You might also like
- Wind Turbines in Cold Climates: Icing Impacts and Mitigation SystemsFrom EverandWind Turbines in Cold Climates: Icing Impacts and Mitigation SystemsNo ratings yet
- bs4994 Case Study PDFDocument4 pagesbs4994 Case Study PDFA.Subin DasNo ratings yet
- Optimal Design of Flexural Systems: Beams, Grillages, Slabs, Plates and ShellsFrom EverandOptimal Design of Flexural Systems: Beams, Grillages, Slabs, Plates and ShellsNo ratings yet
- Case Study of Vessel As Per BS 4994Document4 pagesCase Study of Vessel As Per BS 4994nagarathinam82100% (1)
- Low-Temperature Mechanical Properties of Glass/epoxy LaminatesDocument9 pagesLow-Temperature Mechanical Properties of Glass/epoxy LaminatesbiondimiNo ratings yet
- 17 1999ply Drops Composites Part BDocument12 pages17 1999ply Drops Composites Part BsergioNo ratings yet
- GangLi - Impact Modelling of Kevlar Fabric Composite PanelsDocument20 pagesGangLi - Impact Modelling of Kevlar Fabric Composite PanelsRafael ZanettiNo ratings yet
- FSI Analyses of A High-Performance Solar Boat Composite T-HydrofoilDocument6 pagesFSI Analyses of A High-Performance Solar Boat Composite T-HydrofoilTomás CarreiraNo ratings yet
- (C. Bisagni, L. Lanzi) Post-Buckling Optimisation of Composite Stiffened Panels Using Neural Networks PDFDocument11 pages(C. Bisagni, L. Lanzi) Post-Buckling Optimisation of Composite Stiffened Panels Using Neural Networks PDFbayuhotma0% (1)
- Post-Buckling Optimisation of Composite Stiffened Panels Using Neural NetworksDocument11 pagesPost-Buckling Optimisation of Composite Stiffened Panels Using Neural NetworksBosco RajuNo ratings yet
- GRP Enclosed SubstationDocument3 pagesGRP Enclosed SubstationjoseNo ratings yet
- Craze Growth and Fracture in ABS PolymersDocument8 pagesCraze Growth and Fracture in ABS PolymersdsqdNo ratings yet
- Review of Composite Sandwich Structure in Aeronautic ApplicationsDocument23 pagesReview of Composite Sandwich Structure in Aeronautic ApplicationsFatih KESKİNo ratings yet
- Supertough Wear-Resistant CoatingsDocument9 pagesSupertough Wear-Resistant CoatingssaatehNo ratings yet
- Effect of Specimen Thickness On Fatigue Crack Growth Rate: Heung-Bae Park, Byong-Whi LeeDocument7 pagesEffect of Specimen Thickness On Fatigue Crack Growth Rate: Heung-Bae Park, Byong-Whi LeeGeleya geleyaNo ratings yet
- Optimization of Composite Laminates Using Simulated Annealing Algorithm Using Different Failure CriteriaDocument8 pagesOptimization of Composite Laminates Using Simulated Annealing Algorithm Using Different Failure Criteriasurajit_13No ratings yet
- Fatigue Performance of A Connection For GRC Cladding Panels: September 2017Document7 pagesFatigue Performance of A Connection For GRC Cladding Panels: September 2017Almer MustafićNo ratings yet
- 1988 Experimental Fatigue Evaluation of Externally Welded Box GirderslDocument10 pages1988 Experimental Fatigue Evaluation of Externally Welded Box GirderslmabuhamdNo ratings yet
- Bulkhead AnalisisDocument9 pagesBulkhead AnalisisSaranraj ENo ratings yet
- Ramprashad - Open Cylinder BlastDocument34 pagesRamprashad - Open Cylinder BlasthpmonNo ratings yet
- Piperack ModularisationDocument4 pagesPiperack ModularisationSubhojit AdhikaryNo ratings yet
