You might also like
- Method For Ultra High Purity Gold - Gold Refining ForumDocument11 pagesMethod For Ultra High Purity Gold - Gold Refining Forummladen lakic100% (1)
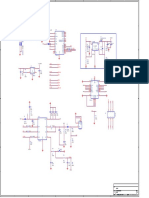
- Th63-5WM SchematicDocument2 pagesTh63-5WM Schematicssinokrot67% (3)
- Agustin Barrios Mangore - La CatedralDocument12 pagesAgustin Barrios Mangore - La CatedralFrancis Jacinto Calderón80% (5)
- To Achieve 100% 3D Printing Reliability: Our Easy Cheat SheetDocument7 pagesTo Achieve 100% 3D Printing Reliability: Our Easy Cheat Sheetfeere feeer0% (1)
- Shades Eq Gloss Large Shade ChartDocument2 pagesShades Eq Gloss Large Shade ChartmeganNo ratings yet
- GC6-201402-wiring Diagram M - P - K - L PDFDocument280 pagesGC6-201402-wiring Diagram M - P - K - L PDFDany Ruiz67% (3)
- GDC31 Install Supplemental Drawing GDC31 Roll Steering ConverterDocument1 pageGDC31 Install Supplemental Drawing GDC31 Roll Steering ConverterGustavo Hofstatter100% (1)
- TTGO T-Call SIM800 v1.3 SchematicDocument3 pagesTTGO T-Call SIM800 v1.3 SchematicЛеонид Бахмат60% (5)
- PerforatingDocument65 pagesPerforatingdriller22100% (1)
- 7FG (D) 35-50 - Ce059Document456 pages7FG (D) 35-50 - Ce059Andy Ward100% (1)
- Hélicoptére - Paper Model - Model Kartonowy - Vasyliev Roman (Kampfflieger) - Avro 671 Rota MK 1 PDFDocument3 pagesHélicoptére - Paper Model - Model Kartonowy - Vasyliev Roman (Kampfflieger) - Avro 671 Rota MK 1 PDFMassiMilianoMonteBelloNo ratings yet
- 120H Hydraulic SchematicDocument2 pages120H Hydraulic SchematicGelipe Nicolás LopezNo ratings yet
- Service Information Hydraulic: For The E1P Type Control of The Hpv-02 Pump Testing and Setting InstructionsDocument8 pagesService Information Hydraulic: For The E1P Type Control of The Hpv-02 Pump Testing and Setting Instructionsdouble micro100% (1)
- Transformers: Erection, Commissioning, Operation and Maintenance Manual FORDocument229 pagesTransformers: Erection, Commissioning, Operation and Maintenance Manual FORJyoti Prakash Prusty100% (1)
- Manual On Pavement Design PDFDocument31 pagesManual On Pavement Design PDFAnil Kumsr T B100% (3)
- EASA Part-66 Exam Questions of Module 07 Standart Practices - Part IIDocument19 pagesEASA Part-66 Exam Questions of Module 07 Standart Practices - Part IISteven J. SelcukNo ratings yet
- Gas Chromatography Lab Report Experiment 05Document5 pagesGas Chromatography Lab Report Experiment 05PDPPPMAT0621 Ruhilin Binti Nasser100% (1)
- Rna Qualitative TestsDocument5 pagesRna Qualitative TestsPeter Paul RecaboNo ratings yet
- DR FCC PDFDocument7 pagesDR FCC PDFAle SanzNo ratings yet
- Section 2.3 - Gas Supply SchemeDocument30 pagesSection 2.3 - Gas Supply SchemePDPPPMAT0621 Ruhilin Binti NasserNo ratings yet
- Project Title: Production of Toluene DiisocyanateDocument25 pagesProject Title: Production of Toluene DiisocyanateNoman AslamNo ratings yet
- Production of Toluene DiisocyanateDocument27 pagesProduction of Toluene DiisocyanateNoman AslamNo ratings yet
- ARC 400 With IN-831ADocument1 pageARC 400 With IN-831ACarsten KrentscherNo ratings yet
- Q1 Mathproject SampleDocument4 pagesQ1 Mathproject SampleMikeairah Villaluz BlanquiscoNo ratings yet
- 4-1. Electrical SystemDocument68 pages4-1. Electrical SystemApo ghasan Al shargapiNo ratings yet
- 3500, C27, C32, and C175 Generator Set Modular Controls Electrical System, 491-3960-05 (UENR8299)Document8 pages3500, C27, C32, and C175 Generator Set Modular Controls Electrical System, 491-3960-05 (UENR8299)Zaid AlhakeemNo ratings yet
- Liebert Ds 50 60hz User Manual SL 18826 Páginas 148 210Document63 pagesLiebert Ds 50 60hz User Manual SL 18826 Páginas 148 210cala ingenieriaNo ratings yet
