You might also like
- SIFLDocument42 pagesSIFLAnonymous mcFvPwzXNo ratings yet
- SIFL Training ReportDocument26 pagesSIFL Training Reportahmadmashhoorum100% (3)
- Project For Mba Deepak Desai PDFDocument48 pagesProject For Mba Deepak Desai PDFdeepakdesaia23No ratings yet
- Sifl Internship ReportDocument28 pagesSifl Internship ReportSherin SipriNo ratings yet
- PKDocument42 pagesPKSafeer Shibi100% (1)
- What Is The Strategic Direction of The Company Over The Last 3 Years? Is The Strategic Direction Likely To Last Till 2025?Document9 pagesWhat Is The Strategic Direction of The Company Over The Last 3 Years? Is The Strategic Direction Likely To Last Till 2025?Prince JoshiNo ratings yet
- A Study On Working Capital Management in Zuari Cement LTD., YerraguntlaDocument5 pagesA Study On Working Capital Management in Zuari Cement LTD., Yerraguntlasree anugraphicsNo ratings yet
- Larsen & Toubro-WPS OfficeDocument5 pagesLarsen & Toubro-WPS OfficeNihal SonkusareNo ratings yet
- Company Profile: Surya Roshni Limited (Formerly Prakash Surya Roshni Limited) IsDocument11 pagesCompany Profile: Surya Roshni Limited (Formerly Prakash Surya Roshni Limited) IsMahesh KumarNo ratings yet
- Report On Industrial Visit (Kirloskar Ferrous) : Prepared byDocument5 pagesReport On Industrial Visit (Kirloskar Ferrous) : Prepared byMizba SultanaNo ratings yet
- TQM SailDocument17 pagesTQM SailNitika KatariaNo ratings yet
- My Dawlance Report PDFDocument18 pagesMy Dawlance Report PDFShahzainAkramNo ratings yet
- CF ProjectDocument40 pagesCF ProjectYatin DhallNo ratings yet
- A Report On Placement Training at Peekay Steels PVT LTD CalicutDocument63 pagesA Report On Placement Training at Peekay Steels PVT LTD CalicutDilrupa JmNo ratings yet
- An Organization StudyDocument68 pagesAn Organization StudyGithin CleetusNo ratings yet
- FinolexDocument56 pagesFinolexRadhey JangidNo ratings yet
- 2 Organisational Study On TCCDocument54 pages2 Organisational Study On TCCAkshay ThacholiNo ratings yet
- Ashok Leyland HRDocument25 pagesAshok Leyland HRkunal100% (1)
- Human Resource Management in Steel IndustriesDocument177 pagesHuman Resource Management in Steel IndustriesAkNo ratings yet
- Bharat Heavy Electrical LimitedDocument27 pagesBharat Heavy Electrical LimitedSoniya Omir VijanNo ratings yet
- Rashtriya Ispat Nigam LimitedDocument101 pagesRashtriya Ispat Nigam LimitedFelix Amirth Raj100% (1)
- HEC Project Report1Document52 pagesHEC Project Report1r_bhushan62100% (1)
- A Study On Customer Satisfaction Level of Royal Enfield Bullet Ms. Ameer Asra Ahmed Dr. M.S. Ramachandra Mr. Siva Nagi ReddyDocument9 pagesA Study On Customer Satisfaction Level of Royal Enfield Bullet Ms. Ameer Asra Ahmed Dr. M.S. Ramachandra Mr. Siva Nagi ReddyRonik PasswalaNo ratings yet
- Aniket Bajpayee Research Project On Performance Appraisal in SAIL.Document106 pagesAniket Bajpayee Research Project On Performance Appraisal in SAIL.chiku17100% (1)
- Literature ReviewDocument9 pagesLiterature Reviewsatyam dwivedi100% (1)
- Ganesh ProjectDocument61 pagesGanesh ProjectLakhan SharmaNo ratings yet
- IDBI Bank Previous Year Question PaperDocument27 pagesIDBI Bank Previous Year Question PaperMani KrishNo ratings yet
- Federal Mogul Organization StudyDocument14 pagesFederal Mogul Organization Studychaitra r100% (1)
- Summer Internship ReportDocument35 pagesSummer Internship ReportShankhdeep Datta100% (1)
- Winter, Duke Project LDRPDocument50 pagesWinter, Duke Project LDRPVirbhadra Barad0% (1)
- Parth ProjectDocument69 pagesParth ProjectParth TrivediNo ratings yet