- Dimple Jacket Heat Transfer Estimation PDFDocument3 pagesDimple Jacket Heat Transfer Estimation PDFicingrockNo ratings yet
- International Journal of Advanced and Applied Sciences: Numerical Modeling of Defective Hybrid Composite PlatesDocument7 pagesInternational Journal of Advanced and Applied Sciences: Numerical Modeling of Defective Hybrid Composite Platesbachour58No ratings yet
- A Method For Optimally Designing Laminated Plates Subject To Fatigue Loads For Minimum Weight Using A Cumulative Damage ConstraintDocument6 pagesA Method For Optimally Designing Laminated Plates Subject To Fatigue Loads For Minimum Weight Using A Cumulative Damage ConstraintAbdelillah feghoulNo ratings yet
- Study On Composite Light Gauge Frames Subjected To Lateral LoadDocument7 pagesStudy On Composite Light Gauge Frames Subjected To Lateral LoadVignesh GuruNo ratings yet
- Report - 1cumberland Close - Balcony FRPDocument19 pagesReport - 1cumberland Close - Balcony FRPYousifNo ratings yet
- Optimum Cost Design of Steel Box GirderDocument7 pagesOptimum Cost Design of Steel Box GirderChartree LertsimaNo ratings yet
- Buttling, S (2013) - Some Thoughts On The Ultimate Resistance of PilesDocument6 pagesButtling, S (2013) - Some Thoughts On The Ultimate Resistance of PilesStephen ButtlingNo ratings yet
- Accurate Technical Interpretation of Clause-11.3 of Is-456-2000 For Stripping of FormworkDocument2 pagesAccurate Technical Interpretation of Clause-11.3 of Is-456-2000 For Stripping of FormworkalibaazizNo ratings yet
- Effects of Stress Ratio On Fatigue Life of Carbon-Carbon Composites-1995, Theoretical and Applied Fracture MechanicsDocument11 pagesEffects of Stress Ratio On Fatigue Life of Carbon-Carbon Composites-1995, Theoretical and Applied Fracture MechanicsaeromatNo ratings yet
- AC Design - 2Document31 pagesAC Design - 2Linh GiaNo ratings yet
- Shuttering Design & Cost Comparisons: Rawal Meet Hemant, Bharakhada Mayank Prakash, Dhawde Akash AnkushDocument5 pagesShuttering Design & Cost Comparisons: Rawal Meet Hemant, Bharakhada Mayank Prakash, Dhawde Akash AnkushmjrulezNo ratings yet
- Mechanical Comportement of A Cement Plant Rotary KilnDocument6 pagesMechanical Comportement of A Cement Plant Rotary KilnCorrosion FactoryNo ratings yet
- Static and Fatigue Behaviour of Hexagonal Honeycomb Cores Under In-Plane Shear LoadsDocument19 pagesStatic and Fatigue Behaviour of Hexagonal Honeycomb Cores Under In-Plane Shear LoadsAnto PellisseryNo ratings yet
- Diseño de BushingsDocument6 pagesDiseño de BushingsIWueNo ratings yet
- Wedge and Double Cantilever Beam Tests On A High Temperature Melt Processable Polyimide Adhesive, TPER-Bpda-PaDocument22 pagesWedge and Double Cantilever Beam Tests On A High Temperature Melt Processable Polyimide Adhesive, TPER-Bpda-PajesusmachorroNo ratings yet
- Vibration Analysis of Rotary Cement Kiln Using Fin 2Document5 pagesVibration Analysis of Rotary Cement Kiln Using Fin 2nunchakuNo ratings yet
- Week 11 - Glass Part 2 - 2023. Full PageDocument71 pagesWeek 11 - Glass Part 2 - 2023. Full PageShiv kumar ThakurNo ratings yet
- An Advanced Optimal Approach For High Voltage AC Bushing DesignDocument6 pagesAn Advanced Optimal Approach For High Voltage AC Bushing DesignAnbu ArasanNo ratings yet
