You might also like
- ALE Formulation For Fluid-Structure Interaction ProblemsDocument17 pagesALE Formulation For Fluid-Structure Interaction Problemsmahe32maheNo ratings yet
- Arbitrary Lagrangian-Eulerian Methods Donea (SF)Document25 pagesArbitrary Lagrangian-Eulerian Methods Donea (SF)johansarache1986No ratings yet
- Department of Engineering Mechanics, The University of Alabama, Tuscaloosa, AL 35487, USADocument62 pagesDepartment of Engineering Mechanics, The University of Alabama, Tuscaloosa, AL 35487, USAfirestone448No ratings yet
- Coupled simulation techniques for fluid-structure interaction and impact problemsDocument9 pagesCoupled simulation techniques for fluid-structure interaction and impact problemsprincedrdoNo ratings yet
- CH016Document6 pagesCH016mariostructural2010No ratings yet
- Finite Element Modelling of Cold ForwardDocument9 pagesFinite Element Modelling of Cold ForwardLahmarabderrahmaneNo ratings yet
- Wenjun 2010Document7 pagesWenjun 2010William VenegasNo ratings yet
- An Improved 3d Adaptive EFG Method For Forging and Extrusion Analysis With Thermal Coupling in Ls-DynaDocument8 pagesAn Improved 3d Adaptive EFG Method For Forging and Extrusion Analysis With Thermal Coupling in Ls-DynausamaumerNo ratings yet
- CH041Document4 pagesCH041Toky NirinaNo ratings yet
- An Eulerian Lagrangian Scheme For Solving Large Deformation Fluid Structure Interaction ProblemsDocument31 pagesAn Eulerian Lagrangian Scheme For Solving Large Deformation Fluid Structure Interaction ProblemsUmair QaziNo ratings yet
- 2022performance Review of Locking Alleviation Methods For Continuum ANCF Beam ElementsDocument16 pages2022performance Review of Locking Alleviation Methods For Continuum ANCF Beam Elements1161595539No ratings yet
- Applications of Coupled Eulerian-Lagrangian Method To Geotechnical Problems With Large DeformationsDocument16 pagesApplications of Coupled Eulerian-Lagrangian Method To Geotechnical Problems With Large DeformationsMarkoNo ratings yet
- Themo Elasto Viscoplastic Modelling of Friction Stir WeldingDocument11 pagesThemo Elasto Viscoplastic Modelling of Friction Stir WeldingPardeepNo ratings yet
- Simulation of Leaky Rayleigh Wave at Air-Solid Cylindrical Interfaces by Finite Element MethodDocument4 pagesSimulation of Leaky Rayleigh Wave at Air-Solid Cylindrical Interfaces by Finite Element MethodlatecNo ratings yet
- Ale Method FsiDocument29 pagesAle Method FsiAlexander NarváezNo ratings yet
- Transport Noise 02Document10 pagesTransport Noise 02reek_bhatNo ratings yet
- Simulation of Fuel Sloshing - Comparative Study: 3. LS-DYNA Anwenderforum, Bamberg 2004 Netzfreie VerfahrenDocument8 pagesSimulation of Fuel Sloshing - Comparative Study: 3. LS-DYNA Anwenderforum, Bamberg 2004 Netzfreie VerfahrenRavi Kiran GotetiNo ratings yet
- Cast Iron DampingDocument5 pagesCast Iron Dampinggabs88No ratings yet
- Simulation of Charpy Test For DifferentDocument10 pagesSimulation of Charpy Test For DifferentTalaat Ahmed Mohamed El-BenawyNo ratings yet
- Finite Elements in Solid MechanicsDocument4 pagesFinite Elements in Solid MechanicspaulovribeiroNo ratings yet
- 193-200 J o Kones 2015 No. 3 Vol. 22 Issn 1231-4005 PanowiczDocument8 pages193-200 J o Kones 2015 No. 3 Vol. 22 Issn 1231-4005 PanowiczhaithamNo ratings yet
- Materials: Homogenized Elastic Properties of Graphene For Small DeformationsDocument19 pagesMaterials: Homogenized Elastic Properties of Graphene For Small DeformationsjaskaurworkNo ratings yet
