You might also like
- Measurement of Length - Screw Gauge (Physics) Question BankFrom EverandMeasurement of Length - Screw Gauge (Physics) Question BankNo ratings yet
- A New Concept for Tuning Design Weights in Survey Sampling: Jackknifing in Theory and PracticeFrom EverandA New Concept for Tuning Design Weights in Survey Sampling: Jackknifing in Theory and PracticeNo ratings yet
- How To Writeup Practical ReportsDocument13 pagesHow To Writeup Practical Reportssasaas1212No ratings yet
- Introductory Physics Laboratory Manual Course 20300Document41 pagesIntroductory Physics Laboratory Manual Course 20300Tariq MirNo ratings yet
- Lab Manual (Text)Document41 pagesLab Manual (Text)tuan nguyenNo ratings yet
- A Language For MeasurementsDocument3 pagesA Language For MeasurementsChathunikaNo ratings yet
- Appendix 10 UpdatedDocument6 pagesAppendix 10 UpdatedEnriqueMinhazNo ratings yet
- A Language For MeasurementsDocument3 pagesA Language For MeasurementsChathunikaNo ratings yet
- Precision Reliabilityaccuracy VCAADocument7 pagesPrecision Reliabilityaccuracy VCAAPauline FrascaNo ratings yet
- Tugas 1 Bahasa Inggris: Uncertainty in Measurements and CalculationDocument5 pagesTugas 1 Bahasa Inggris: Uncertainty in Measurements and Calculationsakura tanakaNo ratings yet
- General Physics 1 MeasurementDocument8 pagesGeneral Physics 1 MeasurementRaymond De AsisNo ratings yet
- Physics Lab - PHY102 Manual - Monsoon 2016 (With Correction) PDFDocument82 pagesPhysics Lab - PHY102 Manual - Monsoon 2016 (With Correction) PDFlanjaNo ratings yet
- Unit 3 Spectroscopy Notes PDFDocument59 pagesUnit 3 Spectroscopy Notes PDF7nx58s9dyhNo ratings yet
- TUGAS 1 BAHASA INGGRIS: UNCERTAINTY IN MEASUREMENTS AND CALCULATIONSDocument6 pagesTUGAS 1 BAHASA INGGRIS: UNCERTAINTY IN MEASUREMENTS AND CALCULATIONSsakura tanakaNo ratings yet
- Accuracy Precision Forms of Errors NOTES 110038Document25 pagesAccuracy Precision Forms of Errors NOTES 110038leonardmarkgalivoNo ratings yet
- Practical Physics It 102 (1)Document106 pagesPractical Physics It 102 (1)Ahmed SayedNo ratings yet
- Experimental PlanningDocument38 pagesExperimental Planningjigs4568No ratings yet
- Intro To Engr ExperimentationDocument177 pagesIntro To Engr ExperimentationKhoa Ngo NhuNo ratings yet
- Some Discussions On Unit - 1Document11 pagesSome Discussions On Unit - 1kumbhalkarvalay8No ratings yet
- Universidad de Pamplona Laboratorio de Electromagnetismo: Keila - Barros@unipamplona - Edu.coDocument9 pagesUniversidad de Pamplona Laboratorio de Electromagnetismo: Keila - Barros@unipamplona - Edu.cosommer solerNo ratings yet
- Lecture 4 Experimental Design 18.9.18NDDocument16 pagesLecture 4 Experimental Design 18.9.18NDLance ShahNo ratings yet
- Introduction To Measurements and Error Analysis: ObjectivesDocument17 pagesIntroduction To Measurements and Error Analysis: ObjectivesDeep PrajapatiNo ratings yet
- Chem-Booklet-1-Periodic-table-and-reactivity-series_LWiDocument85 pagesChem-Booklet-1-Periodic-table-and-reactivity-series_LWi18811301255No ratings yet
- f5763552 Microsoft Word - Uncertainty Analysis Guideline 2012dDocument21 pagesf5763552 Microsoft Word - Uncertainty Analysis Guideline 2012dkuma4321No ratings yet
- Measuremen: in ADGE - 104 (General Chemistry)Document22 pagesMeasuremen: in ADGE - 104 (General Chemistry)Narag KrizzaNo ratings yet
- 1B40 DA Lecture 1Document8 pages1B40 DA Lecture 1Roy VeseyNo ratings yet
- IB Chemistry IA Guidance and HintsDocument4 pagesIB Chemistry IA Guidance and HintsGinevraPiccioniNo ratings yet
- Physics Olympiad Error and Data Analysis NoteDocument7 pagesPhysics Olympiad Error and Data Analysis NoteScience Olympiad Blog100% (1)
- Module 1 - Physical Quantities and Units - CompleteDocument53 pagesModule 1 - Physical Quantities and Units - Completemarwanfake555No ratings yet
- Trends in Analytical Chemistry: Use of recovery and bias information in analytical chemistry and estimation of its uncertainty contributionDocument35 pagesTrends in Analytical Chemistry: Use of recovery and bias information in analytical chemistry and estimation of its uncertainty contributionHazel BisaNo ratings yet
