You might also like
- See Unique Features of Rockwell Hardness Tester - Duramin 160Document2 pagesSee Unique Features of Rockwell Hardness Tester - Duramin 160Aimil Ltd.No ratings yet
- 3D Roughness ParametersDocument11 pages3D Roughness ParametersKarthi SundarNo ratings yet
- List of Indian Standard Specifications On Dimensional MetrologyDocument2 pagesList of Indian Standard Specifications On Dimensional MetrologyRavichandran DNo ratings yet
- Limit Gauge PDFDocument11 pagesLimit Gauge PDFParamasivam VeerappanNo ratings yet
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987From EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNo ratings yet
- Gas Cylinders - Parallel Threads For Connection of Valves To Gas CylindersDocument18 pagesGas Cylinders - Parallel Threads For Connection of Valves To Gas CylindersEduardo GomesNo ratings yet
- CATALOG KeensertmetricDocument4 pagesCATALOG KeensertmetricvaseaNo ratings yet
- NorthLab Seams Singapore SACSINGLAS ScopeDocument11 pagesNorthLab Seams Singapore SACSINGLAS ScopepchakkrapaniNo ratings yet
- Rujosimetro Miitutoyo Sj-201Document200 pagesRujosimetro Miitutoyo Sj-201Angel Alvarez Carrillo100% (1)
- ISO#TR 14638 1995 (E) - Image 600 PDF DocumentDocument5 pagesISO#TR 14638 1995 (E) - Image 600 PDF DocumentCamila QuidorneNo ratings yet
- TESA General Catalogue 2010 enDocument451 pagesTESA General Catalogue 2010 entheflamebearerNo ratings yet
- Lapmaster Catalogue1Document20 pagesLapmaster Catalogue1Hicham HrslNo ratings yet
- 1 2 NPSC Thread DetailDocument4 pages1 2 NPSC Thread DetailRamani Elampooranan K ENo ratings yet
- CG CGK Excel Vs MinitabDocument4 pagesCG CGK Excel Vs Minitabisolong100% (1)
- Plug-Snap Gauge PDFDocument2 pagesPlug-Snap Gauge PDFasifNo ratings yet
- Catalog Mitutoyo US-1001Document514 pagesCatalog Mitutoyo US-1001CristianNo ratings yet
- Iso 15422.2003Document24 pagesIso 15422.2003amit02mechNo ratings yet
- Parallel Pins With Internal Thread - IsO-8735-1997Document8 pagesParallel Pins With Internal Thread - IsO-8735-1997Corneliu VilcuNo ratings yet
- GS1 DataMatrix Guideline0115Document62 pagesGS1 DataMatrix Guideline0115Riadh JellaliNo ratings yet
- Is Iso 6547 1981Document9 pagesIs Iso 6547 1981Govind RaoNo ratings yet
- ZYGO - Surface Texture ParametersDocument20 pagesZYGO - Surface Texture ParametersramadanNo ratings yet
- Calipers, Micrometers, Indicators (PDFDrive)Document597 pagesCalipers, Micrometers, Indicators (PDFDrive)Anonymous UXu3EGRNo ratings yet
- Iso Update: Supplement To IsofocusDocument22 pagesIso Update: Supplement To IsofocusdeivisonfrancoNo ratings yet
- GD & TDocument63 pagesGD & THemanth KumarNo ratings yet
- VDA Classification - Material - List - 205 - EN PDFDocument31 pagesVDA Classification - Material - List - 205 - EN PDFgogger100% (1)
- BMS 0000147Document15 pagesBMS 0000147方綵樺No ratings yet
- Ejot - Delta PTDocument2 pagesEjot - Delta PTLucas VeronaNo ratings yet
- 2430 & TB2448 ComarisionDocument6 pages2430 & TB2448 ComarisionpiyushNo ratings yet
- Geometric Dimensioning and Tolerancing Visual GlossaryDocument23 pagesGeometric Dimensioning and Tolerancing Visual GlossarypdmnbraoNo ratings yet
- GD&TDocument5 pagesGD&TkbhattacNo ratings yet