- Evaluation and Verification of An HSDT-L PDFDocument60 pagesEvaluation and Verification of An HSDT-L PDFBruno Mello SilveiraNo ratings yet
- Buckling and Postbuckling Analysis of A CFRP Stiffened Panel For ADocument7 pagesBuckling and Postbuckling Analysis of A CFRP Stiffened Panel For AOSCARDELTANo ratings yet
- 01 Olleak Egypt JapanUnivofScienceandTechnology PDocument8 pages01 Olleak Egypt JapanUnivofScienceandTechnology PaykutartacNo ratings yet
- The Implementation of An Equivalent Drawbead Model in A Finite-Element Code For Sheet Metal FormingDocument11 pagesThe Implementation of An Equivalent Drawbead Model in A Finite-Element Code For Sheet Metal FormingMatheusNo ratings yet
- Mechanical Properties of Carbon AllotropesDocument12 pagesMechanical Properties of Carbon AllotropesMuchammad FauzanKrpNo ratings yet
- 3D Field Simulations Using FI Time Domain Technique of Wedge-And Parabolic-Shaped Left Handed MaterialsDocument5 pages3D Field Simulations Using FI Time Domain Technique of Wedge-And Parabolic-Shaped Left Handed Materialsjuscelino_1No ratings yet
- Full TextDocument31 pagesFull TextBarkhadleNo ratings yet
- Finite-Difference LBM for Non-Uniform GridsDocument9 pagesFinite-Difference LBM for Non-Uniform GridsfcevikNo ratings yet
- Belytschko Time IntegrationDocument29 pagesBelytschko Time IntegrationFoopiewNo ratings yet
- Material Point MethodDocument37 pagesMaterial Point MethodJoe SatchNo ratings yet
- Meshless - Science DirectDocument13 pagesMeshless - Science Directenatt2012No ratings yet
- Vibration Analysis of Delaminated Composite Beams and Plates Using A Higher-Order Fnite ElementDocument25 pagesVibration Analysis of Delaminated Composite Beams and Plates Using A Higher-Order Fnite ElementmtajikNo ratings yet
- Modeling and Prediction of Wear Rate of Aluminum Alloy (Al 7075) Using Power Law and AnnDocument9 pagesModeling and Prediction of Wear Rate of Aluminum Alloy (Al 7075) Using Power Law and AnnSravan Kumar50No ratings yet
- Finite Element Shot Peening Simulation For Residual Stress. Analysis and Comparison With Experimental ResultsDocument10 pagesFinite Element Shot Peening Simulation For Residual Stress. Analysis and Comparison With Experimental Resultsadhi.rohadhiNo ratings yet
- Sjet34c520 628Document9 pagesSjet34c520 628ali belhocineNo ratings yet
- A Hierarchy of Low-Dimensional Models For The Transient and Post-Transient Cylinder WakeDocument29 pagesA Hierarchy of Low-Dimensional Models For The Transient and Post-Transient Cylinder Wakesho bhaNo ratings yet
- International Journal of Heat and Mass Transfer: Yeqing Wang, Crystal L. PasiliaoDocument3 pagesInternational Journal of Heat and Mass Transfer: Yeqing Wang, Crystal L. PasiliaoHermmite BesseNo ratings yet
- s11043-004-0440-7Document20 pagess11043-004-0440-7davidemeulliNo ratings yet
- Gauge Fields and Curvature in GrapheneDocument9 pagesGauge Fields and Curvature in GrapheneNicolas FernandezNo ratings yet
- Semi-Analytical Solution of 2-D Elasticity Problems by The Strip Distributed Transfer Function MethodDocument23 pagesSemi-Analytical Solution of 2-D Elasticity Problems by The Strip Distributed Transfer Function MethodGabriel SaavedraNo ratings yet
- A Nested Dissection Approach To Modeling Transport in Nanodevices: Algorithms and ApplicationsDocument21 pagesA Nested Dissection Approach To Modeling Transport in Nanodevices: Algorithms and ApplicationsAytaçÇelikNo ratings yet
