You might also like
- Chevy Differentials: How to Rebuild the 10- and 12-BoltFrom EverandChevy Differentials: How to Rebuild the 10- and 12-BoltRating: 5 out of 5 stars5/5 (8)
- Small Block Chevrolet: Stock and High-Performance RebuildsFrom EverandSmall Block Chevrolet: Stock and High-Performance RebuildsRating: 4 out of 5 stars4/5 (6)
- GM Automatic Overdrive Transmission Builder's and Swapper's GuideFrom EverandGM Automatic Overdrive Transmission Builder's and Swapper's GuideRating: 4.5 out of 5 stars4.5/5 (8)
- Genie S 85 S 80X Service and Repair ManualDocument301 pagesGenie S 85 S 80X Service and Repair ManualLucyan Ionescu100% (1)
- DDEC V Injectors AdjustmentDocument15 pagesDDEC V Injectors AdjustmentIlnurSultanov100% (16)
- Service Code List 201026 BobcatDocument67 pagesService Code List 201026 BobcatMontyNo ratings yet
- Service Code List 201026 BobcatDocument67 pagesService Code List 201026 BobcatMontyNo ratings yet
- Service Code List 201026 BobcatDocument67 pagesService Code List 201026 BobcatMontyNo ratings yet
- Torque-Hub Planetary Final Drive 7000 Series Service Brakes: Manual WithDocument66 pagesTorque-Hub Planetary Final Drive 7000 Series Service Brakes: Manual WithMarceloGonçalves100% (1)
- Service 10709790 02-18-05 ANSI EnglishDocument636 pagesService 10709790 02-18-05 ANSI EnglishKeenan100% (1)
- Corona RT 46 160Document120 pagesCorona RT 46 160Rimbert100% (2)
- Parts Manual Yanmar VIO55 5Document159 pagesParts Manual Yanmar VIO55 5MontyNo ratings yet
- Parts Manual Yanmar VIO55 5Document159 pagesParts Manual Yanmar VIO55 5MontyNo ratings yet
- Parts Manual Yanmar VIO55 5Document159 pagesParts Manual Yanmar VIO55 5MontyNo ratings yet
- ATRA 41TE Rebuild (Chrysler A 604)Document115 pagesATRA 41TE Rebuild (Chrysler A 604)Patricio Bacigalupi100% (4)
- Air Conditioner Presentation A1Document29 pagesAir Conditioner Presentation A1NovakurniawanNo ratings yet
- Dressor-Galion Motor Grader Transmission Service ManualDocument44 pagesDressor-Galion Motor Grader Transmission Service ManualMonty100% (1)
- MT-14X Series Single-Reduction Forward Differential Carriers On Tandem AxlesDocument122 pagesMT-14X Series Single-Reduction Forward Differential Carriers On Tandem AxlessaurabhNo ratings yet
- Maintain and repair CF800-2 ATVDocument316 pagesMaintain and repair CF800-2 ATVcombito6100% (1)
- W3C Service Manual 3-7-13Document54 pagesW3C Service Manual 3-7-13angel017100% (1)
- Westco Model5500 Tubing TongDocument51 pagesWestco Model5500 Tubing Tong000No ratings yet
- Pgo Ligero ServicemanualDocument97 pagesPgo Ligero ServicemanualMoppie HofstedeNo ratings yet
- Suspect Parameter Numbers SPN CodesDocument159 pagesSuspect Parameter Numbers SPN CodesJulio Leija100% (1)
- Suspect Parameter Numbers SPN CodesDocument159 pagesSuspect Parameter Numbers SPN CodesJulio Leija100% (1)
- 99924-2094-01 FS600V FS541V FS481V English-EbookDocument167 pages99924-2094-01 FS600V FS541V FS481V English-EbookJeff Comfort100% (1)
- Maintain and Repair LIGERO-50 Scooter ManualDocument97 pagesMaintain and Repair LIGERO-50 Scooter Manualbrinniboo2No ratings yet
- Up5 11, Up5 15, Up5 18, Up5 22 Parts Manual Rev. DDocument92 pagesUp5 11, Up5 15, Up5 18, Up5 22 Parts Manual Rev. Djorgereinaldo78% (9)
