You might also like
- Reliability Engineering and System Safety: Wenbin Dong, Torgeir Moan, Zhen GaoDocument17 pagesReliability Engineering and System Safety: Wenbin Dong, Torgeir Moan, Zhen GaoJesse gioNo ratings yet
- Spe 128602 PDFDocument10 pagesSpe 128602 PDFDaniel DamboNo ratings yet
- Naval Ship Thin Plate Buckling ChallengesDocument9 pagesNaval Ship Thin Plate Buckling ChallengesbalamuruganNo ratings yet
- Reg 1.50 PDFDocument2 pagesReg 1.50 PDFAlex GutierrezNo ratings yet
- Dusan Ilic T: SciencedirectDocument13 pagesDusan Ilic T: SciencedirectWalter Ronaldo Cachi DelgadoNo ratings yet
- Stresses in Repair Welding of High-Strength Steels-Part 1: Restraint and Cold Cracking RiskDocument13 pagesStresses in Repair Welding of High-Strength Steels-Part 1: Restraint and Cold Cracking RiskafabNo ratings yet
- Eliminating Post-Weld Heat Treatment in Repair Welding by Temper Bead TechniqueDocument9 pagesEliminating Post-Weld Heat Treatment in Repair Welding by Temper Bead TechniqueSyarief NahdiNo ratings yet
- Aws D17.2 - D17.2M-2013Document11 pagesAws D17.2 - D17.2M-2013iwanNo ratings yet
- Managing Borehole Stability ProblemsDocument8 pagesManaging Borehole Stability ProblemsWai HtutNo ratings yet
- 2012-Fracture Toughness of Friction Hydro-Pillar Processing Welding in C-MN SteelDocument5 pages2012-Fracture Toughness of Friction Hydro-Pillar Processing Welding in C-MN SteelPedro CunhaNo ratings yet
- Drill String and Casing Design For Horizontal and ExtendedDocument4 pagesDrill String and Casing Design For Horizontal and ExtendedYuga Agung PratamaNo ratings yet
- SPE 90836 Well-Completion Techniques and Methodologies For Maintaining Underbalanced Conditions Throughout Initial and Subsequent Well InterventionsDocument15 pagesSPE 90836 Well-Completion Techniques and Methodologies For Maintaining Underbalanced Conditions Throughout Initial and Subsequent Well Interventionskoroko SinseiNo ratings yet
- Submerged Arc WeldingDocument11 pagesSubmerged Arc WeldingsurendarNo ratings yet
- OMAE2017-61555: Corrosion Fatigue Mechanisms and Fracture Mechanics Based Modelling For Subsea Pipeline SteelsDocument11 pagesOMAE2017-61555: Corrosion Fatigue Mechanisms and Fracture Mechanics Based Modelling For Subsea Pipeline SteelsArab WeldersNo ratings yet
- Update On The Design of Steel Catenary Riser Systems PDFDocument12 pagesUpdate On The Design of Steel Catenary Riser Systems PDFZylyn KuaNo ratings yet
- 68 - Cartalos Et Dupuis (1993)Document11 pages68 - Cartalos Et Dupuis (1993)Hicham HichamNo ratings yet
- Welding Polarity Effects On Weld Spatters and Bead Geometry of Hyperbaric Dry GMAW (OK)Document6 pagesWelding Polarity Effects On Weld Spatters and Bead Geometry of Hyperbaric Dry GMAW (OK)Rafi ZhaffNo ratings yet
- Understanding The Need For Pre Injection From - 2019 - Journal of Rock MechanicsDocument22 pagesUnderstanding The Need For Pre Injection From - 2019 - Journal of Rock MechanicsDiego CastilloNo ratings yet
- Guidance Note Site Welding No. 7.01: ScopeDocument6 pagesGuidance Note Site Welding No. 7.01: ScopeKarthik NNo ratings yet
- Experimental Study and Modeling of GTA Welding Process: Min JouDocument8 pagesExperimental Study and Modeling of GTA Welding Process: Min JouMiguel RojasNo ratings yet
- Gas Turbine Hot Section Components The Challenge of Residual Life Assessment PDFDocument9 pagesGas Turbine Hot Section Components The Challenge of Residual Life Assessment PDFEnary SalernoNo ratings yet