- Main Rev1 Circuit 2Document1 pageMain Rev1 Circuit 2Relu IanoviciNo ratings yet
- 301 - 5 ExcavatorDocument2 pages301 - 5 ExcavatorLeonardo NunesNo ratings yet
- Bendix FGS 70 With AS395A HSIDocument1 pageBendix FGS 70 With AS395A HSISeção EletricaNo ratings yet
- Service Manual: AM-C80 AM-F80 AM-F75Document4 pagesService Manual: AM-C80 AM-F80 AM-F75DJALMA MOREIRANo ratings yet
- 7 1 PDFDocument3 pages7 1 PDFservisNo ratings yet
- Section 7 Electrical SystemDocument4 pagesSection 7 Electrical SystemOscarNo ratings yet
- 501 SCHDocument3 pages501 SCHLeandro DiasNo ratings yet
- GK247D BDocument17 pagesGK247D BRodney SilvaNo ratings yet
- Senr 8570Document2 pagesSenr 8570Ebied Yousif AlyNo ratings yet
- 385c EscavadoraDocument4 pages385c EscavadoraVenpulpo ZeñaNo ratings yet
- Eléctrico HyundaiDocument3 pagesEléctrico HyundaiAugustoCamachoNo ratings yet
- Section 4 Electrical SystemDocument3 pagesSection 4 Electrical SystemAlbert BhattiNo ratings yet
- Exploded Views and Parts List (ML-6060) : Samsung Electronics 5-1Document21 pagesExploded Views and Parts List (ML-6060) : Samsung Electronics 5-1pudescioriNo ratings yet
- KENR83130001Document6 pagesKENR83130001letlhogonolo kgwaraeNo ratings yet
- Parts Information: Char-LynnDocument9 pagesParts Information: Char-LynnINVESTIGACION Y DESARROLLONo ratings yet
- Propel Motor 236B Serial Hen08641.Document2 pagesPropel Motor 236B Serial Hen08641.Enso RosalesNo ratings yet
- 168 Wiring Diagram For Starter, AlternatorDocument3 pages168 Wiring Diagram For Starter, AlternatorTibi TatarNo ratings yet
- 980G Hydro-Electrical ControlDocument3 pages980G Hydro-Electrical ControlJuan AcostaNo ratings yet
- Sharp - Lc37af3m - Inverter SchematicsDocument1 pageSharp - Lc37af3m - Inverter SchematicsImraan RamdjanNo ratings yet
- Section 7 Electrical SystemDocument3 pagesSection 7 Electrical Systemmohamed omerNo ratings yet
- Corticotropin and Adrenal CorticosteroidsDocument42 pagesCorticotropin and Adrenal Corticosteroidsapi-19916399No ratings yet
- SyngasPurificationbyCommonSolvers-AdvancesinSynthesisGas - MethodsTechnologiesandApplications - Volume2 (2) BorrarDocument5 pagesSyngasPurificationbyCommonSolvers-AdvancesinSynthesisGas - MethodsTechnologiesandApplications - Volume2 (2) BorrarErebus Fobos Momus ErisNo ratings yet
- Wiring Diagrams: Section 4A - Single Engine Application Typical DiagramsDocument12 pagesWiring Diagrams: Section 4A - Single Engine Application Typical DiagramsZêkri SäbriNo ratings yet
- Contingency Plans - CPF 573 - 6444960 - 01Document17 pagesContingency Plans - CPF 573 - 6444960 - 01Aliyar IsayevNo ratings yet
- Ormar1-PLC: Trakasti Filter 1Document1 pageOrmar1-PLC: Trakasti Filter 1Vedran MarkanovićNo ratings yet
- Sis 2.0-3Document2 pagesSis 2.0-3jose antonioNo ratings yet
- CHE 482 Individual Writing Assignment Hamad AlhajriDocument11 pagesCHE 482 Individual Writing Assignment Hamad AlhajriTimelessNo ratings yet
- 4 4. Nivo: Posamezni Sestavni Deli ISO, Pisava 2: Opis Sap Koda Revizija / IteracijaDocument2 pages4 4. Nivo: Posamezni Sestavni Deli ISO, Pisava 2: Opis Sap Koda Revizija / IteracijaAnonymous KdnOsd9No ratings yet
- 773 and 773E Off-Highway Truck Air System 460-6701-00, (For Serial Numbers DJS1-UP FKT1-UP PRB1-UP) (UENR6748)Document4 pages773 and 773E Off-Highway Truck Air System 460-6701-00, (For Serial Numbers DJS1-UP FKT1-UP PRB1-UP) (UENR6748)hadian 5mNo ratings yet
- Driver's Under-Dash Fuse/Relay BoxDocument1 pageDriver's Under-Dash Fuse/Relay BoxUnderStyle MCNo ratings yet
- Customer Maintenance Parts ListDocument6 pagesCustomer Maintenance Parts ListJesus PrietoNo ratings yet