- Measuring Uncertainty - Guide QuestionsDocument2 pagesMeasuring Uncertainty - Guide QuestionsCaroline DeeNo ratings yet
- Data AnalysisDocument17 pagesData AnalysisPerwyl LiuNo ratings yet
- Name: CG: 22 - 2022 JC1 H2 CHEMISTRY (9729) Practical Manual Module One: Volumetric AnalysisDocument23 pagesName: CG: 22 - 2022 JC1 H2 CHEMISTRY (9729) Practical Manual Module One: Volumetric Analysis2022 BALAKRISHNAN ADHITHINo ratings yet
- Measurement UncertaintyDocument10 pagesMeasurement UncertaintySajal MahmudNo ratings yet
- Intro To Engr Experimentation PDFDocument177 pagesIntro To Engr Experimentation PDFbmyertekinNo ratings yet
- CIE Biology International A-Level: Evaluation of Methods and DataDocument3 pagesCIE Biology International A-Level: Evaluation of Methods and DataShania SmithNo ratings yet
- đánh giá dữ liệu phân tíchDocument14 pagesđánh giá dữ liệu phân tíchTai LeNo ratings yet
- Ratcliffe C.doubt-Free Uncertainty - Springer.2015 (W.comments)Document98 pagesRatcliffe C.doubt-Free Uncertainty - Springer.2015 (W.comments)Kenneth Palma CarmonaNo ratings yet
- Physics Project FileDocument24 pagesPhysics Project FileManoj Kumar100% (1)
- As TG5 Uncert of MeasureDocument29 pagesAs TG5 Uncert of MeasureDumitrescu StefanaNo ratings yet
- Glossary of scientific measurement termsDocument2 pagesGlossary of scientific measurement termsan7li721No ratings yet
- Instrumentation Chapter 1Document35 pagesInstrumentation Chapter 1Muluken FilmonNo ratings yet
- Some Basic Qa QC Concepts: Quality Assurance (QA) Refers To The Overall ManagementDocument8 pagesSome Basic Qa QC Concepts: Quality Assurance (QA) Refers To The Overall ManagementUltrichNo ratings yet
- Uncertainty of MeasurementDocument9 pagesUncertainty of MeasurementHanaa ElnegmeNo ratings yet
- Validity and Reliability of Classroom TestDocument32 pagesValidity and Reliability of Classroom TestDeAnneZapanta0% (1)
- IIT Roorkee Physics Lab ManualDocument79 pagesIIT Roorkee Physics Lab ManualShan MuhammedNo ratings yet
- Lab Manual (PHYS 001)Document36 pagesLab Manual (PHYS 001)AavaNo ratings yet
- Bevington Buku Teks Pengolahan Data Experimen - Bab 3Document17 pagesBevington Buku Teks Pengolahan Data Experimen - Bab 3Erlanda SimamoraNo ratings yet
- Dealing With ErrorsDocument5 pagesDealing With ErrorsPun-Tak PangNo ratings yet
- Order of Magnitude: Accuracy and PrecisionDocument7 pagesOrder of Magnitude: Accuracy and PrecisionEPHREM TEDLANo ratings yet
- DP Chemistry Lab TemplateDocument4 pagesDP Chemistry Lab TemplateNirmal RajeshNo ratings yet
- A Concise Guide To Design ExperimentDocument39 pagesA Concise Guide To Design ExperimentFARAINo ratings yet
- 01 Data Handling & MeasurementDocument17 pages01 Data Handling & Measurementjgd2080No ratings yet
- Uncertainty in MeasurementDocument12 pagesUncertainty in MeasurementLucas SantosNo ratings yet
- Errors When Handling Data in Analytical ChemistryDocument8 pagesErrors When Handling Data in Analytical ChemistryFrank ChikaniNo ratings yet
- Un Poco de Teoría Que Vas A Necesitar .: Conclusiones y Comunicación de ResultadosDocument3 pagesUn Poco de Teoría Que Vas A Necesitar .: Conclusiones y Comunicación de ResultadosNoelia GómezNo ratings yet
- 61f09e22f4757860a996e755 - AS TG 5 MU, Precision and LoD in Chemical and Micobiological LaboratoriesDocument40 pages61f09e22f4757860a996e755 - AS TG 5 MU, Precision and LoD in Chemical and Micobiological LaboratoriesdanielNo ratings yet
- MeasurementDocument21 pagesMeasurementStephen AbadinasNo ratings yet
- Practical Engineering, Process, and Reliability StatisticsFrom EverandPractical Engineering, Process, and Reliability StatisticsNo ratings yet
- Improving the User Experience through Practical Data Analytics: Gain Meaningful Insight and Increase Your Bottom LineFrom EverandImproving the User Experience through Practical Data Analytics: Gain Meaningful Insight and Increase Your Bottom LineNo ratings yet
