You might also like
- Wire Jewelry Tutorial: Grapes Chandelier EarringsFrom EverandWire Jewelry Tutorial: Grapes Chandelier EarringsRating: 4 out of 5 stars4/5 (1)
- Build It YourselfDocument6 pagesBuild It YourselfBooksNo ratings yet
- Balun Intro and Construction 1Document6 pagesBalun Intro and Construction 1Robson Batista do nascimentoNo ratings yet
- Winch Cable Replacement InstructionsDocument2 pagesWinch Cable Replacement InstructionsJACKNo ratings yet
- EWC Max I ManualDocument12 pagesEWC Max I ManualDương Tiến TháiNo ratings yet
- Making Ethernet CablesDocument33 pagesMaking Ethernet Cablesmateto_2014No ratings yet
- Cab&Chaissis ElectricalDocument323 pagesCab&Chaissis Electricaltipo3331100% (13)
- Splices and Joints 1 1Document38 pagesSplices and Joints 1 1Ivan PaderesNo ratings yet
- Lapp Quick-Link Bushings: Instructions For Installation and Removal ofDocument3 pagesLapp Quick-Link Bushings: Instructions For Installation and Removal oframsesiNo ratings yet
- Lab 1 Steps To Make A Straight Through Ethernet CableDocument4 pagesLab 1 Steps To Make A Straight Through Ethernet CablemohamedNo ratings yet
- Pacific Antenna 20 and 40M Lightweight Dipole Kit: Diagram Showing Configuration and Approximate LengthsDocument6 pagesPacific Antenna 20 and 40M Lightweight Dipole Kit: Diagram Showing Configuration and Approximate LengthsedosviracNo ratings yet
- Wb3ayw Wire Collinear For 2 MetersDocument7 pagesWb3ayw Wire Collinear For 2 MetersEduard Gabi OrdeanNo ratings yet
- M2 Antenna Systems, Inc. Model No: 222-5WL: SpecificationsDocument6 pagesM2 Antenna Systems, Inc. Model No: 222-5WL: SpecificationsAndhi AerosupplyNo ratings yet
- Antennas 40M3FS-125Document15 pagesAntennas 40M3FS-1257c3c conteststationNo ratings yet
- Elastimold Compact I JointDocument6 pagesElastimold Compact I Jointwerawatb819No ratings yet
- 3.7 Meter ASC 208VAC Tedlar DP-7SSDocument36 pages3.7 Meter ASC 208VAC Tedlar DP-7SSpower kartoffelNo ratings yet
- Antenna HandoutDocument8 pagesAntenna HandoutPhil BoxxNo ratings yet
- Dual Core Balun Construction ProjectDocument7 pagesDual Core Balun Construction ProjectCarlos MerelloNo ratings yet
- Rovinstructions @mrabiDocument20 pagesRovinstructions @mrabiSai SharanNo ratings yet
- HFC CATV SECTION3 Overhead CablingDocument42 pagesHFC CATV SECTION3 Overhead CablingpahiescorpNo ratings yet
- Ex Up System MaintenanceDocument12 pagesEx Up System MaintenanceDerek CaseyNo ratings yet
- Transline G2 - RossDocument13 pagesTransline G2 - RossRoss EdwardNo ratings yet
- Travel AntennaDocument5 pagesTravel Antennanw2sNo ratings yet
- Quasar Kit No. 1052 3-Input Mono Mixer: General DescriptionDocument4 pagesQuasar Kit No. 1052 3-Input Mono Mixer: General DescriptionFernando FigueroaNo ratings yet
- Jacksons Tesla Wireless Coil Instructions Apr 21 2011Document50 pagesJacksons Tesla Wireless Coil Instructions Apr 21 2011zunder12100% (1)
- Kart Brake Tether InstructionsDocument1 pageKart Brake Tether Instructionsapi-284391570No ratings yet
- HELIAX Coaxial CableDocument8 pagesHELIAX Coaxial CablehernanoygNo ratings yet
- Gemquad 1Document10 pagesGemquad 14z4rbNo ratings yet
- Bow Thruster Installation InstructionsDocument9 pagesBow Thruster Installation InstructionsRovert AlonzoNo ratings yet
- Exel Spring Reel IomDocument12 pagesExel Spring Reel IomstephenNo ratings yet
- Lab No 2 PDFDocument5 pagesLab No 2 PDFaftab_sweet3024No ratings yet
- How To Make Network CableDocument5 pagesHow To Make Network CableJeanNo ratings yet
- Distribuidor Mopar 318Document17 pagesDistribuidor Mopar 318Lalo LeloNo ratings yet
