You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- CPCL Water Management DR.MDocument47 pagesCPCL Water Management DR.MasrkNo ratings yet
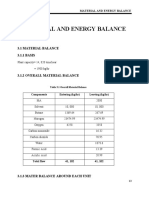
- Chapter 3 Material & Energy BalanceDocument5 pagesChapter 3 Material & Energy BalanceAli AhsanNo ratings yet
- Chapter No.10 MSDS & HAZOPDocument7 pagesChapter No.10 MSDS & HAZOPAli AhsanNo ratings yet
- Chapter 2 Process and Material SelectionDocument12 pagesChapter 2 Process and Material SelectionAli AhsanNo ratings yet
- Chapter 5 Reactor DesignDocument16 pagesChapter 5 Reactor DesignAli AhsanNo ratings yet
- Chapter 1 HistoryDocument9 pagesChapter 1 HistoryAli AhsanNo ratings yet
- Chapter 3 Material BalanceDocument4 pagesChapter 3 Material BalanceAli AhsanNo ratings yet
- Chapter 5 AbsorberDocument13 pagesChapter 5 AbsorberAli AhsanNo ratings yet
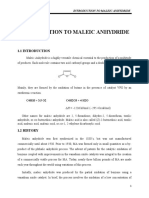
- Chapter 1 Introduction To Maleic AnhydrideDocument5 pagesChapter 1 Introduction To Maleic AnhydrideAli AhsanNo ratings yet
- Topics Covered : 1.1 Introduction To IPA 1.2 Properties 1.3 Uses 1.4 Status Around The WorldDocument7 pagesTopics Covered : 1.1 Introduction To IPA 1.2 Properties 1.3 Uses 1.4 Status Around The WorldAli AhsanNo ratings yet
- Chap 8. CondenserDocument9 pagesChap 8. CondenserAli Ahsan100% (1)
- Chap 5. Design of Pressure VessedDocument13 pagesChap 5. Design of Pressure VessedAli AhsanNo ratings yet
- Chap 4. Design of ReactorDocument15 pagesChap 4. Design of ReactorAli AhsanNo ratings yet
- Table of Contents:: Chapter No. Title Page NoDocument1 pageTable of Contents:: Chapter No. Title Page NoAli AhsanNo ratings yet
- Chap 2. ProcessDocument8 pagesChap 2. ProcessAli AhsanNo ratings yet
- Chapter # 9: Cost EstimationDocument5 pagesChapter # 9: Cost EstimationAli AhsanNo ratings yet
- ShahidDocument3 pagesShahidAli AhsanNo ratings yet
- Chapter # 7: Hazop StudyDocument6 pagesChapter # 7: Hazop StudyAli AhsanNo ratings yet
- Chapter 10Document7 pagesChapter 10Ali AhsanNo ratings yet
- Chapter # 11: ReferencesDocument4 pagesChapter # 11: ReferencesAli AhsanNo ratings yet
- Components Formulas Molecular Weight Sour Gas Flowrate (Kgmol/hr)Document3 pagesComponents Formulas Molecular Weight Sour Gas Flowrate (Kgmol/hr)Ali AhsanNo ratings yet
- Material Balance Sheet: Process StreamsDocument1 pageMaterial Balance Sheet: Process StreamsAli AhsanNo ratings yet
- Coal (Makarwal) : Approximate Analysis: Ultimate AnalysisDocument3 pagesCoal (Makarwal) : Approximate Analysis: Ultimate AnalysisAli AhsanNo ratings yet
- Chapter No 2Document21 pagesChapter No 2Ali AhsanNo ratings yet
- Stream 3 Mass % Mole% Stream 4 Mass % Mole% Stream 5 Mass % ComponentDocument12 pagesStream 3 Mass % Mole% Stream 4 Mass % Mole% Stream 5 Mass % ComponentAli AhsanNo ratings yet
- SubmisionDocument3 pagesSubmisionAli AhsanNo ratings yet
- Chapter No 1Document18 pagesChapter No 1Ali AhsanNo ratings yet
- Production of Gasoline From Naphtha: Session 2002-2005Document4 pagesProduction of Gasoline From Naphtha: Session 2002-2005Ali AhsanNo ratings yet
- Reference: WWW - Reforming PDFDocument3 pagesReference: WWW - Reforming PDFAli AhsanNo ratings yet
- Table of ContentsDocument13 pagesTable of ContentsAli AhsanNo ratings yet