- Kawasaki Kx125-Kx250 Manual de Reparacion 1992-1993Document236 pagesKawasaki Kx125-Kx250 Manual de Reparacion 1992-1993Juan Carlos Sanchez67% (6)
- MX6Document31 pagesMX6John GillisNo ratings yet
- CT26C Service ManualDocument72 pagesCT26C Service ManualedwinNo ratings yet
- Rboat Davit MAINTENANCE MANUAL PDFDocument14 pagesRboat Davit MAINTENANCE MANUAL PDFAnoop AnupNo ratings yet
- Concrete Arch Dam DesignDocument28 pagesConcrete Arch Dam DesignHabtamu Hailu100% (1)
- C014 Assembly Manual GuideDocument21 pagesC014 Assembly Manual Guidewillyan100% (2)
- Corona RT 46 164 SimpleDocument94 pagesCorona RT 46 164 SimpleRimbert100% (1)
- Excavator: User Operation and Maintenance ManualDocument215 pagesExcavator: User Operation and Maintenance ManualMonty100% (1)
- Excavator: User Operation and Maintenance ManualDocument215 pagesExcavator: User Operation and Maintenance ManualMonty100% (1)
- Funktionsrahmen Volvo EDC17CP22 PreviewDocument10 pagesFunktionsrahmen Volvo EDC17CP22 Previewrumellemur59No ratings yet
- 7HB (A, B, C, D, E, X) Assembly-Disassembly ManualDocument33 pages7HB (A, B, C, D, E, X) Assembly-Disassembly ManualYavuz Ercanli100% (1)
- 2017 SPLE Past Board ExamDocument16 pages2017 SPLE Past Board ExamPatriciaAndes100% (1)
- LGMG CMT96 Transmission Parts CatalogDocument84 pagesLGMG CMT96 Transmission Parts CatalogShaneNo ratings yet
- Torque-Hub Planetary Final Drive S12A4 & 6 Series Service ManualDocument58 pagesTorque-Hub Planetary Final Drive S12A4 & 6 Series Service Manualrafasel otubo guatia100% (1)
- Torque-Hub Planetary Final Drive W5B5/C5 Series Service: ManualDocument54 pagesTorque-Hub Planetary Final Drive W5B5/C5 Series Service: ManualKOMATSU SHOVELNo ratings yet
- Korando B4 D0 NJDocument10 pagesKorando B4 D0 NJlink2ndNo ratings yet
- Brake SystemDocument8 pagesBrake SystemDomingo BravoNo ratings yet
- ARB RD176 ManualDocument40 pagesARB RD176 ManualalanschNo ratings yet
- Orbitrol Repairing 2Document25 pagesOrbitrol Repairing 2Islam ShoukryNo ratings yet
- Driveline System - General Information: Principle of OperationDocument15 pagesDriveline System - General Information: Principle of OperationSergeyNo ratings yet
- EON New ManualDocument38 pagesEON New ManualS S ThakurNo ratings yet
- Air Operated Locking Differential: Installation GuideDocument42 pagesAir Operated Locking Differential: Installation GuideMahomed Samir IdrisseNo ratings yet
- RTS TG M78Document9 pagesRTS TG M78woosah1234No ratings yet
- 4346_InstructionsDocument5 pages4346_Instructions薛泽绵No ratings yet
- Failure Diagnosis: The Luk Guide To Troubleshooting Clutch System Failures and Malfunctions On Agricultural VehiclesDocument24 pagesFailure Diagnosis: The Luk Guide To Troubleshooting Clutch System Failures and Malfunctions On Agricultural VehiclesBruno RubioNo ratings yet
- 6.38 10M EH Single Shear Seal BOPDocument19 pages6.38 10M EH Single Shear Seal BOPpramodptvpm_65797156No ratings yet
- TRW Input Shaft Seal RemovalDocument6 pagesTRW Input Shaft Seal RemovalMichael ForrestNo ratings yet
- Ariel Compressor Bolting Tightening Torque-Reciprocating CompDocument8 pagesAriel Compressor Bolting Tightening Torque-Reciprocating CompCokro YudhaNo ratings yet