- Drill Pipe ConnectionDocument20 pagesDrill Pipe ConnectionAlex Boz75% (4)
- Hoisting Grips For Coaxial Cable and Elliptical WaveguideDocument9 pagesHoisting Grips For Coaxial Cable and Elliptical WaveguideRv SalazarNo ratings yet
- 2 COC2.1 Install Network CablesDocument36 pages2 COC2.1 Install Network CablesKimberlyDeSmetNo ratings yet
- Splicing and Jointing Electrical WiresDocument35 pagesSplicing and Jointing Electrical WiresApril John ArbutanteNo ratings yet
- IEE Lab ManualDocument28 pagesIEE Lab ManualUppum Mulakam FansNo ratings yet
- Twisted HarnessDocument6 pagesTwisted Harnessasser_salehNo ratings yet
- E Plus Kit ManualDocument27 pagesE Plus Kit ManualJCMNo ratings yet
- Fractal Magic DIY HDTV Antenna PDFDocument56 pagesFractal Magic DIY HDTV Antenna PDFDarin ArmsteadNo ratings yet
- Method of Statement For Cable TerminationDocument2 pagesMethod of Statement For Cable TerminationNagaraj Vj100% (1)
- EBK 360 Shop Manual-1Document12 pagesEBK 360 Shop Manual-1swasty10% (1)
- Hall Effect MotorDocument14 pagesHall Effect MotorDiego Betancourt MejiaNo ratings yet
- How To Guide Auxiliary Switch Field InstallationDocument3 pagesHow To Guide Auxiliary Switch Field InstallationJuan CarlosNo ratings yet
- NISAMAX Solar Lantern Construction ManualDocument11 pagesNISAMAX Solar Lantern Construction ManualSourabh SalgiaNo ratings yet
- Cable Termination - Installation Instructions - 755LR - IsDocument5 pagesCable Termination - Installation Instructions - 755LR - Isvladimir_71No ratings yet
- Crimp and Test UTP Cables DemonstrationDocument6 pagesCrimp and Test UTP Cables DemonstrationYow Han LeeNo ratings yet
- Assembly Instruction BoatDocument24 pagesAssembly Instruction BoatParpala BogdanNo ratings yet
- Winding Coils - Page 4: Oscillator CoilDocument6 pagesWinding Coils - Page 4: Oscillator CoilOsmar Contreiras100% (1)
- Crystal Radio Kit - Traveler II - Instruction ManualDocument15 pagesCrystal Radio Kit - Traveler II - Instruction Manualtemp98100% (2)
- Electromagnetic LabDocument2 pagesElectromagnetic LabGear_HeadNo ratings yet
- W7LPN 2m/440 Vertical DipoleDocument8 pagesW7LPN 2m/440 Vertical DipoleHendrik AlfarisiNo ratings yet
- UTP Installation Do's and Don'ts.: Do Do Do Do Not Do Do Not Do Do Not Do Do Not Do Do Not Do Do Not DoDocument3 pagesUTP Installation Do's and Don'ts.: Do Do Do Do Not Do Do Not Do Do Not Do Do Not Do Do Not Do Do Not DoRx FooNo ratings yet
- Dena - Double 14500 VV Regulated Mod: Parts ListDocument16 pagesDena - Double 14500 VV Regulated Mod: Parts ListAlvin SugueNo ratings yet
- Cable Drum Handling ManualDocument40 pagesCable Drum Handling Manualjeb13No ratings yet
- Wired Chinese Knot, Wire Jewelry Tutorial: Layer Coiled Crystal Pearls EarringsFrom EverandWired Chinese Knot, Wire Jewelry Tutorial: Layer Coiled Crystal Pearls EarringsRating: 1 out of 5 stars1/5 (1)
- Final Daily Report Availbility (30-8-2020)Document5 pagesFinal Daily Report Availbility (30-8-2020)mohamed hamedNo ratings yet
- Final Daily Report Availbility (27-8-2020)Document5 pagesFinal Daily Report Availbility (27-8-2020)mohamed hamedNo ratings yet
- Final Daily Report Availbility (26-8-2020)Document5 pagesFinal Daily Report Availbility (26-8-2020)mohamed hamedNo ratings yet
- Final Daily Report Availbility (28-8-2020)Document5 pagesFinal Daily Report Availbility (28-8-2020)mohamed hamedNo ratings yet
- Final Daily Report Availbility (29-8-2020)Document5 pagesFinal Daily Report Availbility (29-8-2020)mohamed hamedNo ratings yet
