You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Volvo Penta - Workshop Manual D3 - Group 30 PDFDocument160 pagesVolvo Penta - Workshop Manual D3 - Group 30 PDFJorge Lopes60% (5)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Sungrow Floating System Manual BookDocument28 pagesSungrow Floating System Manual Booksweet late0% (2)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Jsa For Alignment of Vessel and DrumDocument3 pagesJsa For Alignment of Vessel and DrumMohammed MinhajNo ratings yet
- Nikon 80i Service ManualDocument21 pagesNikon 80i Service ManualAndrew Holmes100% (1)
- Astm F-1136Document2 pagesAstm F-1136tai100% (3)
- Volvo D16 Volvo Standard Tightening TorqueDocument2 pagesVolvo D16 Volvo Standard Tightening TorqueESCC Office100% (1)
- Madrid Vertical Install Guide CONCRETEDocument2 pagesMadrid Vertical Install Guide CONCRETEShirley FarraceNo ratings yet
- Applications of Pretensioned Anchor Rods in Industrial FacilitiesDocument10 pagesApplications of Pretensioned Anchor Rods in Industrial FacilitiesAndré Luiz NogueiraNo ratings yet
- GPS Raymond 7400Document17 pagesGPS Raymond 7400Yang Gomez100% (2)
- 2-TON HIGH POSITION HOIST STAND OwnerManualDocument11 pages2-TON HIGH POSITION HOIST STAND OwnerManualluisNo ratings yet
- Instruction Manual PLC Line TrapsDocument47 pagesInstruction Manual PLC Line Trapsshabbireee84@gmail.comNo ratings yet
- 9002136-YB Operation Manual TuskerDocument4 pages9002136-YB Operation Manual TuskerArmandNo ratings yet
- A) Under Nut Fitting B) Under Bolt Head Fitting Key Key: BS EN 14399-9:2009Document1 pageA) Under Nut Fitting B) Under Bolt Head Fitting Key Key: BS EN 14399-9:2009JafarNo ratings yet
- HVLP Gravity Feed Spray Gun and Cup Instruction ManualDocument11 pagesHVLP Gravity Feed Spray Gun and Cup Instruction Manualrob mitchellNo ratings yet
- Warning: Komatsu PC210-11/PC240-11/PC290-11 and PC360-11/ PC390-11/PC490-11 Excavator Installation InstructionsDocument52 pagesWarning: Komatsu PC210-11/PC240-11/PC290-11 and PC360-11/ PC390-11/PC490-11 Excavator Installation InstructionsTran Trong PhuNo ratings yet
- HPTDocument48 pagesHPTyg89No ratings yet
- Big Stander 49705 IPLDocument20 pagesBig Stander 49705 IPLMichael HarrisNo ratings yet
- SSTS and STS Thermally Insulated Balcony Connectors: For Steel-to-Steel ApplicationsDocument4 pagesSSTS and STS Thermally Insulated Balcony Connectors: For Steel-to-Steel ApplicationsdamindaNo ratings yet
- Hot Glue Gun Extruder For Your CNC Machine or 3D PrinterDocument12 pagesHot Glue Gun Extruder For Your CNC Machine or 3D PrinterJuan Andrés Hdez SuárezNo ratings yet
- Floor Brake PedalDocument2 pagesFloor Brake PedalFachrieNo ratings yet
- Dillon XL650 Manual May 2007Document60 pagesDillon XL650 Manual May 2007lbm30No ratings yet
- OA AS EnglDocument42 pagesOA AS EnglAdnan Khan100% (1)
- BZFMV7e (Intructions)Document21 pagesBZFMV7e (Intructions)Jose MariaNo ratings yet
- Rahman Industries Ltd. - RCC MMS BOQ - v2Document4 pagesRahman Industries Ltd. - RCC MMS BOQ - v2Prince MittalNo ratings yet
- WS V3300di-1Document5 pagesWS V3300di-1Aris NurrochmanNo ratings yet
- Important Safety Instructions: WarningDocument4 pagesImportant Safety Instructions: WarningJohn LeonardNo ratings yet
- Clyde 15f2716 Manual B-737Document16 pagesClyde 15f2716 Manual B-737jcmendezcNo ratings yet
- Grouting ManualDocument36 pagesGrouting ManualJorgeaul100% (1)
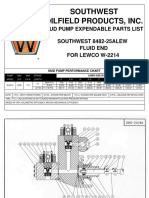
- Southwest Oilfield Products, Inc.: Mud Pump Expendable Parts List SOUTHWEST 8482-25ALEW Fluid End For Lewco W-2214Document7 pagesSouthwest Oilfield Products, Inc.: Mud Pump Expendable Parts List SOUTHWEST 8482-25ALEW Fluid End For Lewco W-2214Alejandro AlejandreNo ratings yet
- Caterpillar 3406B Connecting RodsDocument6 pagesCaterpillar 3406B Connecting Rodsducatiss900100% (3)