- Damage Initiation Mechanism in Rubber Sheet Composites During The Static LoadingDocument8 pagesDamage Initiation Mechanism in Rubber Sheet Composites During The Static LoadingMa RcoNo ratings yet
- Analysis of The Brittle Fracture Avoidance Model For Pressure Vessels in European Standard 2005Document12 pagesAnalysis of The Brittle Fracture Avoidance Model For Pressure Vessels in European Standard 2005cehamos882No ratings yet
- Camera Ready Paper 2Document9 pagesCamera Ready Paper 2Shri Narayan Agnihotri EPGDMAI Batch 1No ratings yet
- Structural Steel Design UGNA3032Document74 pagesStructural Steel Design UGNA3032木辛耳总No ratings yet
- Design Calculation of Packing Support PlateDocument3 pagesDesign Calculation of Packing Support PlatevikeshkharvaNo ratings yet
- 10.0000@Www - Fujipress.jp@generic 29FA4A78D074Document2 pages10.0000@Www - Fujipress.jp@generic 29FA4A78D074binukumar100No ratings yet
- Design and Analysis of Filament Wound Composite Pressure Vessel With Integrated-End DomesDocument9 pagesDesign and Analysis of Filament Wound Composite Pressure Vessel With Integrated-End DomesmrezaianNo ratings yet
- Cylindrical ShellsDocument10 pagesCylindrical ShellsSurender Gundubolu100% (1)
- Buckling and Ultimate Strength Criteria of Stiffened Shells Under Combined Loading For Reliability AnalysisDocument20 pagesBuckling and Ultimate Strength Criteria of Stiffened Shells Under Combined Loading For Reliability AnalysisKatherine JohnsonNo ratings yet
- Design and Analysis of Large Transportable Vacuum Insulated Cryogenic VesselDocument3 pagesDesign and Analysis of Large Transportable Vacuum Insulated Cryogenic VesselAnonymous kw8Yrp0R5r100% (1)
- Quay Walls - Combined - Wall - Buckling - TubesDocument12 pagesQuay Walls - Combined - Wall - Buckling - TubesHugo LeiteNo ratings yet
- The Investigation of Die Back Edge Cracking in Flip Chip Ceramic Ball Grid Array Package (FC-CBGA)Document12 pagesThe Investigation of Die Back Edge Cracking in Flip Chip Ceramic Ball Grid Array Package (FC-CBGA)faizal99No ratings yet
- Structural Design of Timber To BS 5268Document15 pagesStructural Design of Timber To BS 5268ablarence100% (1)
- A Study On The Creep and Shrinkage ofDocument6 pagesA Study On The Creep and Shrinkage ofAngga Fajar SetiawanNo ratings yet
- Exercises On Fracture MechanicsDocument33 pagesExercises On Fracture Mechanicsyaswanth199260% (5)
- Computers and Geotechnics: Martin Achmus, Yu-Shu Kuo, Khalid Abdel-RahmanDocument11 pagesComputers and Geotechnics: Martin Achmus, Yu-Shu Kuo, Khalid Abdel-RahmanShokoofeAlaviNo ratings yet
- 12262-Article Text-34368-1-10-20171207Document7 pages12262-Article Text-34368-1-10-20171207PeterNo ratings yet
- Nubbin - DJDocument6 pagesNubbin - DJDebelmeNo ratings yet
- Effect of Material Properties On DesignDocument32 pagesEffect of Material Properties On DesignKumaravel SivamNo ratings yet
- 4 MJRoegnerfinalDocument5 pages4 MJRoegnerfinalfelice.tartaglioneNo ratings yet
- 10.1007@s00170 018 03267 9Document10 pages10.1007@s00170 018 03267 9Sampa DasNo ratings yet
- BS en 10223-5-2012Document16 pagesBS en 10223-5-2012Federico De MartiniNo ratings yet
- BS en 10223-1-2012Document14 pagesBS en 10223-1-2012Federico De MartiniNo ratings yet
- BS en 10223-2-2012Document18 pagesBS en 10223-2-2012Federico De MartiniNo ratings yet