- Final Daily Report Availbility (25-8-2020)Document5 pagesFinal Daily Report Availbility (25-8-2020)mohamed hamedNo ratings yet
- Final Daily Report Availbility (24-8-2020)Document4 pagesFinal Daily Report Availbility (24-8-2020)mohamed hamedNo ratings yet
- Final Daily Report Availbility (17-11-2020)Document5 pagesFinal Daily Report Availbility (17-11-2020)mohamed hamedNo ratings yet
- Final Daily Report Availbility With Details 00Document5 pagesFinal Daily Report Availbility With Details 00mohamed hamedNo ratings yet
- Final Daily Report Availbility (28-8-2020)Document5 pagesFinal Daily Report Availbility (28-8-2020)mohamed hamedNo ratings yet
- Final Daily Report Availbility (17-12-2020)Document5 pagesFinal Daily Report Availbility (17-12-2020)mohamed hamedNo ratings yet
- Final Daily Report Availbility (18-12-2020)Document5 pagesFinal Daily Report Availbility (18-12-2020)mohamed hamedNo ratings yet
- Final Daily Report Availbility (21-12-2020)Document5 pagesFinal Daily Report Availbility (21-12-2020)mohamed hamedNo ratings yet
- Final Daily Report Availbility (16-12-2020)Document5 pagesFinal Daily Report Availbility (16-12-2020)mohamed hamedNo ratings yet
- Final Daily Report Availbility (16-11-2020)Document5 pagesFinal Daily Report Availbility (16-11-2020)mohamed hamedNo ratings yet
- Final Daily Report Availbility (13-12-2020)Document5 pagesFinal Daily Report Availbility (13-12-2020)mohamed hamedNo ratings yet
- Final Daily Report Availbility (15-11-2020)Document5 pagesFinal Daily Report Availbility (15-11-2020)mohamed hamedNo ratings yet
- Final Daily Report Availbility (11-12-2020)Document5 pagesFinal Daily Report Availbility (11-12-2020)mohamed hamedNo ratings yet
- Final Daily Report Availbility (14-11-2020)Document5 pagesFinal Daily Report Availbility (14-11-2020)mohamed hamedNo ratings yet
- Final Daily Report Availbility (15-12-2020)Document5 pagesFinal Daily Report Availbility (15-12-2020)mohamed hamedNo ratings yet
- Final Daily Report Availbility (14-12-2020)Document5 pagesFinal Daily Report Availbility (14-12-2020)mohamed hamedNo ratings yet
- Final Daily Report Availbility (13-11-2020)Document5 pagesFinal Daily Report Availbility (13-11-2020)mohamed hamedNo ratings yet
- Final Daily Report Availbility (11-11-2020)Document5 pagesFinal Daily Report Availbility (11-11-2020)mohamed hamedNo ratings yet
- Final Daily Report Availbility (12-10-2020)Document5 pagesFinal Daily Report Availbility (12-10-2020)mohamed hamedNo ratings yet
- Final Daily Report Availbility (12-11-2020)Document5 pagesFinal Daily Report Availbility (12-11-2020)mohamed hamedNo ratings yet
- Final Daily Report Availbility (12!12!2020)Document4 pagesFinal Daily Report Availbility (12!12!2020)mohamed hamedNo ratings yet
- Final Daily Report Availbility (9-12-2020)Document6 pagesFinal Daily Report Availbility (9-12-2020)mohamed hamedNo ratings yet
- Final Daily Report Availbility (9-10-2020)Document5 pagesFinal Daily Report Availbility (9-10-2020)mohamed hamedNo ratings yet
- Final Daily Report Availbility (10-10-2020) ..Document5 pagesFinal Daily Report Availbility (10-10-2020) ..mohamed hamedNo ratings yet
- Final Daily Report Availbility (8-12-2020)Document6 pagesFinal Daily Report Availbility (8-12-2020)mohamed hamedNo ratings yet
- BRAUER Toggle ClampsDocument2 pagesBRAUER Toggle Clampsdhaval_trivedi_3No ratings yet
- Specialty BitsDocument19 pagesSpecialty BitsEric EngelkeNo ratings yet
- Atr-Ring: Sf6 Metal Enclosed Switchgear S F E N Losed SwitchDocument24 pagesAtr-Ring: Sf6 Metal Enclosed Switchgear S F E N Losed SwitchMarco PoliNo ratings yet
