de producción campesinasRating: 5 out of 5 stars5/5 (1)
- ¿Qué historia enseñar y para qué?: Historia, educación y formación ciudadana. Dos estudios de caso: Chile y España (2016-2017)From Everand¿Qué historia enseñar y para qué?: Historia, educación y formación ciudadana. Dos estudios de caso: Chile y España (2016-2017)No ratings yet
- Desafíos para la sostenibilidad en el siglo XXI: Ambiente, virtualización, derechos, educación y empresaFrom EverandDesafíos para la sostenibilidad en el siglo XXI: Ambiente, virtualización, derechos, educación y empresaNo ratings yet
- Logística de transporte de mercancias en contenedores marítimosFrom EverandLogística de transporte de mercancias en contenedores marítimosRating: 5 out of 5 stars5/5 (1)
- Foodtech. La gran revolución de la industria agroalimentaria.: Innovaciones, tecnologías y nuevos modelos de negocio para una alimentación sostenible, saludable y eficiente.From EverandFoodtech. La gran revolución de la industria agroalimentaria.: Innovaciones, tecnologías y nuevos modelos de negocio para una alimentación sostenible, saludable y eficiente.No ratings yet
- Fuentes documentales para la historia empresarial. La industria en Antioquia, 1900-1920. Tomo IIFrom EverandFuentes documentales para la historia empresarial. La industria en Antioquia, 1900-1920. Tomo IINo ratings yet
- Mercados municipales circulares: Alianzas público-privadas para la transición circular del Mercado VallehermosoFrom EverandMercados municipales circulares: Alianzas público-privadas para la transición circular del Mercado VallehermosoNo ratings yet
- Historia Del Periodico y Su Evolucion Tipografica - André GürtlerDocument240 pagesHistoria Del Periodico y Su Evolucion Tipografica - André GürtlerHugogonechNo ratings yet
- Curso de Fotografia para AficionadosDocument286 pagesCurso de Fotografia para AficionadosJuan Pablo NegretNo ratings yet
- Dictadura Del Diseño - Carlos CarpinteroDocument68 pagesDictadura Del Diseño - Carlos CarpinteroCati GalarretaNo ratings yet
- The Simpsons Handbook PDFDocument130 pagesThe Simpsons Handbook PDFAcqua Rela80% (5)
- Diseño Industrial SustentableDocument134 pagesDiseño Industrial Sustentablemr_mucombo67% (6)
- Emilio Freixas - Como Dibujar La Figura en AccionDocument32 pagesEmilio Freixas - Como Dibujar La Figura en AccionSoniaHZ100% (7)
- Logo Font & Lettering BibleDocument244 pagesLogo Font & Lettering BibleAlexandre Macedo França100% (18)
- El Diseño Industrial de La A A La Z - Por Charlotte & Peter FiellDocument97 pagesEl Diseño Industrial de La A A La Z - Por Charlotte & Peter Fiellvladvikerness69No ratings yet
- Graphic Design 21st Century 2Document647 pagesGraphic Design 21st Century 2Nestor Viana100% (3)
- 100 Years of Fashion Illustration - Cally BeackmanDocument386 pages100 Years of Fashion Illustration - Cally BeackmanMauro Reifschneider100% (6)
- Designing BrandsDocument154 pagesDesigning BrandsDora Luz Contreras100% (1)
- 20th Century AdvertisingDocument259 pages20th Century AdvertisingThameur Aissaoui100% (7)
- Business Cards - The Art of Saying HelloDocument272 pagesBusiness Cards - The Art of Saying HelloDora Luz Contreras100% (1)
- Design Elements A Graphic Style Manual PDFDocument278 pagesDesign Elements A Graphic Style Manual PDFMarius Mocanu100% (2)
- A Century of Graphic DesignDocument260 pagesA Century of Graphic Designrusumaria100% (3)
- Burne Hogarth - Drawing The Human HeadDocument160 pagesBurne Hogarth - Drawing The Human HeadTheo Haban99% (86)
- Fashion Artist - Drawing Techniques To Portfolio PresentationDocument171 pagesFashion Artist - Drawing Techniques To Portfolio Presentationalicu90No ratings yet