- Tolerances For Frame Side Members (RLT) : Accuracy of ShapeDocument8 pagesTolerances For Frame Side Members (RLT) : Accuracy of ShapeAkmal NizametdinovNo ratings yet
- Q7 Gear&Geartools 2007Document45 pagesQ7 Gear&Geartools 2007M.NatarajanNo ratings yet
- Din 2393-2Document0 pagesDin 2393-2Yalavarthi ChandrasekharNo ratings yet
- ASME 1.20.1 1983 R 2006 Pipe Threads, General Purpose (Inch) - Revision and Redesignation of ASME ANSI B2.1-1968Document32 pagesASME 1.20.1 1983 R 2006 Pipe Threads, General Purpose (Inch) - Revision and Redesignation of ASME ANSI B2.1-1968DANIEL'S SERVICIOS INTEGRALES EN SOLDADURANo ratings yet
- Zeiss 60 022 0347v ConturaDocument6 pagesZeiss 60 022 0347v ConturaMike LiuNo ratings yet
- Iso 8015 - 1985-12-15Document7 pagesIso 8015 - 1985-12-15Ionut FarcasNo ratings yet
- Kroeplin - Katalog - 202110 ENDocument24 pagesKroeplin - Katalog - 202110 END.T.No ratings yet
- Previews 2233333 PreDocument10 pagesPreviews 2233333 PreTHI MEN PHAMNo ratings yet
- Iso 08764-1-2004Document28 pagesIso 08764-1-2004rtsultanNo ratings yet
- As 2282.8-1999 Methods For Testing Flexible Cellular Polyurethane Determination of Force DeflectionDocument2 pagesAs 2282.8-1999 Methods For Testing Flexible Cellular Polyurethane Determination of Force DeflectionSAI Global - APACNo ratings yet
- Asme B1.3M 1992Document9 pagesAsme B1.3M 1992Jesse ChenNo ratings yet
- Troubleshooting Induction Hardening Problems - Part 1Document2 pagesTroubleshooting Induction Hardening Problems - Part 1Jader PitangueiraNo ratings yet
- BS DD Iso 2FTS 128-71 2011-04-30Document22 pagesBS DD Iso 2FTS 128-71 2011-04-30diego mancilla rodriguezNo ratings yet
- Whitworth Tapered Pipe Thread DIN EN 10226-1, DIN EN 10226-2 Formerly Known As DIN 2999 BSPT (British Standard Tapered Pipe)Document1 pageWhitworth Tapered Pipe Thread DIN EN 10226-1, DIN EN 10226-2 Formerly Known As DIN 2999 BSPT (British Standard Tapered Pipe)LucianNechiforNo ratings yet
- Free Download Here: Iso 2768 MK PDFDocument2 pagesFree Download Here: Iso 2768 MK PDFbksinghsNo ratings yet
- Surface Finish TerminologyDocument30 pagesSurface Finish TerminologyXin YuNo ratings yet
- Tollerance CHART of Hole On Base of ShaftDocument1 pageTollerance CHART of Hole On Base of Shaftaeromm13No ratings yet
- Basic Field Checks For Laser Tracker SystemDocument4 pagesBasic Field Checks For Laser Tracker SystemJDNo ratings yet
- Barnwell: Contact Your Local Barnwell Service Centre or Phone Our Special Sales HotlineDocument36 pagesBarnwell: Contact Your Local Barnwell Service Centre or Phone Our Special Sales Hotlinemagsuarez1No ratings yet
- Gauging Practice For Plain SurfacesDocument20 pagesGauging Practice For Plain SurfacesAVINASHNo ratings yet
- DD Cen Iso TS 12780-2-2007Document18 pagesDD Cen Iso TS 12780-2-2007sandeepNo ratings yet
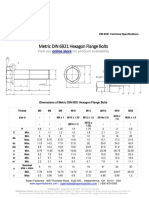
- Metric DIN 6921 Hexagon Flange Bolts: Visit Our For Product AvailabilityDocument5 pagesMetric DIN 6921 Hexagon Flange Bolts: Visit Our For Product AvailabilityJaganNo ratings yet
- Din 6173-2Document10 pagesDin 6173-2Rudiney TrombettaNo ratings yet
- Unit2 - Limits Fits & Tolerance NotesDocument19 pagesUnit2 - Limits Fits & Tolerance NotesvrmgiteduNo ratings yet