- MCQs of Jigs and Fixtures (Production Technology-2161909) - GTU MCQ 4Document1 pageMCQs of Jigs and Fixtures (Production Technology-2161909) - GTU MCQ 4Prashant SinghNo ratings yet
- Himel General CatalogueDocument93 pagesHimel General CatalogueJeffDeCastroNo ratings yet
- Ipos SteelDocument8 pagesIpos SteelkablokanaliNo ratings yet
- Detector de Movimiento LEGRANDDocument4 pagesDetector de Movimiento LEGRANDDeyvi Vasquez PittmanNo ratings yet
- F7-Verichrome-199611 Kodak DatasheetDocument4 pagesF7-Verichrome-199611 Kodak DatasheetOle AchenbachNo ratings yet
- BSIVDiagnostmatrix TataDocument76 pagesBSIVDiagnostmatrix Tatabhupendra thalkar100% (3)
- Electrical System IDocument191 pagesElectrical System IMsRody2009No ratings yet
- Prueba de BombaDocument4 pagesPrueba de BombaUilmerKrdenas100% (1)
- 1 - Drill String & BHA Components - Review - D1 - D2Document27 pages1 - Drill String & BHA Components - Review - D1 - D2علي سعيد سعودNo ratings yet
- ICS Lab ManualDocument28 pagesICS Lab Manualashok_abclNo ratings yet
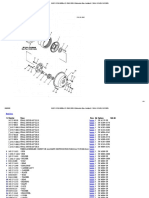
- D65P-12 S - N 60884-UP (S6D125E-2 (Emission) Eng. Installed) - FINAL DRIVE (CARRIER)Document3 pagesD65P-12 S - N 60884-UP (S6D125E-2 (Emission) Eng. Installed) - FINAL DRIVE (CARRIER)Kusuma JayaNo ratings yet
- Brochure Analog System enDocument2 pagesBrochure Analog System enEverardo Bracamontes DíazNo ratings yet
- Servisni Manual Gree en Fairy 12 BGDocument92 pagesServisni Manual Gree en Fairy 12 BGVictor Marcell Oliveira MesquitaNo ratings yet
- Stober Dimensionsheet Phq732sfss0280mb23ez404u En-UsDocument2 pagesStober Dimensionsheet Phq732sfss0280mb23ez404u En-UsjanikeNo ratings yet
- BMW G12 Independent Auxiliary HeaterDocument2 pagesBMW G12 Independent Auxiliary Heaterandrei1302No ratings yet
- Maytag Installation Instructions For Washer Dryer Models MLG19PD, MLE19PDDocument10 pagesMaytag Installation Instructions For Washer Dryer Models MLG19PD, MLE19PDmaleacount1No ratings yet
- ENS-CXX-CSU-BXX-FRM-10001-R1.0 Compliance MatrixDocument3 pagesENS-CXX-CSU-BXX-FRM-10001-R1.0 Compliance MatrixchanjunkaiNo ratings yet
- For Those Who Want To Win Tenders: An Interactive Comparison Between Danfoss AB-QM and New AB-QM 4.0Document1 pageFor Those Who Want To Win Tenders: An Interactive Comparison Between Danfoss AB-QM and New AB-QM 4.0DIOMER JERALDO BETETA CHUQUIYAURINo ratings yet
- Fireshield Plus: Conventional Fire Alarm Control PanelsDocument8 pagesFireshield Plus: Conventional Fire Alarm Control PanelsSamRiosNo ratings yet
- VT307, 3 Port Direct Operated Poppet, All Types VO307-5DZ1-QDocument3 pagesVT307, 3 Port Direct Operated Poppet, All Types VO307-5DZ1-QAlejandroNo ratings yet
- (2013) AHU Kit - D201N (10 - 40HP) - DVM S - 131218 PDFDocument23 pages(2013) AHU Kit - D201N (10 - 40HP) - DVM S - 131218 PDFbennramos100% (1)
- Fuses and RelaysDocument32 pagesFuses and RelaysbtmgrupNo ratings yet
- FM774 1Document24 pagesFM774 1scribd2002No ratings yet
- Multi Channel Gas Detector Receiver: GTC-200A SeriesDocument2 pagesMulti Channel Gas Detector Receiver: GTC-200A Seriesjames darrel LaraNo ratings yet
- Pipe Conveyor Conveyors Pm-Check ListDocument25 pagesPipe Conveyor Conveyors Pm-Check Listgullipalli srinivasa raoNo ratings yet
- 500 SeriesDocument6 pages500 SeriesGabriel BatistaNo ratings yet
- Data Sheet Title Packer Penetrator Rubber Molded: Flexibility and ReliabilityDocument1 pageData Sheet Title Packer Penetrator Rubber Molded: Flexibility and Reliabilityparag padoleNo ratings yet