- Eon Series: Installation, Operation & Maintenance ManualDocument38 pagesEon Series: Installation, Operation & Maintenance ManualA SuhardimanNo ratings yet
- Clutch ManualDocument16 pagesClutch ManualCO BDNo ratings yet
- Manual de Panther T8 2013Document347 pagesManual de Panther T8 2013Anonymous Hd32bhqNo ratings yet
- Elecon Eon Installation Maintenance ManualDocument38 pagesElecon Eon Installation Maintenance Manualbudibuzen23No ratings yet
- Dillenger 1000W 10ah Kit Manual 2015Document24 pagesDillenger 1000W 10ah Kit Manual 2015Alejandro MozoNo ratings yet
- Operation Maintenance Service Manual: Heavy Duty Suspension SystemDocument18 pagesOperation Maintenance Service Manual: Heavy Duty Suspension SystemWilliam RoarkNo ratings yet
- Arb RD193Document40 pagesArb RD193carzone.santarosaNo ratings yet
- Torquehub 18hc00 SeriesDocument46 pagesTorquehub 18hc00 SeriesUbaldo Enrique Caraballo EstradaNo ratings yet
- Maxxforce DT, 9 and 10 Turbocharger Repair: Study Guide Tmt-121003Document26 pagesMaxxforce DT, 9 and 10 Turbocharger Repair: Study Guide Tmt-121003Sicein Sas100% (1)
- Dodge DGF Gear Couplings: Instruction ManualDocument2 pagesDodge DGF Gear Couplings: Instruction ManualTony_Black99No ratings yet
- Qa-Lhb-Draft Gear & CouplingDocument4 pagesQa-Lhb-Draft Gear & CouplingSriram SubramanianNo ratings yet
- Hyundai Excel X2 1989-1998 Clutch System CableDocument11 pagesHyundai Excel X2 1989-1998 Clutch System CableAshraf MuhmdNo ratings yet
- Engine Timing Tools: Part No. 4419Document8 pagesEngine Timing Tools: Part No. 4419matheus barbosa moreiraNo ratings yet
- Century 125Document63 pagesCentury 125gravi26No ratings yet
- Abs Landing Gear Guide2Document60 pagesAbs Landing Gear Guide2Fayçal MahieddineNo ratings yet
- Gearbox Installation Instructions: Removing The Old GearboxDocument9 pagesGearbox Installation Instructions: Removing The Old GearboxfiraanoolNo ratings yet
- Drive Shaft Installation InstructionDocument7 pagesDrive Shaft Installation InstructionYonas MuluNo ratings yet
- Clutch: Precautions and Preparation Clutch Release Mechanism Clutch Disc and Clutch CoverDocument14 pagesClutch: Precautions and Preparation Clutch Release Mechanism Clutch Disc and Clutch CoveryangliNo ratings yet
- Fastener Tightening Specifications: Application Specification Metric EnglishDocument32 pagesFastener Tightening Specifications: Application Specification Metric EnglishkloNo ratings yet
- Procedures For Rebuilding The PQ100/200 Sampling Pump: Maintenance ManualDocument14 pagesProcedures For Rebuilding The PQ100/200 Sampling Pump: Maintenance ManualDaniel MasiasNo ratings yet
- 18SP635Document8 pages18SP635giovanni ampueroNo ratings yet
- 9852 0625 01b Maintenance Schedule DHR 48 HDocument5 pages9852 0625 01b Maintenance Schedule DHR 48 HMood0% (1)
- Appendix - Yanamr - Tier4 Fail Safe List For V191R46Document6 pagesAppendix - Yanamr - Tier4 Fail Safe List For V191R46MontyNo ratings yet
- Appendix - Yanamr - Tier4 Fail Safe List For V191R46Document6 pagesAppendix - Yanamr - Tier4 Fail Safe List For V191R46MontyNo ratings yet
- FMI Description of FMIDocument1 pageFMI Description of FMIMontyNo ratings yet