- Numerical Analysis of The Weldability of SuperalloysDocument15 pagesNumerical Analysis of The Weldability of SuperalloysSgk ManikandanNo ratings yet
- Anch 003Document5 pagesAnch 003arun arunNo ratings yet
- Investigation On Dynamic Behaviors of Bubble Evolution in Underwater Wet Flux-Cored ArcweldingDocument13 pagesInvestigation On Dynamic Behaviors of Bubble Evolution in Underwater Wet Flux-Cored ArcweldingLeandro VaccariNo ratings yet
- SPE/IADC 67715 Drilling With Rotary Steerable System Reduces Wellbore TortuosityDocument10 pagesSPE/IADC 67715 Drilling With Rotary Steerable System Reduces Wellbore TortuosityMuhammad AndaruNo ratings yet
- Stresses in Repair Welding of High-Strength Steels-Part 2: Heat Control and Stress OptimizationDocument15 pagesStresses in Repair Welding of High-Strength Steels-Part 2: Heat Control and Stress OptimizationengineeringNo ratings yet
- C Harpy Impact NotesDocument11 pagesC Harpy Impact NotesAnonymous nw5AXJqjdNo ratings yet
- 14 - Mixed Mode Fatigue Crack Growth Behavior OfNi-Cr-Mo-V High Strength Steel WeldmentsDocument13 pages14 - Mixed Mode Fatigue Crack Growth Behavior OfNi-Cr-Mo-V High Strength Steel WeldmentsKAWAI LAWNo ratings yet
- Propellant Fracturing RevisitedDocument12 pagesPropellant Fracturing RevisitedFanata Yudha100% (1)
- Nanoparticles Promising Solution To Overcome SternDocument5 pagesNanoparticles Promising Solution To Overcome SternAl-Shargabi MohaNo ratings yet
- Faigue Life Prediction PDFDocument12 pagesFaigue Life Prediction PDFsalman GtrNo ratings yet
- On The Formation of A Centreline Grain Boundary During Fusion WeldingDocument11 pagesOn The Formation of A Centreline Grain Boundary During Fusion WeldingSgk ManikandanNo ratings yet
- Technical Note: Underwater Welding - Present Status and Future ScopeDocument11 pagesTechnical Note: Underwater Welding - Present Status and Future ScopeJohn RajNo ratings yet
- Gas-Lift Instability Resulted Production Loss and Its Remedy by Feedback ControlDocument9 pagesGas-Lift Instability Resulted Production Loss and Its Remedy by Feedback Controlmohamadi42No ratings yet
- Selective Laser Not MeltingDocument11 pagesSelective Laser Not MeltingAli MousaviNo ratings yet
- 1 s2.0 S0143974X13000801 MainDocument11 pages1 s2.0 S0143974X13000801 Mainwolfer INo ratings yet
- SPE 25546 Practical Horizontal Cementing Today: F.E. M.G. R.LDocument8 pagesSPE 25546 Practical Horizontal Cementing Today: F.E. M.G. R.LCoolProphetNo ratings yet
- OMAE2015 - 42119 - Integrated Numerical Approach To Design of Offshore Pipelines Susceptible To Lateral BucklingDocument9 pagesOMAE2015 - 42119 - Integrated Numerical Approach To Design of Offshore Pipelines Susceptible To Lateral BucklingAnjani PrabhakarNo ratings yet
- Investigation On The Mass Transfer Control, Process Stability and WeldingDocument11 pagesInvestigation On The Mass Transfer Control, Process Stability and WeldingRafi ZhaffNo ratings yet
- Reliability-Based Assessment of Deteriorating Ship Structures Operating in Multiple Sea Loading ClimatesDocument14 pagesReliability-Based Assessment of Deteriorating Ship Structures Operating in Multiple Sea Loading ClimatesLjubica MilovicNo ratings yet
- OTC 17221 Premium and Semi-Premium Connections Design Optimization For Varied Drilling-With-Casing ApplicationsDocument10 pagesOTC 17221 Premium and Semi-Premium Connections Design Optimization For Varied Drilling-With-Casing ApplicationsysuyycNo ratings yet
