You might also like
- Life The Science of Biology 9th Edition Sadava Test BankDocument35 pagesLife The Science of Biology 9th Edition Sadava Test Banknitrymediceanpgyt5100% (24)
- Method Statement For FFS QP JobDocument3 pagesMethod Statement For FFS QP JobSantanu Saha100% (1)
- Section-4 Assessment of General Metal Loss API 579 - FFSDocument69 pagesSection-4 Assessment of General Metal Loss API 579 - FFSNDTInstructor80% (5)
- Storage Tank Inspection Report FormDocument1 pageStorage Tank Inspection Report FormNatarajan Raja100% (2)
- UniPile5 Examples Manual PDFDocument54 pagesUniPile5 Examples Manual PDFkabasy2015No ratings yet
- Bakhrabad Siddhirganj Pipeline Project Piping / Equipment Specifications For Launcher and ReceiverDocument8 pagesBakhrabad Siddhirganj Pipeline Project Piping / Equipment Specifications For Launcher and ReceiverIbad AlamNo ratings yet
- Case Study: Project ScopeDocument1 pageCase Study: Project Scopekhanz88_rulz1039No ratings yet
- Lec 4 - PressureVesselDocument79 pagesLec 4 - PressureVesselsleriphocr100% (1)
- Integrity Assessment of Pressure VesselDocument6 pagesIntegrity Assessment of Pressure Vesselmrb193100% (1)
- Pressure Vessel FormulaDocument9 pagesPressure Vessel FormulaNasir Khan JadoonNo ratings yet
- Force - Fitness For Service Evaluation of Hydrotest ExemptionDocument24 pagesForce - Fitness For Service Evaluation of Hydrotest ExemptionFaiz BokhadiNo ratings yet
- Thickness Monitoring (TM) Functional LocationDocument237 pagesThickness Monitoring (TM) Functional LocationTommyNo ratings yet
- Corrosion Engineer - Refinery Position DescriptionDocument2 pagesCorrosion Engineer - Refinery Position DescriptionyagolainNo ratings yet
- Stress RelievingDocument1 pageStress RelievingCruz Gabriel Rosetti100% (1)
- Integriwise Assessment Report: Assessment To Api 579 Section 4. General Metal Loss. Thickness ProfilesDocument4 pagesIntegriwise Assessment Report: Assessment To Api 579 Section 4. General Metal Loss. Thickness ProfilesSyafiqah IsmailNo ratings yet
- ASME Standards Technology, LLC: New PublicationsDocument5 pagesASME Standards Technology, LLC: New PublicationsTrushar ParmarNo ratings yet
- Brochure API 510 (150128)Document4 pagesBrochure API 510 (150128)wisnu_bayusaktiNo ratings yet
- An Overview of The API Section 10Document18 pagesAn Overview of The API Section 10api-3855165100% (1)
- Living With Defects and Fitness For ServiceDocument16 pagesLiving With Defects and Fitness For ServiceNatraji100% (1)
- Integriwise Assessment Report: Assessment To Api 579 Section 4. General Metal Loss. Thickness ProfilesDocument4 pagesIntegriwise Assessment Report: Assessment To Api 579 Section 4. General Metal Loss. Thickness ProfilesLazaro Irving Orozco CruzNo ratings yet
- FFS, 579 - Seminar Ata, 1389Document68 pagesFFS, 579 - Seminar Ata, 1389전상문100% (3)
- Thermal Fatigue Ballot 12 01Document9 pagesThermal Fatigue Ballot 12 01judicejrNo ratings yet
- Detailed Fitness For Service Per API 579Document3 pagesDetailed Fitness For Service Per API 579Sajal KulshresthaNo ratings yet
- API 510 Rerating Extract PDFDocument3 pagesAPI 510 Rerating Extract PDFmjmehta81No ratings yet
- 1113 Maintenance of PRVDocument63 pages1113 Maintenance of PRVhardito sussatrioNo ratings yet
- Api 579 Asme Ffs Sell Sheet 1 PDFDocument6 pagesApi 579 Asme Ffs Sell Sheet 1 PDFNelson AlvarezNo ratings yet
- Lethal Service - Quick Guide - Pressure Vessel EngineeringDocument4 pagesLethal Service - Quick Guide - Pressure Vessel EngineeringVilas AndhaleNo ratings yet
- Failure TheoriesDocument21 pagesFailure TheoriesMadhan Krishnamurthy100% (1)