- Daftar Harga Satuan Bahan Tambahan TAHUN 2022Document3 pagesDaftar Harga Satuan Bahan Tambahan TAHUN 2022JUNI ARTANo ratings yet
- Sand RoverDocument5 pagesSand RoverVishal BokhareNo ratings yet
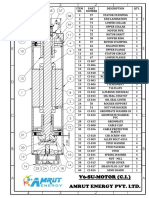
- Amrut Energy Pvt. Ltd. V6-SU-MOTOR (C.I.) V6-SU-MOTOR (C.I.)Document1 pageAmrut Energy Pvt. Ltd. V6-SU-MOTOR (C.I.) V6-SU-MOTOR (C.I.)IMTB MumbaiNo ratings yet
- D. Plants of Production of TOYOTA Vehicles Are Located Only in JapanDocument21 pagesD. Plants of Production of TOYOTA Vehicles Are Located Only in JapanJerome MamintaNo ratings yet
- Caida de Tension MM Caida de Tension Awg Tipo Conductor Cobre Elegir Corriente Longitud Conductor Agregar 100 Elegir 1 Potencia Watt MonofasicoDocument49 pagesCaida de Tension MM Caida de Tension Awg Tipo Conductor Cobre Elegir Corriente Longitud Conductor Agregar 100 Elegir 1 Potencia Watt Monofasicoorlando paredesNo ratings yet
- Dokumen - Tips Aca DampersDocument24 pagesDokumen - Tips Aca DampersKaloyan BurvanovNo ratings yet
- Despiece de Esmeril Dewalt D28490-B3Document3 pagesDespiece de Esmeril Dewalt D28490-B3Kevin Jesus Tadeo Reyes MendezNo ratings yet
- Fire Protection Equipment Model F Deluge ValvesDocument28 pagesFire Protection Equipment Model F Deluge ValvesMyrna GarzaNo ratings yet
- 6.7X3 Weigh Bridge Civil Work B.O.MDocument16 pages6.7X3 Weigh Bridge Civil Work B.O.MArindam RoyNo ratings yet
- CompleteInventory18 06 2018consumable PartsDocument10 pagesCompleteInventory18 06 2018consumable PartsHuda LestraNo ratings yet
- Life MasterDocument36 pagesLife MasterclaokerNo ratings yet
- Series W706 Ags Butterfly Valves (300 Psi/2065 Kpa) : Product DescriptionDocument6 pagesSeries W706 Ags Butterfly Valves (300 Psi/2065 Kpa) : Product DescriptionTushar LanjekarNo ratings yet
- High-capacity cold chamber die casting machineDocument2 pagesHigh-capacity cold chamber die casting machineNIPPON TOOLINGNo ratings yet
- Kop-Grid Couplings: Table No. 4 Kop-Grid Couplings - Hubs, Grid, Cover, Seal and Fastener KitsDocument2 pagesKop-Grid Couplings: Table No. 4 Kop-Grid Couplings - Hubs, Grid, Cover, Seal and Fastener Kitsvictor perdomoNo ratings yet
- 46551237-EN-07-13-New HB Regulator InstallDocument3 pages46551237-EN-07-13-New HB Regulator Installsu30mkii83gmail.comNo ratings yet
- FIRG_Stucchi_QuickCouplingsCatalog_September2022_ENDocument6 pagesFIRG_Stucchi_QuickCouplingsCatalog_September2022_ENRamu PamuruNo ratings yet
- Main Multipoint BF GuideDocument20 pagesMain Multipoint BF Guideap418060No ratings yet
- Resource: Sheepshank SheepshankDocument3 pagesResource: Sheepshank SheepshankKeanu100% (1)
- GRAPADORADocument36 pagesGRAPADORARafaelChochoaNo ratings yet
- Electro-Polished Detachable Battery Unit For Easy CleaningDocument2 pagesElectro-Polished Detachable Battery Unit For Easy CleaningIker BasqueAdventureNo ratings yet
- ISO 261-1998 - General Purpose Metric Screw Threads - General PlanDocument3 pagesISO 261-1998 - General Purpose Metric Screw Threads - General PlanNathanNo ratings yet
- Dual Bicarb STD Install ManualDocument26 pagesDual Bicarb STD Install ManualIsLaM RaGaBNo ratings yet
- Regulation No: 60 Runways and Ramps Use by Wheel BarrowDocument10 pagesRegulation No: 60 Runways and Ramps Use by Wheel BarrowHidayah DayahNo ratings yet