- Soldadura de PernosDocument7 pagesSoldadura de PernosABRAHAM SILVA HERNANDEZNo ratings yet
- Prediction of Forming Limits and Parameter in TheDocument17 pagesPrediction of Forming Limits and Parameter in TheĐặng Quốc ĐạiNo ratings yet
- Fatigue Crack Analysis of Subsea PipelinesDocument13 pagesFatigue Crack Analysis of Subsea PipelinesFranciscus Ventus NagoyaNo ratings yet
- Spe 128336 PDFDocument10 pagesSpe 128336 PDFDaniel DamboNo ratings yet
- OMAE2012-8: Fatigue Life Analysis For A Steel Catenary Riser in Ultra-Deep WatersDocument5 pagesOMAE2012-8: Fatigue Life Analysis For A Steel Catenary Riser in Ultra-Deep WatersdmlsfmmNo ratings yet
- Elt 121 2Document9 pagesElt 121 2martinpellsNo ratings yet
- Quality Index For Friction Stir Welds in 7050 Aluminum PlatesDocument10 pagesQuality Index For Friction Stir Welds in 7050 Aluminum PlatesGabriel AguirreNo ratings yet
- IET Computers Digital Tech - 2023 - Zhu - Research On Mapping Recognition of Arc Welding Molten Pool Characterisation andDocument11 pagesIET Computers Digital Tech - 2023 - Zhu - Research On Mapping Recognition of Arc Welding Molten Pool Characterisation andMuhammad Aoun Muhammad AounNo ratings yet
- Richter Trummer2012Document8 pagesRichter Trummer2012Kashif AlimNo ratings yet
- Factors of Safety For The Design of BreakwatersDocument10 pagesFactors of Safety For The Design of BreakwatersromeoremoNo ratings yet
- Fracture_Toughness_and_Brittle_Failure_in_Critical_Pressure_EquipmentDocument8 pagesFracture_Toughness_and_Brittle_Failure_in_Critical_Pressure_EquipmentMd Amirul KadirNo ratings yet
- Advances and Trends On Tube Bending Forming TechnoDocument12 pagesAdvances and Trends On Tube Bending Forming Techno1ere année ingNo ratings yet
- IADC/SPE 59121 When Rock Mechanics Met Drilling: Effective Implementation of Real-Time Wellbore Stability ControlDocument13 pagesIADC/SPE 59121 When Rock Mechanics Met Drilling: Effective Implementation of Real-Time Wellbore Stability ControlCAMILO ANDRES BOHORQUEZ ESPARZANo ratings yet
- Drop Weight TestDocument31 pagesDrop Weight Testgokulakrishnan vNo ratings yet
- Role of Welding Parameters Using The Flux Cored Arc Welding Process of Low Alloy Steels On Bead Geometry and Mechanical PropertiesDocument9 pagesRole of Welding Parameters Using The Flux Cored Arc Welding Process of Low Alloy Steels On Bead Geometry and Mechanical PropertiesHector QuinteroNo ratings yet
- SPE 56536 Design Approach To Sealant Selection For The Life of The WellDocument14 pagesSPE 56536 Design Approach To Sealant Selection For The Life of The WellPAOLA ANDREA DUARTE PRADANo ratings yet
- Fracture Toughness and Brittle Failure: A Pressure Vessel Case StudyDocument6 pagesFracture Toughness and Brittle Failure: A Pressure Vessel Case StudyEnp JgcNo ratings yet
- Fracture Control Steel StructuresDocument14 pagesFracture Control Steel StructuresMarcoNo ratings yet
- Earthquake isolation method with variable natural frequencyFrom EverandEarthquake isolation method with variable natural frequencyNo ratings yet
- Developments in Underwater WeldingDocument5 pagesDevelopments in Underwater WeldingAbhay SinghNo ratings yet
- Problems Welding Higher-Strength Low Alloy Steels UnderwaterDocument9 pagesProblems Welding Higher-Strength Low Alloy Steels UnderwaterAbhay SinghNo ratings yet
- Para Maguru 2018Document13 pagesPara Maguru 2018Abhay SinghNo ratings yet