- Dos Logos (2004)Document448 pagesDos Logos (2004)Varga-Telegdy Evelyn100% (1)
- 1995 - Burne Hogarth - Dynamic Wrinkles and DraperyDocument145 pages1995 - Burne Hogarth - Dynamic Wrinkles and DraperyLjiljana Antonovic100% (8)
- By It's Cover - Modern American Book Cover Design (Ned Drew & Paul Sternberger) (Princeton Architectural Press) (2005)Document192 pagesBy It's Cover - Modern American Book Cover Design (Ned Drew & Paul Sternberger) (Princeton Architectural Press) (2005)Diana Daminescu100% (1)
- National Grain Trade Policy: Ministry of Trade, Industry and CooperativesDocument36 pagesNational Grain Trade Policy: Ministry of Trade, Industry and CooperativesnambehelaNo ratings yet
- BKDocument14 pagesBKJoyce Mv0% (1)
- PN 53062302 0422 PDFDocument30 pagesPN 53062302 0422 PDFIvan RomeroNo ratings yet
- Actividad 1Document4 pagesActividad 1Lea Mibzar Dominguez NavarroNo ratings yet
- Significado, ConceptosDocument3 pagesSignificado, ConceptosJuan pablo Celedon fragozoNo ratings yet
- Herb Ice CreamDocument3 pagesHerb Ice CreamSilfiana LiebertoNo ratings yet
- Carlota Pérez X INR y KGM PDFDocument23 pagesCarlota Pérez X INR y KGM PDFJUAN ERNESTO DE LA CRUZ MOSQUEDANo ratings yet
- Control de CalidadDocument54 pagesControl de CalidadJaneth Stefany Rodriguez Toribio0% (1)
- Tesis Analisis Financiero de La Empresa ACRUX C.A PDFDocument89 pagesTesis Analisis Financiero de La Empresa ACRUX C.A PDFDennisNo ratings yet
- Formato Nro08 - Contenidos Minimos de Las Bases Del Concurso Procompite v1.0Document19 pagesFormato Nro08 - Contenidos Minimos de Las Bases Del Concurso Procompite v1.0Perulibre OrurilloNo ratings yet
- PDF HuatulcoDocument944 pagesPDF HuatulcoJ Manuel Decelis CamachoNo ratings yet
- Diagnostico Sobre La Agroindustria en PanamaDocument124 pagesDiagnostico Sobre La Agroindustria en PanamaMarianela MurgasNo ratings yet
- Tarea 3 de Administración EstrategicaDocument9 pagesTarea 3 de Administración EstrategicaHenry RamirezNo ratings yet
- Facilitation Des ÉchangesDocument7 pagesFacilitation Des ÉchangeshorokotoNo ratings yet
- Five Partner ModelDocument8 pagesFive Partner ModelHari Priya TammineediNo ratings yet
- Ventaja Competitiva de La Empresa BackusDocument6 pagesVentaja Competitiva de La Empresa Backusrodrigo100% (2)
- Cambios de La Administración en El Siglo XXIDocument9 pagesCambios de La Administración en El Siglo XXIHEBER GOMEZ RNo ratings yet
- Temas de Tesis CentrumDocument11 pagesTemas de Tesis CentrumJhonCamaGupiocNo ratings yet
- Plan Creacion Cultivo Hidroponico Tomate PDFDocument273 pagesPlan Creacion Cultivo Hidroponico Tomate PDFYepsy Solorzano SalgueroNo ratings yet
- Trabajo de Micro II Oficial 1-10-19Document8 pagesTrabajo de Micro II Oficial 1-10-19Héctor Rodríguez MendozaNo ratings yet
- Tesis de Ayuda PDFDocument209 pagesTesis de Ayuda PDFOscar Zayerz MartinezNo ratings yet
- Wendy NuevoDocument29 pagesWendy NuevoRodriguez n sandraNo ratings yet
- Business Strategies of Bhel: Submitted To Prof. MateDocument31 pagesBusiness Strategies of Bhel: Submitted To Prof. Matesuluhere100% (1)
- Resumen Del Estado Del ArteDocument5 pagesResumen Del Estado Del Artedisraeli britoNo ratings yet
- Solucion Actividad Evaluativa Eje 1 Pla de MercadosDocument8 pagesSolucion Actividad Evaluativa Eje 1 Pla de MercadosjhonNo ratings yet
- Talento Humano. El Factor Clave Del ServicioDocument82 pagesTalento Humano. El Factor Clave Del ServicioMauricio TorresNo ratings yet
- Cátia Maria GomesDocument166 pagesCátia Maria GomesLuís Alberto Silva100% (1)
- Transmisores Siemens - BrixDocument20 pagesTransmisores Siemens - Brixdiana milena arredondo correaNo ratings yet