- ORIGINALDocument109 pagesORIGINALAli AhsanNo ratings yet
- Grassroot Refinery Economics PDFDocument45 pagesGrassroot Refinery Economics PDFKokil JainNo ratings yet
- Molino 2016Document16 pagesMolino 2016vitor_alberto_7No ratings yet
- Techniques For Extraction of Essential Oils From PlantsDocument3 pagesTechniques For Extraction of Essential Oils From PlantsRahman SuyadiNo ratings yet
- Hypothetical Process PathsDocument9 pagesHypothetical Process Pathsifiok100% (1)
- IFFCO Kalol Internship ReportDocument67 pagesIFFCO Kalol Internship ReportSiddhant Dhiman50% (2)
- Crude Oil PricesDocument6 pagesCrude Oil Pricesshubhanjali kesharwaniNo ratings yet
- MNGL ListDocument1 pageMNGL ListHarish GundaNo ratings yet
- Ley de Hess EjercDocument5 pagesLey de Hess EjercmrconnnstanzaNo ratings yet
- Determination of Rate EquationDocument9 pagesDetermination of Rate EquationIsabella ThomasNo ratings yet
- Essentials of Chemical KineticsDocument49 pagesEssentials of Chemical KineticsJohn KanteNo ratings yet
- Tanker FamiliarisationDocument7 pagesTanker FamiliarisationPasha PavelsNo ratings yet
- Caprolactam Process DescriptionDocument8 pagesCaprolactam Process DescriptionJohannah Jane Abuel100% (2)
- Flare Unit Operating ManualDocument152 pagesFlare Unit Operating ManualOne man armyNo ratings yet
- Route To MethanolDocument20 pagesRoute To Methanolruk1921No ratings yet
- Oil Production in NorwayDocument51 pagesOil Production in NorwayNikunj GuptaNo ratings yet
- Oxyfuel Gas WeldingDocument19 pagesOxyfuel Gas WeldingHAZEL BELLONo ratings yet
- Integrating Detailed Hydrocarbon Analysis Data With Simulated Distillation To Improve The Characterisation of Crude Oils by Gas ChromatographyDocument2 pagesIntegrating Detailed Hydrocarbon Analysis Data With Simulated Distillation To Improve The Characterisation of Crude Oils by Gas ChromatographyYajuvendra JhalaNo ratings yet
- API 75 Sumary ReportDocument57 pagesAPI 75 Sumary ReportJORGENo ratings yet
- Chap11chemistry of CombustionDocument10 pagesChap11chemistry of CombustionBanwari Lal PrajapatNo ratings yet
- Biological Treatment of Waste Water: Shaswati Saha Csir-Jrf WWT DivisionDocument21 pagesBiological Treatment of Waste Water: Shaswati Saha Csir-Jrf WWT DivisionShielaMaeRomeroPrestadoNo ratings yet
- Deaerators Explained HandbookDocument14 pagesDeaerators Explained HandbookABRAR KHALILNo ratings yet
- Week03 Multi Component Flash DistillationDocument31 pagesWeek03 Multi Component Flash DistillationTirapath Chobchuen100% (1)
- Deaerator in A Thermal Power PlantDocument48 pagesDeaerator in A Thermal Power PlantVivek Tiwari100% (1)
- Sales Account Manager Production Chemist in Houston TX Resume Exeario BoscanDocument3 pagesSales Account Manager Production Chemist in Houston TX Resume Exeario BoscanExearioBoscanNo ratings yet
- Natural Gas Liquids Recovery.: CRYO-PLUS™ TechnologyDocument12 pagesNatural Gas Liquids Recovery.: CRYO-PLUS™ TechnologyRuben PerezNo ratings yet
- 11.boiler Water ChemistryDocument9 pages11.boiler Water Chemistrykcp1986No ratings yet
- Allyl BDocument9 pagesAllyl BDemet AcargilNo ratings yet
- Crude OilDocument5 pagesCrude OilAieysha AndrewsNo ratings yet
- Chemical KineticsDocument17 pagesChemical KineticspriyasbsNo ratings yet