- Decoding Quantitative Risk Assessment: Ken Ho Deputy Head, Geotechnical Engineering OfficeDocument133 pagesDecoding Quantitative Risk Assessment: Ken Ho Deputy Head, Geotechnical Engineering OfficeYUK LAM WONGNo ratings yet
- IA Checklist For Lab ReportDocument5 pagesIA Checklist For Lab ReportJohn OsborneNo ratings yet
- Current Status of Seismic Margin Assessment, Risk Evaluation, and Key IssuesDocument34 pagesCurrent Status of Seismic Margin Assessment, Risk Evaluation, and Key IssuesggsacharyNo ratings yet
- Govpub C13 PDFDocument374 pagesGovpub C13 PDFeuro707No ratings yet
- Nistir 6969 20140926 20150112Document209 pagesNistir 6969 20140926 20150112Pataki SandorNo ratings yet
- Rock grouting competence for final nuclear waste repositoryDocument67 pagesRock grouting competence for final nuclear waste repositoryPTchongNo ratings yet
- Lab 1 (Measurment)Document3 pagesLab 1 (Measurment)Madison BratinaNo ratings yet
- Organization Communication: © The Author(s) 2019 N. Jackson, Organizational Justice in Mergers and AcquisitionsDocument22 pagesOrganization Communication: © The Author(s) 2019 N. Jackson, Organizational Justice in Mergers and AcquisitionsIrailtonNo ratings yet
- Beginner's Guide To Measurement in Mechanical EngineeringDocument52 pagesBeginner's Guide To Measurement in Mechanical Engineeringkreksomukti5508100% (1)
- Michelson He NeDocument4 pagesMichelson He NeRobertoPrado-RiveraNo ratings yet
- Intro Lec 3 PDFDocument10 pagesIntro Lec 3 PDFSohail SaleemNo ratings yet
- Earthworks and Geotechnical Code of Practice - AucklandDocument40 pagesEarthworks and Geotechnical Code of Practice - AucklandJamie MooreNo ratings yet
- Expert Systems TutorialDocument8 pagesExpert Systems TutorialKuganeswara Sarma AatithanNo ratings yet
- Risk Management EssentialsDocument29 pagesRisk Management EssentialsRakesh kumar gxecylqhACNo ratings yet
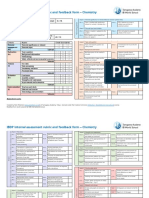
- 02 NEW Chemistry IA Rubric and FeedbackDocument2 pages02 NEW Chemistry IA Rubric and FeedbackJayadevi ShanmugamNo ratings yet
- CIE Biology International A-Level: Evaluation of Methods and DataDocument3 pagesCIE Biology International A-Level: Evaluation of Methods and DataShania SmithNo ratings yet
- EES Lecture 5Document25 pagesEES Lecture 5emrehan grsoy100% (1)
- Teacher Notes: Own Production To Other Peers. This Is PenalizedDocument7 pagesTeacher Notes: Own Production To Other Peers. This Is Penalizedgabriela acostaNo ratings yet
- NotesDocument5 pagesNotesHimanshu JethwaniNo ratings yet
- Contract, Specification & Quantity SurveyDocument60 pagesContract, Specification & Quantity Surveybulcha100% (1)
- Conductivity MeasurementDocument52 pagesConductivity Measurementhiloactive100% (4)
- Calibration Certificate for Core Cutter and DollyDocument17 pagesCalibration Certificate for Core Cutter and DollyDevkumar JaniNo ratings yet
- 1 Study Manual - Spring 2020Document256 pages1 Study Manual - Spring 2020Kwame O.TNo ratings yet
- ASTM E824 Light Meter CalibrationDocument6 pagesASTM E824 Light Meter CalibrationreiazhNo ratings yet
- Measuring Magnetic Fields with Helmholtz CoilsDocument27 pagesMeasuring Magnetic Fields with Helmholtz CoilsAnais ColibabaNo ratings yet
- Expressing Certainty and UncertaintyDocument1 pageExpressing Certainty and UncertaintyzouhairNo ratings yet
- Disco Busness Plan Guideline2Document9 pagesDisco Busness Plan Guideline2AbdussalamYusufNo ratings yet
- Nomenclature in Evaluation of Analytical MethodsDocument25 pagesNomenclature in Evaluation of Analytical Methodsjljimenez1969100% (1)
- Report of PracticumDocument27 pagesReport of PracticumIrdayani HamidNo ratings yet
- Clinical Uncertainty and Covid-19: Embrace The Questions and Find Solutions Covid-19, Uncertainty and Research OpportunitiesDocument3 pagesClinical Uncertainty and Covid-19: Embrace The Questions and Find Solutions Covid-19, Uncertainty and Research OpportunitiesArthur FernandesNo ratings yet