- General Design Considerations: "Storage Tanks"Document28 pagesGeneral Design Considerations: "Storage Tanks"Hariq HannNo ratings yet
- Pressure Vessel DesignDocument21 pagesPressure Vessel DesignAbdullah AlgwhriNo ratings yet
- CompeTank-En EEMUA CourseDocument6 pagesCompeTank-En EEMUA CoursebacabacabacaNo ratings yet
- Floating Roof TankDocument2 pagesFloating Roof TankVasant Kumar VarmaNo ratings yet
- Asme Viii Pressure Vessels Full English 1Document5 pagesAsme Viii Pressure Vessels Full English 1Sterling100% (1)
- Part 4: Assessment of General Metal Loss: Thickness Averaging Approach Used For The AssessmentDocument4 pagesPart 4: Assessment of General Metal Loss: Thickness Averaging Approach Used For The AssessmentSabrine MekkiNo ratings yet
- Dished Heads - Head TypesDocument7 pagesDished Heads - Head Typesnaveenbaskaran1989100% (1)
- API 579 - Fitness For Service SummaryDocument12 pagesAPI 579 - Fitness For Service SummaryJustin OnisoruNo ratings yet
- 14 LPD Drum FC-D-7 - Rev0 (Contoh)Document36 pages14 LPD Drum FC-D-7 - Rev0 (Contoh)azzamsiregarekaNo ratings yet
- General Metal LossDocument4 pagesGeneral Metal LossTony_Black99No ratings yet
- ASME BPVC Section VIII Division 2: Responsibilities and Duties ParagraphDocument3 pagesASME BPVC Section VIII Division 2: Responsibilities and Duties ParagraphSubrata PatraNo ratings yet
- Api 571-1Document11 pagesApi 571-1Raghavan100% (1)
- Pressure Vessel PlateDocument4 pagesPressure Vessel PlateYetkin ErdoğanNo ratings yet
- ASME Pressure Vessel JointDocument5 pagesASME Pressure Vessel JointRodrigo CarneiroNo ratings yet
- Vessel Design SlidesDocument32 pagesVessel Design SlidesJay Lawson100% (1)
- Super CalculationsDocument12 pagesSuper CalculationsCarlos Tijerina0% (1)
- Damage Mechanisms For API 653Document10 pagesDamage Mechanisms For API 653Saran KumarNo ratings yet
- SP 721 V 201Document36 pagesSP 721 V 201Mandar KardekarNo ratings yet
- Auto-Refrigeration / Brittle Fracture: Prevention and Process Safety MitigationDocument2 pagesAuto-Refrigeration / Brittle Fracture: Prevention and Process Safety MitigationAleiser Quevedo AcuñaNo ratings yet
- Thickness Monitoring (TM) EquipmentDocument236 pagesThickness Monitoring (TM) EquipmentTommyNo ratings yet
- ASME Temporary Repairs 101410-1Document41 pagesASME Temporary Repairs 101410-1khanz88_rulz1039No ratings yet
- Stress Analysis and Design Optimization of A Pressure Vessel Using Ansys PackageDocument12 pagesStress Analysis and Design Optimization of A Pressure Vessel Using Ansys Packageanthony zegarra ochoaNo ratings yet
- Vessel Presentation by Seyi 2Document25 pagesVessel Presentation by Seyi 2seyiremmyNo ratings yet
- @StandardSharing-EEMUA 237-2018Document40 pages@StandardSharing-EEMUA 237-2018Morteza ShakerienNo ratings yet
- Basic API650-Training PDFDocument75 pagesBasic API650-Training PDFDivyesh PatelNo ratings yet
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Maintenance Engineering: Reliability Centered Maintenance (RCM)Document28 pagesMaintenance Engineering: Reliability Centered Maintenance (RCM)Muhammad KamranNo ratings yet
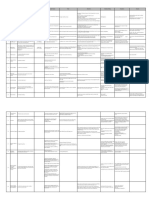
- Maintenance Engineering: Case Study of Fitness For Service AssessmentsDocument10 pagesMaintenance Engineering: Case Study of Fitness For Service AssessmentsAhmed ELmlahyNo ratings yet
- FitnessForService PDFDocument19 pagesFitnessForService PDFJai Patel100% (2)
- Fad Api 579 PDFDocument11 pagesFad Api 579 PDFMalik BetaNo ratings yet
- IntroductionDocument10 pagesIntroductionMarlon VillarrealNo ratings yet