- Intelligent Technologies for Robotic WeldingDocument21 pagesIntelligent Technologies for Robotic WeldingAbhay SinghNo ratings yet
- Study On Sub-Sea Pipelines Hyperbaric Welding Repair Under High Air PressuresDocument7 pagesStudy On Sub-Sea Pipelines Hyperbaric Welding Repair Under High Air PressuresAbhay SinghNo ratings yet
- 1.9 Contact Ratio and Specific SlidingDocument6 pages1.9 Contact Ratio and Specific SlidingShubh BhawsarNo ratings yet
- Looking AroundDocument11 pagesLooking AroundsudhirvatsaNo ratings yet
- A Seed Shares a Farmer's StoryDocument8 pagesA Seed Shares a Farmer's StoryRamyaMeenakshiNo ratings yet
- 402 Information Technology Class IXDocument189 pages402 Information Technology Class IXParth KulkarniNo ratings yet
- Seeds and Seeds: DiscussDocument9 pagesSeeds and Seeds: DiscusssudhirvatsaNo ratings yet
- Lecture 25Document5 pagesLecture 25Abhay SinghNo ratings yet
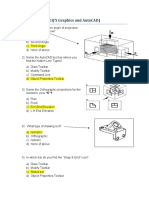
- MCQ Quiz on AutoCAD GraphicsDocument6 pagesMCQ Quiz on AutoCAD Graphicsoahsarma3052372No ratings yet
- Lecture 25Document5 pagesLecture 25Abhay SinghNo ratings yet
- Looking AroundDocument11 pagesLooking AroundsudhirvatsaNo ratings yet
- Ncert Book For Class 5 Evs Chapter 4Document7 pagesNcert Book For Class 5 Evs Chapter 4seravanakumarNo ratings yet
- How Different Tastes Are DetectedDocument13 pagesHow Different Tastes Are DetectedSweetyNo ratings yet
- Super Senses: Has This Ever Happened To You?Document14 pagesSuper Senses: Has This Ever Happened To You?sudhirvatsaNo ratings yet
- Abhay Kumar Singh PA 54 Div-1 (SOM Assignment-2)Document6 pagesAbhay Kumar Singh PA 54 Div-1 (SOM Assignment-2)Abhay SinghNo ratings yet
- Gyroscope: Gyre' Is A Greek Word, Meaning Circular Motion' and Gyration Means The WhirlingDocument53 pagesGyroscope: Gyre' Is A Greek Word, Meaning Circular Motion' and Gyration Means The WhirlingDeva ChNo ratings yet
- Subject Name: Theory of Mechanisms and MachinesDocument2 pagesSubject Name: Theory of Mechanisms and MachinesAbhay SinghNo ratings yet
- A Snake Charmer's TaleDocument7 pagesA Snake Charmer's TalesudhirvatsaNo ratings yet
- Abhay Kumar Singh PA 54Document3 pagesAbhay Kumar Singh PA 54Abhay SinghNo ratings yet
- ME8651 Design of Transmission Systems PDFDocument83 pagesME8651 Design of Transmission Systems PDFइंडिया न्यूज़ 81100% (2)
- Simple Hydraulic Circuits Lab ManualDocument12 pagesSimple Hydraulic Circuits Lab ManualAbhay SinghNo ratings yet
- Estimating Thermodynamic Cycle Efficiency with MATLABDocument2 pagesEstimating Thermodynamic Cycle Efficiency with MATLABAbhay SinghNo ratings yet
- Abhay Kumar Singh PA-54 Div-1 Assignment-4Document2 pagesAbhay Kumar Singh PA-54 Div-1 Assignment-4Abhay SinghNo ratings yet
- Pneumatics Symbols Din ISO 1219 PDFDocument4 pagesPneumatics Symbols Din ISO 1219 PDFN.Palaniappan100% (1)
- Optimized Air Distribution DesignDocument9 pagesOptimized Air Distribution DesignAbhay SinghNo ratings yet
- 3 - Simple Pneumatic Circuits Using Trainer KitDocument14 pages3 - Simple Pneumatic Circuits Using Trainer KitAbhay SinghNo ratings yet
- Internal Surface Treatment SpecificationDocument3 pagesInternal Surface Treatment SpecificationaltipatlarNo ratings yet
- HHW Class - 11th ScienceDocument9 pagesHHW Class - 11th SciencePratham BabbarNo ratings yet
- Training Report on Effervescent and Generic FormulationsDocument36 pagesTraining Report on Effervescent and Generic FormulationsShubham DhundaleNo ratings yet