- BS en 10223-6-2012Document14 pagesBS en 10223-6-2012Federico De Martini100% (2)
- BS en 10223-4-2012Document16 pagesBS en 10223-4-2012Federico De MartiniNo ratings yet
- BS en 10222-5-2017Document34 pagesBS en 10222-5-2017Federico De Martini0% (1)
- BS en 10222-4-2017Document20 pagesBS en 10222-4-2017Federico De MartiniNo ratings yet
- BS en 1028am PDFDocument14 pagesBS en 1028am PDFEidrish ShaikhNo ratings yet
- BS en 10222-2-2017Document32 pagesBS en 10222-2-2017Federico De MartiniNo ratings yet
- BS en 10222-1-2017Document28 pagesBS en 10222-1-2017Federico De MartiniNo ratings yet
- BS en 10219-2-2019Document48 pagesBS en 10219-2-2019Federico De Martini100% (2)
- BS en 10218-1-2012Document16 pagesBS en 10218-1-2012Federico De Martini100% (1)
- BS en 10222-3-2017Document18 pagesBS en 10222-3-2017Federico De MartiniNo ratings yet
- BS en 10217-6-2019Document42 pagesBS en 10217-6-2019Federico De MartiniNo ratings yet
- BS en 10217-4-2019Document40 pagesBS en 10217-4-2019Federico De MartiniNo ratings yet
- BS en 10181-2019Document16 pagesBS en 10181-2019Federico De Martini100% (1)
- BS en 10217-1-2019Document50 pagesBS en 10217-1-2019Federico De MartiniNo ratings yet
- BS en 10210-2-2019Document46 pagesBS en 10210-2-2019Federico De MartiniNo ratings yet
- BS en 10217-2-2019Document38 pagesBS en 10217-2-2019Federico De Martini100% (2)
- Steel Castings For Pressure Purposes: British Standard Bs en 10213:2007Document32 pagesSteel Castings For Pressure Purposes: British Standard Bs en 10213:2007Federico De MartiniNo ratings yet
- BS en 10215-1995 (1999)Document16 pagesBS en 10215-1995 (1999)Federico De Martini0% (1)
- BS en 10202-2001 (2003)Document48 pagesBS en 10202-2001 (2003)Federico De MartiniNo ratings yet
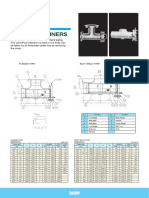
- Tee Type StrainersDocument2 pagesTee Type StrainersFederico De MartiniNo ratings yet
- BS en 10177-2019Document16 pagesBS en 10177-2019Federico De MartiniNo ratings yet
- Continuously Organic Coated (Coil Coated) Steel Flat Products - Technical Delivery ConditionsDocument42 pagesContinuously Organic Coated (Coil Coated) Steel Flat Products - Technical Delivery ConditionsFederico De MartiniNo ratings yet
- BS en 10003-2-1995 (1998)Document14 pagesBS en 10003-2-1995 (1998)Sainath AmudaNo ratings yet
- AS-NZS 3862-2002 (External Fusion-Bonded Epoxy Coating For Steel Pipes)Document65 pagesAS-NZS 3862-2002 (External Fusion-Bonded Epoxy Coating For Steel Pipes)Federico De Martini100% (1)
- SSPC - SP3 PipingDocument2 pagesSSPC - SP3 Pipingvirus1999No ratings yet
- Comando Linea AutoCadDocument1 pageComando Linea AutoCadFederico De MartiniNo ratings yet
- Science and Health 6Document2 pagesScience and Health 6MA. PATRIA MANDAPNo ratings yet
- Kami Export - ALEXA CADENA - PhotosynthesisLabSE - Google Doc VersionDocument5 pagesKami Export - ALEXA CADENA - PhotosynthesisLabSE - Google Doc VersionALEXA CADENANo ratings yet
- Covalent and Metallic Bonding Mcqs by FMDocument17 pagesCovalent and Metallic Bonding Mcqs by FMfarymemon15No ratings yet
- Robotics CH 4 Robot DynamicsDocument40 pagesRobotics CH 4 Robot DynamicsCharlette Alessi InaoNo ratings yet
- Fully Automatic Current and Voltage Transformer Test SetDocument8 pagesFully Automatic Current and Voltage Transformer Test SetMuhammad ShahidNo ratings yet
