You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Antique and Estate JewelryDocument5 pagesAntique and Estate JewelryMohammad HassanNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Chemical Register List 2021 (25.05.2021)Document9 pagesChemical Register List 2021 (25.05.2021)Osh 0717100% (2)
- The Jewelry DepartmentDocument204 pagesThe Jewelry DepartmentMohammad HassanNo ratings yet
- HOLLOW-CORE SLAB SYSTEMS Information ManDocument36 pagesHOLLOW-CORE SLAB SYSTEMS Information ManEng.wissam Safaa100% (1)
- Automatic Bending Machine Report-1Document70 pagesAutomatic Bending Machine Report-1ganeshNo ratings yet
- MGF Lab Manual-IIDocument35 pagesMGF Lab Manual-IIdanielrita570No ratings yet
- Part - I: Subjective Questions: Section (A) : Galvanic Cell, Its Representation & Salt BridgeDocument28 pagesPart - I: Subjective Questions: Section (A) : Galvanic Cell, Its Representation & Salt BridgeGOURISH AGRAWALNo ratings yet
- I Structural Terminologies: Architectural Preboard ExaminationDocument41 pagesI Structural Terminologies: Architectural Preboard ExaminationAr Agner O. BatuigasNo ratings yet
- Centrifugal Spin Casting Jewelry Production ExplainedDocument12 pagesCentrifugal Spin Casting Jewelry Production ExplainedMohammad HassanNo ratings yet
- Hand and Finger Shapes Determine The Right Ring StyleDocument5 pagesHand and Finger Shapes Determine The Right Ring StyleMohammad HassanNo ratings yet
- Creation of An Art JewelryDocument44 pagesCreation of An Art JewelryMohammad HassanNo ratings yet
- Necklace Selection: Take A Woman's Age and Body Type Into Account When Helping Her Find The Right NecklaceDocument3 pagesNecklace Selection: Take A Woman's Age and Body Type Into Account When Helping Her Find The Right NecklaceMohammad HassanNo ratings yet
- Introduction To Arduino: by Alan G. Smith September 30, 2011Document172 pagesIntroduction To Arduino: by Alan G. Smith September 30, 2011Mohammad HassanNo ratings yet
- IMME19 Schedule PDFDocument39 pagesIMME19 Schedule PDFVikram JainNo ratings yet
- 39870Document12 pages39870samirNo ratings yet
- MgR08 Care PDFDocument4 pagesMgR08 Care PDFAbdul Waheed AwanNo ratings yet
- Dyeing Theory PDFDocument50 pagesDyeing Theory PDFRamnath Kumar Yadav100% (1)
- Premalube Xtreme (Tech Sheet)Document2 pagesPremalube Xtreme (Tech Sheet)adit0% (1)
- 3SE51620CH121AN5 Datasheet enDocument4 pages3SE51620CH121AN5 Datasheet enrayggzz_88482611No ratings yet
- Microchannel Heat Exchanger As EvaporatorDocument11 pagesMicrochannel Heat Exchanger As EvaporatorAbhilash TilakNo ratings yet
- MAURER Pot BearingsDocument6 pagesMAURER Pot BearingsSetyasasmitaNo ratings yet
- Journal of Physics and Chemistry of Solids: Venkata Sreenivas Puli, Dhiren K. Pradhan, W. Pe Rez, R.S. KatiyarDocument10 pagesJournal of Physics and Chemistry of Solids: Venkata Sreenivas Puli, Dhiren K. Pradhan, W. Pe Rez, R.S. KatiyarSamah SamahNo ratings yet
- Tutorial Insulation of Electrical CablesDocument8 pagesTutorial Insulation of Electrical CablesLedred1No ratings yet
- 2011, Ippolito, Drinking Water Treatment Residuals A Review of RecDocument13 pages2011, Ippolito, Drinking Water Treatment Residuals A Review of RecAfranio Neves JrNo ratings yet
- Chapter 5 Water and Solution: 5.1 Physical Characteristics of WaterDocument15 pagesChapter 5 Water and Solution: 5.1 Physical Characteristics of WaterAlan WongNo ratings yet
- Biological Roles of Water - Why Is Water Necessary For Life - Science in The NewsDocument17 pagesBiological Roles of Water - Why Is Water Necessary For Life - Science in The NewsJoel SteveNo ratings yet
- Cored Wires: Cement IndustryDocument2 pagesCored Wires: Cement Industrymunal23No ratings yet
- Acid Plant Database: Sulphuric Acid On The Web Technical Manual DKL Engineering, IncDocument2 pagesAcid Plant Database: Sulphuric Acid On The Web Technical Manual DKL Engineering, IncLaura GreenNo ratings yet
- Caracterizacion Metalurgica de Los BracketsDocument8 pagesCaracterizacion Metalurgica de Los BracketsJorge Humberto Gil CardonaNo ratings yet
- Chapter 20: Magnetic Properties: Issues To Address..Document17 pagesChapter 20: Magnetic Properties: Issues To Address..HaroonNo ratings yet
- Organic 1 CompressedDocument4 pagesOrganic 1 CompressedMD MoonNo ratings yet
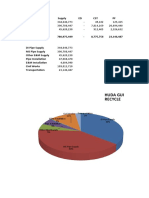
- Huda Gurgaon Recycle: Civil Works 11% Transportation 2%Document19 pagesHuda Gurgaon Recycle: Civil Works 11% Transportation 2%rvsingh17No ratings yet
- RefrigerationDocument52 pagesRefrigerationRajesh Kumar ChaubeyNo ratings yet
- Aerocon Blocks Product Literature FOLDER A4Document2 pagesAerocon Blocks Product Literature FOLDER A4subhaschandraNo ratings yet
- 2.1 Construction AggregatesDocument11 pages2.1 Construction AggregatesCorniNo ratings yet
- Concrete 22Document11 pagesConcrete 22Kurt CargoNo ratings yet
- Wilkinson Et Al 2015Document14 pagesWilkinson Et Al 2015Eddie van HalenNo ratings yet