You might also like
- Andreas Audi Kemal S - 293201122 - Assignment - LONDON POP CONCERTDocument3 pagesAndreas Audi Kemal S - 293201122 - Assignment - LONDON POP CONCERTAndreas Audi KemalNo ratings yet
- (053121) Can You Analiyze This ProblemDocument8 pages(053121) Can You Analiyze This ProblemAndreas Audi KemalNo ratings yet
- Westward Magazine Eddi KuncoroDocument2 pagesWestward Magazine Eddi KuncoroAndreas Audi KemalNo ratings yet
- Problem Analysis - Group 9 (I)Document4 pagesProblem Analysis - Group 9 (I)Andreas Audi KemalNo ratings yet
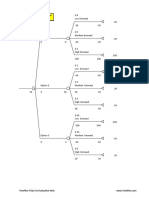
- Individual - Pre-Class Assignment - Decision Tree - Adrian Ova Triandi - 29320160Document2 pagesIndividual - Pre-Class Assignment - Decision Tree - Adrian Ova Triandi - 29320160Andreas Audi KemalNo ratings yet
- Decision Tree - Ines Permatasari SetiawanDocument14 pagesDecision Tree - Ines Permatasari Setiawanines100% (1)
- Andreas Audi Kemal S - 29320112 - Assignment 1Document1 pageAndreas Audi Kemal S - 29320112 - Assignment 1Andreas Audi KemalNo ratings yet
- Andreas Audi Kemal Setiawan - 29320112 - PIO MidtermDocument2 pagesAndreas Audi Kemal Setiawan - 29320112 - PIO MidtermAndreas Audi KemalNo ratings yet
- Andreas Audi Kemal Setiawan-Business Economics GM11-Summary of Price and Income ElasticityDocument4 pagesAndreas Audi Kemal Setiawan-Business Economics GM11-Summary of Price and Income ElasticityAndreas Audi KemalNo ratings yet
- Summary of Demand Theory and ElasticityDocument5 pagesSummary of Demand Theory and ElasticityAndreas Audi KemalNo ratings yet
- Summary of Demand Theory and ElasticityDocument5 pagesSummary of Demand Theory and ElasticityAndreas Audi KemalNo ratings yet
- Summary of Production TheoryDocument6 pagesSummary of Production TheoryAndreas Audi KemalNo ratings yet
- Andreas Audi Kemal Setiawan - 29320112 - Quiz#1Document2 pagesAndreas Audi Kemal Setiawan - 29320112 - Quiz#1Andreas Audi KemalNo ratings yet
- Five Forces Analysis Sido MunculDocument5 pagesFive Forces Analysis Sido MunculAndreas Audi KemalNo ratings yet
- Summary of Demand, Supply, and Market EquilibriumDocument3 pagesSummary of Demand, Supply, and Market EquilibriumAndreas Audi KemalNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- BMW Coding Parameters - F48 - For X1 SeriesDocument5 pagesBMW Coding Parameters - F48 - For X1 SeriesJB100% (2)
- Inland Water Transport Sector: Inland Waterways Authority of IndiaDocument41 pagesInland Water Transport Sector: Inland Waterways Authority of IndiaArul RajNo ratings yet
- EotE - GM Screen (Back and Front)Document8 pagesEotE - GM Screen (Back and Front)Liubartas AleksiejusNo ratings yet
- Golf GTI R32 Jetta Mk4Document50 pagesGolf GTI R32 Jetta Mk4Ioannis Ioannidis100% (3)
- Far Eastern University - AlabangDocument29 pagesFar Eastern University - AlabangJohn SelirioNo ratings yet
- Orifice Flange Union Assembly and Orifice Run Installation and Operation ManualDocument8 pagesOrifice Flange Union Assembly and Orifice Run Installation and Operation ManualNithin CpNo ratings yet
- Eddy-Current-Brakes Seminar Report PDFDocument21 pagesEddy-Current-Brakes Seminar Report PDFprashanta padhiary50% (4)
- McDonnell Douglas MD-11Document35 pagesMcDonnell Douglas MD-11fefethepilot100% (1)
- Dynamic Listening Speaking 2Document64 pagesDynamic Listening Speaking 2المۂ۬ﹻ۬ﹻﹻ۬ﹻﹻ۬ﹻﹻ۬ﹻلكۂ۬ة المتۂ۬ﹻ۬ﹻﹻ۬ﹻﹻ۬ﹻﹻ۬ﹻمۂ۬ردۂ۬No ratings yet
- Aviation ManagementDocument25 pagesAviation ManagementSai Vishwanath100% (1)
- Current Affairs December 1 2022 PDF by AffairsCloud 1Document26 pagesCurrent Affairs December 1 2022 PDF by AffairsCloud 1Vivek KumarNo ratings yet
- GREEN Access Catalog Gangways Loading Racks Truck Railcar 2014Document36 pagesGREEN Access Catalog Gangways Loading Racks Truck Railcar 2014Anonymous lTuo7N9No ratings yet
- Summer Training Report NTPCDocument45 pagesSummer Training Report NTPCChetan MeenaNo ratings yet
- 2100 Queen Anne Ave. N: SEATTLE, WA 98109Document15 pages2100 Queen Anne Ave. N: SEATTLE, WA 98109branax2000No ratings yet
- USAREUR Pam 30-60-1 1973 Identification Guide, Part Two Weapons and Equipment, Eastern European Communist Armies, Volume IDocument262 pagesUSAREUR Pam 30-60-1 1973 Identification Guide, Part Two Weapons and Equipment, Eastern European Communist Armies, Volume IBob Andrepont100% (2)
- Imoca 60 RC Work Breakdown StructureDocument1 pageImoca 60 RC Work Breakdown StructureSardar PerdawoodNo ratings yet
- Standard Type BattleshipDocument9 pagesStandard Type BattleshipDarel Boyer100% (1)
- G2 Study NotesDocument46 pagesG2 Study NotesJoseph Haley0% (1)
- Delphi AffidavitDocument8 pagesDelphi AffidavitPJ MediaNo ratings yet
- Notes For Shippign Week 3Document31 pagesNotes For Shippign Week 3Tay Min SiNo ratings yet
- Projects 072019Document12 pagesProjects 072019Kanha GargNo ratings yet
- Teesta Torsha Sleeper Class (SL)Document2 pagesTeesta Torsha Sleeper Class (SL)hriday store cyber cafeNo ratings yet
- The Good The Bad The DifficultDocument14 pagesThe Good The Bad The DifficultSudhir GotaNo ratings yet
- How To Get To Uh On Thebus University of Hawaii at Manoa Bus StopsDocument2 pagesHow To Get To Uh On Thebus University of Hawaii at Manoa Bus StopszxcvxcvxzcvNo ratings yet
- Diesel Starter MotorsDocument11 pagesDiesel Starter MotorsTalebNo ratings yet
- SOEs by Sajid Mehmood QaziDocument4 pagesSOEs by Sajid Mehmood QaziAdilNo ratings yet
- SRC PDFDocument87 pagesSRC PDFLuis Alfonso Ortiz ESpinosaNo ratings yet
- Transport Mechanisms in CellsDocument4 pagesTransport Mechanisms in Cellsd_94No ratings yet
- Corteco 2010 Pocket Guide v20Document72 pagesCorteco 2010 Pocket Guide v20Ricardo Godoy Muñoz50% (4)