- Financial Statement Analysis at Kirloskar GroupDocument89 pagesFinancial Statement Analysis at Kirloskar GroupRajesh InsbNo ratings yet
- NBC Bearing Organization Structure TrainingDocument12 pagesNBC Bearing Organization Structure Traininggokul1334No ratings yet
- Yamaha ProjectDocument92 pagesYamaha ProjectAnuj Kumar Singh50% (2)
- A Study On The Marketing Strategy of Kia MotorsDocument19 pagesA Study On The Marketing Strategy of Kia MotorsAmit SinghNo ratings yet
- AmbujaDocument111 pagesAmbujajigneshvamja0% (2)
- PROJECT REPORT ON STEELDocument9 pagesPROJECT REPORT ON STEELChander ShekharNo ratings yet
- JSPL - Annual - Report - 2018 - 19 JSPL PDFDocument256 pagesJSPL - Annual - Report - 2018 - 19 JSPL PDFPAWAN VERMANo ratings yet
- My ReportDocument81 pagesMy ReportNeeraj JoshiNo ratings yet
- Project ReportDocument69 pagesProject Reportanilvyas13No ratings yet
- A Project Report On Management Information Systems of Hindustan Petroleum Corporation LimitedDocument21 pagesA Project Report On Management Information Systems of Hindustan Petroleum Corporation LimitedChandan Pahelwani0% (2)
- HMTDocument26 pagesHMTGanesh B NairNo ratings yet
- Strategy Management at Tata SteelDocument50 pagesStrategy Management at Tata SteelMuhammad Nb100% (1)
- Hero MotorDocument50 pagesHero MotorVignesh SNo ratings yet
- Inplant Training ReportDocument48 pagesInplant Training ReportyogeshNo ratings yet
- IOCL GROUP PROJECT SUBMISSIONDocument27 pagesIOCL GROUP PROJECT SUBMISSIONPradeep RajagopalNo ratings yet
- ORGANIZATIONAL STUDY OF KERALA AUTOMOBILE LTDDocument79 pagesORGANIZATIONAL STUDY OF KERALA AUTOMOBILE LTDalenNo ratings yet
- Suresh v. Uma Tvs 5Document43 pagesSuresh v. Uma Tvs 5Solomon RajuNo ratings yet
- Scooters India LTD ReportDocument105 pagesScooters India LTD ReportVaibhao VermaNo ratings yet
- Mohit Case AnalysisDocument17 pagesMohit Case AnalysisMayank Agarwal100% (1)
- An Assignment On Organizational Structure of VOLTASDocument7 pagesAn Assignment On Organizational Structure of VOLTASRaushan Kumar Naik100% (2)
- Kaynes Presention - BMDDocument18 pagesKaynes Presention - BMDArvind NangareNo ratings yet
- MBA Os RubcoDocument74 pagesMBA Os Rubconiteshvnair100% (1)
- ReportDocument23 pagesReportMohan GNo ratings yet
- Recruitment and SelectionDocument24 pagesRecruitment and SelectionMeena IyerNo ratings yet
- A Project Report: Submitted byDocument21 pagesA Project Report: Submitted byramNo ratings yet
- Mechanical - Charu GuptaDocument29 pagesMechanical - Charu GuptaSonu NarwalNo ratings yet
- ReportDocument18 pagesReportKrishna KKNo ratings yet
- Internship Report: Training Centre - Mysore ComplexDocument28 pagesInternship Report: Training Centre - Mysore Complexshubhashini K NNo ratings yet
- CH 21Document5 pagesCH 21Mr.vijay VaddiNo ratings yet
- Industrial Training in Sifl Industrial AthaniDocument34 pagesIndustrial Training in Sifl Industrial AthaniGO KUNo ratings yet
- Pallivasal Internship ReportDocument19 pagesPallivasal Internship ReportGO KUNo ratings yet
- Industrial Training in Sifl Industrial AthaniDocument34 pagesIndustrial Training in Sifl Industrial AthaniGO KUNo ratings yet
- InfoDocument2 pagesInfoGO KUNo ratings yet
- Diet Malappuram: My English WorksheetsDocument7 pagesDiet Malappuram: My English WorksheetsGO KUNo ratings yet
- MIMO Wireless Channels: Capacity and Performance PredictionDocument14 pagesMIMO Wireless Channels: Capacity and Performance Predictionapi-26172869No ratings yet
- Chinese Aluminium Price Stays FirmDocument8 pagesChinese Aluminium Price Stays FirmAnver AkperovNo ratings yet
