You might also like
- Are Farms Becoming Digital Firms Case StudyDocument2 pagesAre Farms Becoming Digital Firms Case StudyUsama Tahir94% (18)
- Autoform training manual and video tutorial downloadDocument2 pagesAutoform training manual and video tutorial downloadRobinson Parraga25% (8)
- Cloud MigrationDocument12 pagesCloud MigrationPrashant PanseNo ratings yet
- My Seminar Report Computer, Cellphone Virus and SecurityDocument49 pagesMy Seminar Report Computer, Cellphone Virus and SecurityRijy LoranceNo ratings yet
- MPLab Tutorial v1Document45 pagesMPLab Tutorial v1ASIM RIAZNo ratings yet
- Pasco CapstoneDocument6 pagesPasco CapstoneBalza ALEXANDERNo ratings yet
- Conveyor SystemsDocument12 pagesConveyor Systemsalvin bautistaNo ratings yet
- FMS - PPT FF-2Document36 pagesFMS - PPT FF-219M059 - PRANEET KANNA BNo ratings yet
- Conveyor SystemsDocument7 pagesConveyor SystemsJesse Jones SeraspeNo ratings yet
- Conveyor SDocument60 pagesConveyor SAshish Sharma100% (6)
- Conveyors and Conveying System (Module 2)Document20 pagesConveyors and Conveying System (Module 2)Gold Blando100% (3)
- MMHE Lab 1Document9 pagesMMHE Lab 1Mohammad TooneerNo ratings yet
- Chapter 1. Material Handling EquipmentDocument45 pagesChapter 1. Material Handling EquipmentFedho CherinetNo ratings yet
- CH 7 CoveyorsDocument37 pagesCH 7 CoveyorsEbrahim Ali100% (1)
- MaterialDocument24 pagesMaterialJefferson De Mesa MercadoNo ratings yet
- Power Plant AnalysisDocument19 pagesPower Plant AnalysisRandyl ManayagaNo ratings yet
- Lecture Note Week 2Document130 pagesLecture Note Week 2A4blackNo ratings yet
- Belt ConveyorDocument6 pagesBelt ConveyorNazmul AhsanNo ratings yet
- 11.0 Material HandlingDocument4 pages11.0 Material HandlingNol BarandonNo ratings yet
- Conveyors or Conveyor SystemDocument10 pagesConveyors or Conveyor SystemmotilalNo ratings yet
- 6.0 ConveyorsDocument12 pages6.0 ConveyorsHellena VivianNo ratings yet
- Conveyors and Conveying Systems PDFDocument19 pagesConveyors and Conveying Systems PDFlawrence catipayNo ratings yet
- Unit 5 Design of CranesDocument51 pagesUnit 5 Design of CranesHarshad AherNo ratings yet
- Conveyors and Conveying Systems - pptx-1Document19 pagesConveyors and Conveying Systems - pptx-1Sheena BejasaNo ratings yet
- Conveyors and Conveying Systems ExplainedDocument17 pagesConveyors and Conveying Systems ExplainedIsmaeli KielNo ratings yet
- Unit Operation 1 (3 UNITS)Document34 pagesUnit Operation 1 (3 UNITS)Glory UsoroNo ratings yet
- What Is Conveyor SystemDocument13 pagesWhat Is Conveyor SystemBurhoneySonNo ratings yet
- Materials Handling Systems and Equipment ExplainedDocument18 pagesMaterials Handling Systems and Equipment ExplainedArun MishraNo ratings yet
- Unit 3.2 - Material HandlingDocument23 pagesUnit 3.2 - Material Handlinglamao123No ratings yet
- Cost-effective material handling with conveyorsDocument79 pagesCost-effective material handling with conveyorsmichaelNo ratings yet
- Handling and Transportation-1Document47 pagesHandling and Transportation-1amanuelNo ratings yet
- Belt Conveyor 2 PDFDocument26 pagesBelt Conveyor 2 PDFHitendra ToliaNo ratings yet
- Material Handling (Full Notes)Document320 pagesMaterial Handling (Full Notes)Kailas Sree Chandran90% (52)
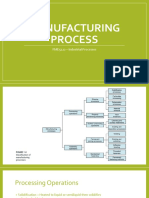
- Industrial Process ACT 2Document16 pagesIndustrial Process ACT 2Darelle James MendinaNo ratings yet
- Study of Different Types of Conveyor System and Their Use According To The Various Needs of Different IndustriesDocument5 pagesStudy of Different Types of Conveyor System and Their Use According To The Various Needs of Different Industriesnaikniladri99No ratings yet