- Limits, Fits and Tolarence Metology (Lecture Slides)Document73 pagesLimits, Fits and Tolarence Metology (Lecture Slides)Njabulo NgobeseNo ratings yet
- Limits, Fits and Tolarence Metology (Lecture Slides)Document51 pagesLimits, Fits and Tolarence Metology (Lecture Slides)Njabulo NgobeseNo ratings yet
- Present 2Document24 pagesPresent 2MMSRITNo ratings yet
- The Origin & Journey of The Word: What The Dictionaries Say ? What Do The Gurus Say?Document10 pagesThe Origin & Journey of The Word: What The Dictionaries Say ? What Do The Gurus Say?Ajij MujawarNo ratings yet
- Every Remarkable Thing in This World Started With An: BE - Mech - EDPDocument14 pagesEvery Remarkable Thing in This World Started With An: BE - Mech - EDPAjij MujawarNo ratings yet
- Small and Medium Enterprises: BE - Mech - EDP SMSMPITR, AklujDocument36 pagesSmall and Medium Enterprises: BE - Mech - EDP SMSMPITR, AklujAjij MujawarNo ratings yet
- Lab Manual DTDocument80 pagesLab Manual DTAjij MujawarNo ratings yet
- Sahkar Maharshi Shankarrao Mohite-Patil Institute of Technology and Research, Akluj. Mechanical Engineering DepartmentDocument11 pagesSahkar Maharshi Shankarrao Mohite-Patil Institute of Technology and Research, Akluj. Mechanical Engineering DepartmentAjij MujawarNo ratings yet
- Lab ManualDocument19 pagesLab ManualAjij Mujawar100% (1)
- BE (Mech) Teaching Plan: Department of Mechanical Engineering Class: SemesterDocument4 pagesBE (Mech) Teaching Plan: Department of Mechanical Engineering Class: SemesterAjij MujawarNo ratings yet
- Chapter 3: Geometric Modeling: Type - I Select The Proper Answer (1 Mark)Document3 pagesChapter 3: Geometric Modeling: Type - I Select The Proper Answer (1 Mark)Ajij MujawarNo ratings yet
- Sahakar Maharshi Shankarrao Mohite-Patil Institute of Technology & Research, Shankarnagar, AklujDocument1 pageSahakar Maharshi Shankarrao Mohite-Patil Institute of Technology & Research, Shankarnagar, AklujAjij MujawarNo ratings yet
- Chapter 2: Computer Graphics: Type - I Select The Proper Answer (1 Mark)Document3 pagesChapter 2: Computer Graphics: Type - I Select The Proper Answer (1 Mark)Ajij MujawarNo ratings yet
- Chapt 6 ADocument17 pagesChapt 6 AAjij MujawarNo ratings yet
- Chapter 1: Introduction To CAD/CAM: Type - I Select The Proper Answer (1 Mark)Document3 pagesChapter 1: Introduction To CAD/CAM: Type - I Select The Proper Answer (1 Mark)Ajij MujawarNo ratings yet
- Brazing and SolderingDocument15 pagesBrazing and SolderingAjij MujawarNo ratings yet
- Cryogenic Fluid Storage & Transfer Systems: Module 5: Cryogenic Engineering ME 467Document33 pagesCryogenic Fluid Storage & Transfer Systems: Module 5: Cryogenic Engineering ME 467meeraNo ratings yet
- Classification and Definitions of Textures and Mineral Structures in OresDocument21 pagesClassification and Definitions of Textures and Mineral Structures in OresMaria Alejandra Suarez Garcia100% (3)
- DCS Control SystemDocument24 pagesDCS Control Systemhonchoabhi50% (2)
- Design and Analysis of A Dual Input DC-DC Converter For Hybrid Electric VehicleDocument23 pagesDesign and Analysis of A Dual Input DC-DC Converter For Hybrid Electric Vehiclejanga vishwanathNo ratings yet