- 1994 A New Implementation of The Element Free Galerkin MethodDocument18 pages1994 A New Implementation of The Element Free Galerkin MethodHridya LalNo ratings yet
- International Journal of Heat and Fluid Flow: M. Meyer, S. Hickel, N.A. AdamsDocument10 pagesInternational Journal of Heat and Fluid Flow: M. Meyer, S. Hickel, N.A. AdamsManu ChakkingalNo ratings yet
- Simulation of Texture Development in A Deep Drawing ProcessDocument11 pagesSimulation of Texture Development in A Deep Drawing ProcessAnya CooperNo ratings yet
- Application of A Coupled Eulerian-Lagrangian Approach On GeomechanicalDocument10 pagesApplication of A Coupled Eulerian-Lagrangian Approach On GeomechanicalEder Gamarra AlvarezNo ratings yet
- 3D Analysis of Failure Modes in The Charpy Impact TestDocument21 pages3D Analysis of Failure Modes in The Charpy Impact TestEdna Odette Melo UscangaNo ratings yet
- Anisotropic Elastoplasticity For Cloth, Knit and Hair Frictional ContactDocument14 pagesAnisotropic Elastoplasticity For Cloth, Knit and Hair Frictional ContactSaifuddin HaswareNo ratings yet
- Finite Element Modelling of Rock Socketed PilesDocument23 pagesFinite Element Modelling of Rock Socketed PilestavialimNo ratings yet
- Full-Wave Simulations of Electromagnetic Cloaking StructuresDocument5 pagesFull-Wave Simulations of Electromagnetic Cloaking StructuresRamin FarzanehNo ratings yet
- Analysis of Plates and Shells Using An Edge-Based Smoothed Finite Element MethodDocument16 pagesAnalysis of Plates and Shells Using An Edge-Based Smoothed Finite Element MethodRhatna kumala24No ratings yet
- Application of Dynamic Optimisation To The TrajectDocument18 pagesApplication of Dynamic Optimisation To The TrajectadeshinexxNo ratings yet
- Fluid Structure Interaction Based Upon A Stabilied (ALE) Finite Element MethodDocument20 pagesFluid Structure Interaction Based Upon A Stabilied (ALE) Finite Element MethodBella Tran100% (1)
- 5 Izzuddin, DowlingDocument10 pages5 Izzuddin, Dowlingminhthanha6No ratings yet
- An analysis of subgrid scale models for large eddy simulationsDocument15 pagesAn analysis of subgrid scale models for large eddy simulationsSiti Rohani IsdrisNo ratings yet
- Analysis of Subgrid Scale Models: Computers & MathematicsDocument15 pagesAnalysis of Subgrid Scale Models: Computers & MathematicsSiti Rohani IsdrisNo ratings yet
- Failure Analysis of Lattice Tower Like StructuresDocument9 pagesFailure Analysis of Lattice Tower Like StructuresFrancisco Javier Torres AlvaradoNo ratings yet
- Basic Structured Grid Generation: With an introduction to unstructured grid generationFrom EverandBasic Structured Grid Generation: With an introduction to unstructured grid generationNo ratings yet
- Materials 12 00609 PDFDocument18 pagesMaterials 12 00609 PDFManasses juniorNo ratings yet
- Structural Shape RollingDocument5 pagesStructural Shape RollingjhdxNo ratings yet
- Deform 3d v61 ManualDocument368 pagesDeform 3d v61 ManualminfanleiNo ratings yet
- Deform 2DDocument288 pagesDeform 2DGábor BíróNo ratings yet
- GARCIA, Krizzi Eve D. 3CHEM1Document8 pagesGARCIA, Krizzi Eve D. 3CHEM1Krizzi Dizon GarciaNo ratings yet
- Paper Analisa Lumpur Pemboran C1 2015Document4 pagesPaper Analisa Lumpur Pemboran C1 2015FakihilmyNo ratings yet
- Conductive Plastics For Electrical and Electronic Applications PDFDocument4 pagesConductive Plastics For Electrical and Electronic Applications PDFsonchemenNo ratings yet