- Conveyors: Philippine Society of Mechanical Engineers Professional Development CourseDocument18 pagesConveyors: Philippine Society of Mechanical Engineers Professional Development CoursemarlitoNo ratings yet
- Study of Different Types of Conveyor System and Their Use According To The Various Needs of Different IndustriesDocument5 pagesStudy of Different Types of Conveyor System and Their Use According To The Various Needs of Different IndustriesNegin RahNo ratings yet
- ConveyorsDocument17 pagesConveyorsmissy forlajeNo ratings yet
- Material Handling Equipment...Document41 pagesMaterial Handling Equipment...Shubhan Singh100% (2)
- Material Handling & Identification TechnologiesDocument66 pagesMaterial Handling & Identification TechnologiesFiroz Khan100% (1)
- Material HandlingDocument54 pagesMaterial HandlingNafiul Alam SnigdhoNo ratings yet
- Bulk Material Handling Conveying SilosDocument3 pagesBulk Material Handling Conveying SilosRodrigo GarcíaNo ratings yet
- Discussion 14 - Conveying SystemDocument17 pagesDiscussion 14 - Conveying SystemDough NutNo ratings yet
- Presentation (1) and AnchoringDocument16 pagesPresentation (1) and AnchoringNeha VishwakarmaNo ratings yet
- Conveyor SystemsDocument20 pagesConveyor SystemsRaia SeoNo ratings yet
- Feeders Are Machineries Used in Assembly and Manufacturing Applications To Move or "Transport" MaterialsDocument4 pagesFeeders Are Machineries Used in Assembly and Manufacturing Applications To Move or "Transport" MaterialsBorje DelonNo ratings yet
- MHE Chapter 2Document74 pagesMHE Chapter 2nurhussen nureNo ratings yet
- Belt Conveyor RepDocument47 pagesBelt Conveyor Repganesh100% (1)
- ConveyingDocument9 pagesConveyingAmit ChatterjeeNo ratings yet
- Types of Belt Conveyors & Parts ExplainedDocument61 pagesTypes of Belt Conveyors & Parts ExplainedTabor TamiruNo ratings yet
- Summary Conveyor BeltsDocument2 pagesSummary Conveyor BeltsShane NickyNo ratings yet
- Material Handling EquipmentDocument41 pagesMaterial Handling EquipmentesakkirajNo ratings yet
- Belt ConveyorDocument30 pagesBelt ConveyorajayNo ratings yet
- Conveyor System and Storage Hopper: Introduction, Types, Design ConsiderationsDocument4 pagesConveyor System and Storage Hopper: Introduction, Types, Design ConsiderationsRahul OjhaNo ratings yet
- Addis Abeba Science and Technology University: College of Electrical and Mechanical EngineeringDocument67 pagesAddis Abeba Science and Technology University: College of Electrical and Mechanical EngineeringmeronNo ratings yet
- Factors Affecting The Selection of Material Handling EquipmentDocument4 pagesFactors Affecting The Selection of Material Handling EquipmentJyNo ratings yet
- Material HandlingDocument5 pagesMaterial HandlingSIMON JOSIAHNo ratings yet
- Types of Conveyor Systems for Material HandlingDocument3 pagesTypes of Conveyor Systems for Material HandlingSyed Rameez MohiuddinNo ratings yet
- Conveyor Systems Guide: Types, Components & DesignDocument45 pagesConveyor Systems Guide: Types, Components & Designloriel maliglig100% (1)
- PIK Minggu Ke 13 and 14Document51 pagesPIK Minggu Ke 13 and 14Vincent OttoNo ratings yet
- Chap 4 3 PDFDocument28 pagesChap 4 3 PDFtaghdirimNo ratings yet
- Conveyor Systems Guide: Types, Working Principles & ApplicationsDocument49 pagesConveyor Systems Guide: Types, Working Principles & ApplicationsGowthaman MaruthamuthuNo ratings yet
- Material Handling System GuideDocument14 pagesMaterial Handling System GuideSravanth KondetiNo ratings yet