- Section 1 - Introduction: FFS FFSDocument8 pagesSection 1 - Introduction: FFS FFSmiguelmarchanmNo ratings yet
- Fitness-For-Service (FFS) and Flaw Assessment (Deterministic and Probabilistic)Document3 pagesFitness-For-Service (FFS) and Flaw Assessment (Deterministic and Probabilistic)wa zaNo ratings yet
- Structural and Optical Characterization of Ni and Al Co-Doped Zno Nanopowders Synthesized Via The Sol-Gel ProcessDocument9 pagesStructural and Optical Characterization of Ni and Al Co-Doped Zno Nanopowders Synthesized Via The Sol-Gel ProcessKRISHNA PRASAD SUBEDIUNo ratings yet
- Whole PacketDocument396 pagesWhole PacketHenry DunaNo ratings yet
- CSEC Add Maths 2023 June Past Paper SolutionsDocument26 pagesCSEC Add Maths 2023 June Past Paper SolutionsAnu RNo ratings yet
- Formula SheetDocument1 pageFormula Sheetjannep60No ratings yet
- Calmicaglas 2005, 0409: A Constantia Iso AG CompanyDocument3 pagesCalmicaglas 2005, 0409: A Constantia Iso AG CompanyjalilemadiNo ratings yet
- NucleiDocument22 pagesNucleivaishnavpatil2458No ratings yet
- ClutchDocument3 pagesClutchEjNo ratings yet
- ANALISA KEGAGALAN RODA GIGI LURUS (SPUR GEAR) PADA MESIN KEMPA (SCREW PRESS) DAN PENCEGAHANNYA ABSTRACT-dikonversiDocument6 pagesANALISA KEGAGALAN RODA GIGI LURUS (SPUR GEAR) PADA MESIN KEMPA (SCREW PRESS) DAN PENCEGAHANNYA ABSTRACT-dikonversiAgusNo ratings yet
- Lagrangian MechanicsDocument13 pagesLagrangian MechanicsAlda Novita SariNo ratings yet
- Fluid Dynamics IIDocument126 pagesFluid Dynamics IIBaba GNo ratings yet
- Cohen Macaulay RingsDocument465 pagesCohen Macaulay RingsEl CarbNo ratings yet
- Optimization of Spatial Truss Towers Based On RAO AlgorithmsDocument12 pagesOptimization of Spatial Truss Towers Based On RAO AlgorithmsGogyNo ratings yet
- Swirling Flow-Bluff Body - RANS - 24062019Document35 pagesSwirling Flow-Bluff Body - RANS - 24062019ibrahim boukhNo ratings yet
- Nixon 1986Document13 pagesNixon 1986Abhay SinghNo ratings yet
- Lift Pulley PresentationDocument9 pagesLift Pulley PresentationNg JunqiNo ratings yet
- Homework 1Document1 pageHomework 1Nicholas TranNo ratings yet
- Loads Calculations: The Imaginary Residential Building Is Located On Madaba, Close The American University of MadabaDocument5 pagesLoads Calculations: The Imaginary Residential Building Is Located On Madaba, Close The American University of MadabaISsa Qafa'itiNo ratings yet
- DNAno 22-23 Lab OrganizationDocument4 pagesDNAno 22-23 Lab OrganizationFrancisco SousaNo ratings yet
- K To 12 CG Melcs Merged/ Clustered RetainedDocument1 pageK To 12 CG Melcs Merged/ Clustered RetainedMarfe MontelibanoNo ratings yet
- Cm131a Notes 1819Document208 pagesCm131a Notes 1819sb_waradNo ratings yet
- ENDEQN30 - Module 2 (Exact Equations) MEC191Document8 pagesENDEQN30 - Module 2 (Exact Equations) MEC191Ian Arnold FamiNo ratings yet
- Iso 4965-2-2012Document20 pagesIso 4965-2-2012Institute of Marketing & Training ALGERIANo ratings yet
- Lighting & Acoustic Performance Evaluation and DesignDocument123 pagesLighting & Acoustic Performance Evaluation and DesignTsaiWanChing100% (1)
- 1.prog Report 2Document4 pages1.prog Report 2Subhajit GhoshNo ratings yet
- Microsoft Word - Roller Coaster Physics InvestigationDocument2 pagesMicrosoft Word - Roller Coaster Physics InvestigationDominique FordeNo ratings yet
- Physics Set 10Document10 pagesPhysics Set 10bijayakumal819No ratings yet
- Surface-Based Cohesive Behaviour: Damage InitiationDocument11 pagesSurface-Based Cohesive Behaviour: Damage InitiationMAGED MOHMMED AHMED QASEMNo ratings yet
- Radio NuclidesDocument12 pagesRadio NuclideswordssmithNo ratings yet