- Civil Soil Testing Lab Report SummaryDocument48 pagesCivil Soil Testing Lab Report SummaryShailendra YadavNo ratings yet
- MCQ For D - & F - Block ElementsDocument6 pagesMCQ For D - & F - Block ElementsAnshika Tripathi100% (3)
- Mulligan, David - Cure Monitoring For Composites and Adhesives-Ismithers Rapra Publishing (2003!01!01)Document124 pagesMulligan, David - Cure Monitoring For Composites and Adhesives-Ismithers Rapra Publishing (2003!01!01)khan babaNo ratings yet
- Textile Colour Fastness Testing Standards and MethodsDocument40 pagesTextile Colour Fastness Testing Standards and MethodsRafiul IslamNo ratings yet
- BORAL WetArea FirestopDocument2 pagesBORAL WetArea FirestopIrvianNo ratings yet
- Cathodic Calculation RuleDocument8 pagesCathodic Calculation RulegtomehNo ratings yet
- PENGARUH SUHU DAN WAKTU PEMANASANDocument8 pagesPENGARUH SUHU DAN WAKTU PEMANASANFebi Azizah Permata SariNo ratings yet
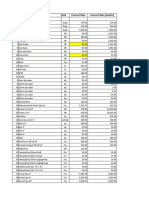
- CIVIL MATERIAL RATESDocument25 pagesCIVIL MATERIAL RATESNishan GajurelNo ratings yet
- Bakke 2010Document10 pagesBakke 2010Felipe Olivares CodoceoNo ratings yet
- AISI 4140 - 42Cr4Mo2Document2 pagesAISI 4140 - 42Cr4Mo2rajbir_singh75% (4)
- Eurobitume TF Data Collection Position Paper On Test Methods Used During The Data CollectionDocument37 pagesEurobitume TF Data Collection Position Paper On Test Methods Used During The Data CollectionlrralvesNo ratings yet
- Homework stresses and strains analyzed with KENPAVE softwareDocument17 pagesHomework stresses and strains analyzed with KENPAVE softwareRobel TeweldeNo ratings yet
- Coating Inspection Reports for Cable Trays and ConnectorsDocument23 pagesCoating Inspection Reports for Cable Trays and ConnectorsAhmad DagamsehNo ratings yet
- Nickel-Iron-Chromium-Silicon Alloy Welded Tube: Standard Specification ForDocument2 pagesNickel-Iron-Chromium-Silicon Alloy Welded Tube: Standard Specification ForDanZel DanNo ratings yet
- Carbon Footprint of Single-Use Plastic Items and TDocument17 pagesCarbon Footprint of Single-Use Plastic Items and TLong BeautéophileNo ratings yet
- Glass To Metal JointsDocument11 pagesGlass To Metal JointsNeilNo ratings yet
- 3 Annexures: Annexure 1: Production DetailsDocument53 pages3 Annexures: Annexure 1: Production Detailsmarcela walterosNo ratings yet
- Construction Waste Recycling GuidelinesDocument7 pagesConstruction Waste Recycling GuidelinesKalai Selvan0% (1)
- Biomass Characterization - Part 1Document56 pagesBiomass Characterization - Part 1Giovani de MoraisNo ratings yet
- Answer Key WB CHPT 2 14-17Document2 pagesAnswer Key WB CHPT 2 14-17api-26466818275% (8)
- Factors Affecting Concrete WorkabilityDocument3 pagesFactors Affecting Concrete WorkabilityMuhammad GhayoorNo ratings yet
- 220 - Válvula de GloboDocument1 page220 - Válvula de GloboRafael SalazarNo ratings yet
- Chequered Plate PlatformDocument3 pagesChequered Plate PlatformFilip RisteskiNo ratings yet
- Project Catalogue 2023 4 SemesterDocument10 pagesProject Catalogue 2023 4 Semestereman hussainNo ratings yet
- Gold in New Brunswick, CanadaDocument8 pagesGold in New Brunswick, CanadaART'S PLACENo ratings yet
- B1-2 Physics - LTTDocument256 pagesB1-2 Physics - LTTshorman67134100% (1)
- Fire Fighting Training 13.11.2021-1Document27 pagesFire Fighting Training 13.11.2021-1Vikash Kumar RayNo ratings yet