- D38999/24WD35S N D38999/20WB35S N D38999/24WB35S N D38999/26WB35P N D38999/26WC35P NDocument49 pagesD38999/24WD35S N D38999/20WB35S N D38999/24WB35S N D38999/26WB35P N D38999/26WC35P NsdfsdfNo ratings yet
- SPM Phy Quantity of Heat IDocument13 pagesSPM Phy Quantity of Heat ICHINEMEREM EZEHNo ratings yet
- Design of SlabDocument7 pagesDesign of SlabAlam Mohammad Parvez SaifiNo ratings yet
- Crane Proof Testing & LAG Revisions 2020 PDFDocument26 pagesCrane Proof Testing & LAG Revisions 2020 PDF朱峰No ratings yet
- Chapter 11: Magnetic Materials: EXERCISES (PAGES 263 - 264)Document14 pagesChapter 11: Magnetic Materials: EXERCISES (PAGES 263 - 264)sagarshivnathsingh18818No ratings yet
- Classical Mechanics QuizDocument4 pagesClassical Mechanics QuizeveryoneMD100% (3)
- W2manual42 Part2 Theory Rev1Document256 pagesW2manual42 Part2 Theory Rev1Maria Camila Valencia CárdenasNo ratings yet
- PV Sol-Main-11014092 (En) Hi PDFDocument56 pagesPV Sol-Main-11014092 (En) Hi PDFŁukasz Misak100% (1)
- Menzel, Kaiser - 2020 - Weimar, Cold War, and Historical ExplanationDocument10 pagesMenzel, Kaiser - 2020 - Weimar, Cold War, and Historical ExplanationDouglas BarrosNo ratings yet
- Observational AstronomyDocument427 pagesObservational AstronomyKorhan KaraNo ratings yet
- MatterDocument1 pageMatterKunle Asekunola AbiodunNo ratings yet
- Philosophy ReviewerDocument9 pagesPhilosophy ReviewerLeinard ManahanNo ratings yet
- CHM 101 QuestionsDocument4 pagesCHM 101 QuestionsAbraham BanjoNo ratings yet
- RTV Silicone Rubber CoatingDocument7 pagesRTV Silicone Rubber CoatingJane ChatsiriphatthanaNo ratings yet
- Adsorption Dryer HRS: Technical DataDocument3 pagesAdsorption Dryer HRS: Technical DataReza JabbarzadehNo ratings yet
- DC 70D ManualDocument17 pagesDC 70D ManualAnonymous vqsuRyNo ratings yet
- Capacitance Pressure TransmitterDocument3 pagesCapacitance Pressure TransmitterRufat SafaraliyevNo ratings yet
- Gas Dynamics MCQsDocument6 pagesGas Dynamics MCQsprawinlNo ratings yet
- Heidenhain ISO G CodesDocument7 pagesHeidenhain ISO G CodesZsolt HajduNo ratings yet
- MWDocument4 pagesMWHtoo Eain LwinNo ratings yet
- Neet 2021 Physics Paper With SolutionDocument13 pagesNeet 2021 Physics Paper With SolutionAnilNo ratings yet
- DPP-2 (Coulomb's Law and Principle of Superposition)Document6 pagesDPP-2 (Coulomb's Law and Principle of Superposition)Youtuber RSNo ratings yet
- Industrial Crops & Products: Bishwajit Changmai, Putla Sudarsanam, Lalthazuala RokhumDocument10 pagesIndustrial Crops & Products: Bishwajit Changmai, Putla Sudarsanam, Lalthazuala RokhumIdemudia VictorNo ratings yet
- Assignment No. 4 - 2020-21 PDFDocument2 pagesAssignment No. 4 - 2020-21 PDFnikhil khanwaniNo ratings yet
- Chismtry Form 2 Government BookDocument119 pagesChismtry Form 2 Government BookAmal AwaleNo ratings yet
- A Welder’s Handbook to Robotic ProgrammingFrom EverandA Welder’s Handbook to Robotic ProgrammingRating: 5 out of 5 stars5/5 (3)
- Dark Aeon: Transhumanism and the War Against HumanityFrom EverandDark Aeon: Transhumanism and the War Against HumanityRating: 5 out of 5 stars5/5 (1)
- Artificial Intelligence: From Medieval Robots to Neural NetworksFrom EverandArtificial Intelligence: From Medieval Robots to Neural NetworksRating: 4 out of 5 stars4/5 (3)