- Lysaght Referee - 34th Edition Book (2019)Document466 pagesLysaght Referee - 34th Edition Book (2019)andrewb2005No ratings yet
- MEPLDocument35 pagesMEPLMegamet Engineers Pvt. Ltd.No ratings yet
- Pilana Hand Hacksaw Blades 2018Document16 pagesPilana Hand Hacksaw Blades 2018Avinash Sai KalyanNo ratings yet
- Saudi Aramco Inspection ChecklistDocument8 pagesSaudi Aramco Inspection Checklistnisha_khanNo ratings yet
- 5 Use Hand Tools 5Document47 pages5 Use Hand Tools 5International Technology Center IncNo ratings yet
- Wilhelmsen Ships Service - Unitor Welding Handbook PDFDocument561 pagesWilhelmsen Ships Service - Unitor Welding Handbook PDFRubén MamaniNo ratings yet
- Intro - Awin - Agri - DeskDocument1 pageIntro - Awin - Agri - DeskfirazNo ratings yet
- Mother of Machine Tools ": Cylindrical and Flat SurfacesDocument28 pagesMother of Machine Tools ": Cylindrical and Flat SurfacesRamu KakaNo ratings yet
- BS 417-1 Galvanized Mild SteelDocument31 pagesBS 417-1 Galvanized Mild SteelPD AWSSIESPNo ratings yet
- Leading Manufacturer of Forgings, Steel and CI CastingsDocument14 pagesLeading Manufacturer of Forgings, Steel and CI CastingsShubham AgrawalNo ratings yet
- Prof. Ramanandan H S: Gouthamraj S 4MH17ME410Document20 pagesProf. Ramanandan H S: Gouthamraj S 4MH17ME410gouthamNo ratings yet
- CHAPTER 1 ForgingDocument34 pagesCHAPTER 1 Forginggsuresh40No ratings yet
- BalancingmanDocument9 pagesBalancingmanapi-697931486No ratings yet
- Vertical Type Wire Drawing MachineDocument4 pagesVertical Type Wire Drawing Machinepapu gantayatNo ratings yet
- Welding Procedure Specificaton (WPS)Document2 pagesWelding Procedure Specificaton (WPS)kiki270977100% (1)
- Decorative Metal (MS - FL)Document10 pagesDecorative Metal (MS - FL)walid abou kachfeNo ratings yet
- Sliding Headstock Type Automatic CNC LatheDocument12 pagesSliding Headstock Type Automatic CNC LatheNova TekNo ratings yet
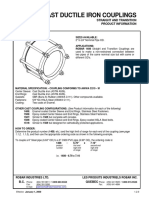
- P Robar 1408 Cast Ductile Iron CouplingsDocument1 pageP Robar 1408 Cast Ductile Iron CouplingsBrandon HoltenNo ratings yet
- Pc78us Pc78uu-6 Sebm025109 0405Document785 pagesPc78us Pc78uu-6 Sebm025109 0405ap919976No ratings yet
- Soldering: Figure 2 Tack Solder Figure 3 Tag SolderDocument2 pagesSoldering: Figure 2 Tack Solder Figure 3 Tag SolderBaqer QalawiNo ratings yet
- Bs en 1396-Coating Aluminium SheetDocument36 pagesBs en 1396-Coating Aluminium SheetAizaz ShaikhNo ratings yet
- Lysaght Referee - 35th Edition Book (2021)Document471 pagesLysaght Referee - 35th Edition Book (2021)andrewb2005No ratings yet
- IFI Book of Fastener Standards 2021 Edition - TOCDocument7 pagesIFI Book of Fastener Standards 2021 Edition - TOCmoises cordoba100% (1)
- Product Catalog & Buyer'S Guide: PVC-Coated Rigid Metal Conduit, Fittings, and AccessoriesDocument92 pagesProduct Catalog & Buyer'S Guide: PVC-Coated Rigid Metal Conduit, Fittings, and AccessoriesLuis DanielNo ratings yet
- Model N25 ESFR Pendent Sprinkler: Note: Victaulic® and IGS™ Are Trademarks of VictaulicDocument4 pagesModel N25 ESFR Pendent Sprinkler: Note: Victaulic® and IGS™ Are Trademarks of VictaulicpippoNo ratings yet
- 2-ASME Section IIDocument22 pages2-ASME Section IIazam RazzaqNo ratings yet
- Conveyor Belt: History Structure ApplicationsDocument7 pagesConveyor Belt: History Structure ApplicationsAusuNo ratings yet
- Bordo Steel ConstructionDocument9 pagesBordo Steel ConstructionEngineering ComillaNo ratings yet
- Bead Roller: InstructionsDocument8 pagesBead Roller: InstructionsHamada HamadaNo ratings yet