- E P e C Machine ControllerDocument92 pagesE P e C Machine Controllerkishan1234No ratings yet
- Ray Optics NumericalsDocument2 pagesRay Optics NumericalsNishita MathurNo ratings yet
- Aryabhatiya With English Commentary TextDocument293 pagesAryabhatiya With English Commentary Textmd ctbNo ratings yet
- The Complete Guide To The TOEFL Test PBT - Tests 1 - 3 PDFDocument84 pagesThe Complete Guide To The TOEFL Test PBT - Tests 1 - 3 PDFadriolibah100% (4)
- Water Treatment Plant Performance Evaluations and OperationsDocument31 pagesWater Treatment Plant Performance Evaluations and Operationsprasanta_bbsrNo ratings yet
- Rajkumar M: ObjectiveDocument4 pagesRajkumar M: ObjectiveKarthik MandyaNo ratings yet
- Recent Advancements in Ammonia and Urea IndustriesDocument2 pagesRecent Advancements in Ammonia and Urea IndustriesSameer PandeyNo ratings yet
- Chap 4 Power SystemDocument45 pagesChap 4 Power SystemArife AbdulkerimNo ratings yet
- Questions On Probability and Random ProcessDocument3 pagesQuestions On Probability and Random ProcessSanju MathewNo ratings yet
- Vitec Equipments PVT LTD Filename: Spreader Beam CalculationDocument48 pagesVitec Equipments PVT LTD Filename: Spreader Beam CalculationDarshan PanchalNo ratings yet
- TopperDocument4 pagesTopperImmanuel renhadNo ratings yet
- IS 7098 Part 2Document24 pagesIS 7098 Part 2surya892100% (1)
- UNIT 1: Introduction To Tribology, Surfaces and FrictionDocument105 pagesUNIT 1: Introduction To Tribology, Surfaces and FrictionThurpati AnushaNo ratings yet
- Simple Stresses and StrainsDocument47 pagesSimple Stresses and StrainsmanjucircuitNo ratings yet
- Math 117calculus I (2015 1) SyllabusDocument3 pagesMath 117calculus I (2015 1) SyllabusMunira Binte MostafaNo ratings yet
- 7ut613 Setting CalculationDocument4 pages7ut613 Setting CalculationsuyamburajanNo ratings yet
- Gis Modeling FrameworkDocument23 pagesGis Modeling FrameworkLuis Carlos PaniaguaNo ratings yet
- Experiment 1: Errors, Measurements and UncertaintiesDocument4 pagesExperiment 1: Errors, Measurements and UncertaintiesMark ArquillaNo ratings yet
- Control Theory - : C3. Linearization of Nonlinear SystemsDocument21 pagesControl Theory - : C3. Linearization of Nonlinear SystemsHammad AneesNo ratings yet
- Technical Bulletin: CS5463: Functional & Performance Improvements in Revision DDocument3 pagesTechnical Bulletin: CS5463: Functional & Performance Improvements in Revision DEliecer Acosta ConyedoNo ratings yet
- Course 4 MAY 2001 Multiple-Choice Answer KeyDocument41 pagesCourse 4 MAY 2001 Multiple-Choice Answer KeyirsadNo ratings yet
- Zero Breakdown Maintenance ContentDocument4 pagesZero Breakdown Maintenance ContentVinoth KumarNo ratings yet
- Strength and Toughness of Steel Fiber Reinforced Self Compacting Concrete.Document8 pagesStrength and Toughness of Steel Fiber Reinforced Self Compacting Concrete.Umer Farooq100% (2)
- Steer by Wire Error Codes enDocument31 pagesSteer by Wire Error Codes enKadoche SantoNo ratings yet
- OpticsI 01 Light P (E)Document41 pagesOpticsI 01 Light P (E)Ma'ruf FarizalNo ratings yet
- NARESH IT FINAL YEAR PROJECT TITLES - 2010-2011eDocument66 pagesNARESH IT FINAL YEAR PROJECT TITLES - 2010-2011esandeepsandy07No ratings yet