- Optimize material handling costsDocument7 pagesOptimize material handling costsDennis Tee NdareraNo ratings yet
- FME5122 - Presentation 2Document41 pagesFME5122 - Presentation 2Maximo MacatangayNo ratings yet
- FME 5122 - Presentation 5Document51 pagesFME 5122 - Presentation 5Maximo MacatangayNo ratings yet
- FME 5122 - Presentation 4Document30 pagesFME 5122 - Presentation 4Maximo MacatangayNo ratings yet
- Big Data Manufacturing AnalyticsDocument21 pagesBig Data Manufacturing AnalyticsMaximo Macatangay100% (1)
- Buy, Sell, Rent or Trade-In Product Pressure CalibratorDocument8 pagesBuy, Sell, Rent or Trade-In Product Pressure CalibratorJoão Pedro AlmeidaNo ratings yet
- GRB100D 6F2S0882-2.1r PDFDocument510 pagesGRB100D 6F2S0882-2.1r PDFAzrul Alif ZailanNo ratings yet
- Computer Science Competence Based Syllabus Final Printing VersionDocument130 pagesComputer Science Competence Based Syllabus Final Printing Versionapi-323248884100% (1)
- KPX K25PDocument5 pagesKPX K25Pczz6723No ratings yet
- 30313208-PD8100-2015 Smart Cities Overview British StandardDocument40 pages30313208-PD8100-2015 Smart Cities Overview British StandardDarlene GanubNo ratings yet
- Aircraft Landing Gear SystemDocument12 pagesAircraft Landing Gear SystemPaul Pipi OkonkwoNo ratings yet
- Underwater Warfare: Making A DifferenceDocument7 pagesUnderwater Warfare: Making A DifferencehocineNo ratings yet
- Thermo Fluids Ime-241L Lab Report: Prof. DR Salman Habib Hassan Ali Butt 2017-IM-39Document19 pagesThermo Fluids Ime-241L Lab Report: Prof. DR Salman Habib Hassan Ali Butt 2017-IM-39Mahrukh ChaudharyNo ratings yet
- Carel μRack - mRack - User manual Eng PDFDocument44 pagesCarel μRack - mRack - User manual Eng PDFAnonimo100% (1)
- Limpet Mine Imaging Sonar (LIMIS) : 1013 NE 40thDocument9 pagesLimpet Mine Imaging Sonar (LIMIS) : 1013 NE 40thJamesNo ratings yet
- Create Your Platform: Aryflex 2 Top-ClassDocument7 pagesCreate Your Platform: Aryflex 2 Top-ClassAditya aherNo ratings yet
- Case Study Report Sheet - Timmons TemplateDocument3 pagesCase Study Report Sheet - Timmons TemplateEmmanuel DianaNo ratings yet
- JJDocument3 pagesJJSceva AquilaNo ratings yet
- Amateur Radio Internet GatewayDocument176 pagesAmateur Radio Internet GatewayLuna García PadrónNo ratings yet
- 90.25771-SFF-001 As BuiltDocument45 pages90.25771-SFF-001 As BuiltValipireddy NagarjunNo ratings yet
- HUION User Manual H1060pDocument15 pagesHUION User Manual H1060pspotopolisNo ratings yet
- International ISBN Agency Agence Internationale ISBN Agencia Internacional ISBNDocument2 pagesInternational ISBN Agency Agence Internationale ISBN Agencia Internacional ISBNapi-26751250No ratings yet
- Assignment 2Document2 pagesAssignment 2Rabeea UmairNo ratings yet
- NETFLIX-Leading Streaming ServiceDocument7 pagesNETFLIX-Leading Streaming ServiceMd HussainNo ratings yet
- 5520 Access Management System, Release 9.7Document19 pages5520 Access Management System, Release 9.7Fernando Martins de OliveiraNo ratings yet
- Check Your ECDIS Uses Latest IHO S-52 StandardsDocument4 pagesCheck Your ECDIS Uses Latest IHO S-52 StandardsgongaxNo ratings yet
- Ufone Advertisement Review MarketingDocument16 pagesUfone Advertisement Review MarketingMohsyn Syed100% (6)
- Clock Domain Crossing (CDC) : Erik Seligman CS 510, Lecture 17, March 2009Document39 pagesClock Domain Crossing (CDC) : Erik Seligman CS 510, Lecture 17, March 2009Rohan PeterNo ratings yet
- Design and Fabrication of Hydraulic JackDocument4 pagesDesign and Fabrication of Hydraulic Jackabdulkabir khanNo ratings yet