- Organic Chemistry IUPAC Naming PracticeDocument4 pagesOrganic Chemistry IUPAC Naming PracticeArnab KumarNo ratings yet
- A GUIDE TO PHYTOCHEMICAL ANALYSIS Ijariie9430Document10 pagesA GUIDE TO PHYTOCHEMICAL ANALYSIS Ijariie9430Franca OkechukwuNo ratings yet
- Principles of General Chemistry 3rd Edition Silberberg Solutions ManualDocument10 pagesPrinciples of General Chemistry 3rd Edition Silberberg Solutions ManualBrianJimenezanco100% (28)
- SP 154 H Tds ATAMAN CHEMICALS 20201218 192837Document1 pageSP 154 H Tds ATAMAN CHEMICALS 20201218 192837marshallNo ratings yet
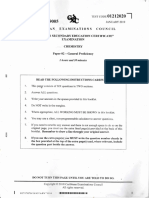
- CSEC Chemistry Paper 2 January 2019 PDFDocument21 pagesCSEC Chemistry Paper 2 January 2019 PDFWadu Hek100% (1)
- Klein+2 10-2 12+updatedDocument23 pagesKlein+2 10-2 12+updateddesmonae03No ratings yet
- 2018 - Multi-Porous Quaternized Chitosan-Polystyrene Microbeads For Scalable, Efficient Heparin RecoveryDocument33 pages2018 - Multi-Porous Quaternized Chitosan-Polystyrene Microbeads For Scalable, Efficient Heparin RecoveryCARLOS ALBERTO RAMIREZ BARRAGANNo ratings yet
- PTFE Technical Data Sheet Highlights Chemical Resistance and Wide Temperature RangeDocument1 pagePTFE Technical Data Sheet Highlights Chemical Resistance and Wide Temperature RangeMarisa Yuni Nur AzizaNo ratings yet
- Module 3Document4 pagesModule 3Stephen KaiNo ratings yet
- Chemistry Literature Review TopicsDocument7 pagesChemistry Literature Review Topicsea8142xb100% (1)
- Analysis of HoneyDocument14 pagesAnalysis of HoneyMomo PlayerNo ratings yet
- Windrowing Poultry Litter After A Broiler House Has Been Sprinkled With Water1Document16 pagesWindrowing Poultry Litter After A Broiler House Has Been Sprinkled With Water1Lima CostaNo ratings yet
- Filming Corrosion Inhibitor For Oil and Gas Field PDFDocument20 pagesFilming Corrosion Inhibitor For Oil and Gas Field PDFPabel Lema100% (1)
- TilesDocument84 pagesTilesgagan raoNo ratings yet
- Nesrine-2021-2016 P4 MSDocument406 pagesNesrine-2021-2016 P4 MSMostafa HaithamNo ratings yet
- Trilon C FTDocument1 pageTrilon C FTjean carlos murillo hernandezNo ratings yet
- Clayfix II Plus SDSDocument9 pagesClayfix II Plus SDSdanalabNo ratings yet
- Baghouse Dust Collector - Pulse-Jet Dust Filter in Cement PlantDocument17 pagesBaghouse Dust Collector - Pulse-Jet Dust Filter in Cement PlantSarbaz BanozaiNo ratings yet
- Quantitative Risk Analyses in The - Process IndustriesDocument97 pagesQuantitative Risk Analyses in The - Process IndustriesHadjerNo ratings yet
- Lime Provides An Economical Way of Soil StabilizationDocument1 pageLime Provides An Economical Way of Soil StabilizationCalynn Tiffany YapNo ratings yet
- Ficha Tecnica TAPA VIALDocument2 pagesFicha Tecnica TAPA VIALAlexander BedoyaNo ratings yet
- Bilirubin Liquicolor: Photometric Colorimetric Test For Total Bilirubin DCA MethodDocument1 pageBilirubin Liquicolor: Photometric Colorimetric Test For Total Bilirubin DCA MethodMaherNo ratings yet
- 2806 9061 1 PBDocument6 pages2806 9061 1 PBTjokroaminoto Alfath HoliliNo ratings yet
- D and F BlockDocument40 pagesD and F Blockmithramithun001No ratings yet
- SCH3U Unit 1 - Chapter 1 - Section 1.3Document10 pagesSCH3U Unit 1 - Chapter 1 - Section 1.3Wenyin DaiNo ratings yet
- StoichiometryDocument11 pagesStoichiometryRonalda GuevarraNo ratings yet
- General Chemistry 1 Activity Sheet Quarter 2 - MELC 4 Week 7Document14 pagesGeneral Chemistry 1 Activity Sheet Quarter 2 - MELC 4 Week 7LayNo ratings yet