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindFrom EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindNo ratings yet
- Arduino: The complete guide to Arduino for beginners, including projects, tips, tricks, and programming!From EverandArduino: The complete guide to Arduino for beginners, including projects, tips, tricks, and programming!Rating: 4 out of 5 stars4/5 (3)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Artificial Intelligence: The Complete Beginner’s Guide to the Future of A.I.From EverandArtificial Intelligence: The Complete Beginner’s Guide to the Future of A.I.Rating: 4 out of 5 stars4/5 (5)
- Evil Robots, Killer Computers, and Other Myths: The Truth About AI and the Future of HumanityFrom EverandEvil Robots, Killer Computers, and Other Myths: The Truth About AI and the Future of HumanityRating: 4.5 out of 5 stars4.5/5 (3)
- Mastering Drones - A Beginner's Guide To Start Making Money With DronesFrom EverandMastering Drones - A Beginner's Guide To Start Making Money With DronesRating: 2.5 out of 5 stars2.5/5 (3)
- In the Age of AI: How AI and Emerging Technologies Are Disrupting Industries, Lives, and the Future of WorkFrom EverandIn the Age of AI: How AI and Emerging Technologies Are Disrupting Industries, Lives, and the Future of WorkRating: 5 out of 5 stars5/5 (1)
- Comprehensive Guide to Robotic Process Automation (RPA): Tips, Recommendations, and Strategies for SuccessFrom EverandComprehensive Guide to Robotic Process Automation (RPA): Tips, Recommendations, and Strategies for SuccessNo ratings yet
- Artificial You: AI and the Future of Your MindFrom EverandArtificial You: AI and the Future of Your MindRating: 4 out of 5 stars4/5 (3)
- How to Survive a Robot Uprising: Tips on Defending Yourself Against the Coming RebellionFrom EverandHow to Survive a Robot Uprising: Tips on Defending Yourself Against the Coming RebellionRating: 3.5 out of 5 stars3.5/5 (129)
- Arduino: The ultimate Arduino guide for beginners, including Arduino programming, Arduino cookbook, tips, tricks, and more!From EverandArduino: The ultimate Arduino guide for beginners, including Arduino programming, Arduino cookbook, tips, tricks, and more!Rating: 3 out of 5 stars3/5 (1)
- Atlas of AI: Power, Politics, and the Planetary Costs of Artificial IntelligenceFrom EverandAtlas of AI: Power, Politics, and the Planetary Costs of Artificial IntelligenceRating: 5 out of 5 stars5/5 (9)
- ChatGPT: The Future of Intelligent ConversationFrom EverandChatGPT: The Future of Intelligent ConversationRating: 3.5 out of 5 stars3.5/5 (8)
- PLC Programming & Implementation: An Introduction to PLC Programming Methods and ApplicationsFrom EverandPLC Programming & Implementation: An Introduction to PLC Programming Methods and ApplicationsNo ratings yet
- Create Profitable Side Hustles with Artificial IntelligenceFrom EverandCreate Profitable Side Hustles with Artificial IntelligenceNo ratings yet
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationFrom EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationRating: 4.5 out of 5 stars4.5/5 (2)
- Collection of Raspberry Pi ProjectsFrom EverandCollection of Raspberry Pi ProjectsRating: 5 out of 5 stars5/5 (1)