- LOP Genset TegasDocument6 pagesLOP Genset TegasGOGO COllZZssNo ratings yet
- Cat 14h MotorgraderDocument2 pagesCat 14h MotorgraderAshraf m aliNo ratings yet
- Control 2Document1 pageControl 2CARPETA SANCHEZ RUBEN IGNACIONo ratings yet
- Control PurgaDocument1 pageControl PurgaCARPETA SANCHEZ RUBEN IGNACIONo ratings yet
- 140h-Cont Val10Document2 pages140h-Cont Val10thiherNo ratings yet
- Wiring Diagram: Noise Filter PowerDocument4 pagesWiring Diagram: Noise Filter Powervoicedont dieNo ratings yet
- Parts List: TMFX - CDocument64 pagesParts List: TMFX - CNilton RovedaNo ratings yet
- Ceramic Bushing Insulators: For Oil-Insulated TransformersDocument17 pagesCeramic Bushing Insulators: For Oil-Insulated TransformersTrần Minh TríNo ratings yet
- Section 7 Electrical SystemDocument3 pagesSection 7 Electrical Systemmohamed omerNo ratings yet
- Kls McuDocument29 pagesKls McuSupriyadiNo ratings yet
- NullDocument20 pagesNullBrayan NohNo ratings yet
- Recreational Activities in Developing Mathematics LearningDocument7 pagesRecreational Activities in Developing Mathematics LearningPDPPPMAT0621 Ruhilin Binti NasserNo ratings yet
- Borang Order Makanan KantinDocument6 pagesBorang Order Makanan KantinPDPPPMAT0621 Ruhilin Binti NasserNo ratings yet
- Section 2.2 - Gas Piping SystemDocument90 pagesSection 2.2 - Gas Piping SystemPDPPPMAT0621 Ruhilin Binti NasserNo ratings yet
- Assignment 1 SKPG 3213Document2 pagesAssignment 1 SKPG 3213PDPPPMAT0621 Ruhilin Binti Nasser100% (1)
- Chapter 9 - Economic AnalysislDocument13 pagesChapter 9 - Economic AnalysislPDPPPMAT0621 Ruhilin Binti NasserNo ratings yet
- HEN FinalDocument15 pagesHEN FinalPDPPPMAT0621 Ruhilin Binti NasserNo ratings yet
- Atomic Absorption Spectrometry Lab Report Experiment 06Document7 pagesAtomic Absorption Spectrometry Lab Report Experiment 06PDPPPMAT0621 Ruhilin Binti Nasser100% (1)
- Appendix F - Mechanical DesignDocument37 pagesAppendix F - Mechanical DesignPDPPPMAT0621 Ruhilin Binti NasserNo ratings yet
- Complexometric Lab Report Experiment 02Document10 pagesComplexometric Lab Report Experiment 02PDPPPMAT0621 Ruhilin Binti NasserNo ratings yet
- Thin Layer Chromatography Lab Report Experiment 04Document5 pagesThin Layer Chromatography Lab Report Experiment 04PDPPPMAT0621 Ruhilin Binti NasserNo ratings yet
- Chapter 1Document3 pagesChapter 1PDPPPMAT0621 Ruhilin Binti NasserNo ratings yet
- Chapter 4Document15 pagesChapter 4PDPPPMAT0621 Ruhilin Binti NasserNo ratings yet
- Gravimetry Lab Report Experiment 01Document4 pagesGravimetry Lab Report Experiment 01PDPPPMAT0621 Ruhilin Binti NasserNo ratings yet
- Firm Synergy Sdn. BHDDocument2 pagesFirm Synergy Sdn. BHDPDPPPMAT0621 Ruhilin Binti NasserNo ratings yet
- Firm Synergy Sdn. BHDDocument11 pagesFirm Synergy Sdn. BHDPDPPPMAT0621 Ruhilin Binti NasserNo ratings yet
- A Review On Natural Coagulants in Wastewater TreatmentDocument13 pagesA Review On Natural Coagulants in Wastewater Treatmentahsanur shuvoNo ratings yet
- Article WJPR 1467266667Document10 pagesArticle WJPR 1467266667Atthapu ThirupathaiahNo ratings yet
- YLAA InstallationDocument62 pagesYLAA InstallationJoe YoungNo ratings yet
- Nitobond SBR PDFDocument4 pagesNitobond SBR PDFhelloitskalaiNo ratings yet
- Sofw Thickening AgentsDocument8 pagesSofw Thickening AgentsPulbere NeagraNo ratings yet
- Heat Transfer To Fluids With Phase ChangeDocument9 pagesHeat Transfer To Fluids With Phase Changepraveen4ubvsNo ratings yet
- ECE5-014 - A4 - Productsheet REXNORD CHAINDocument2 pagesECE5-014 - A4 - Productsheet REXNORD CHAINTRMNo ratings yet
- Solid-State Kinetic ModelsDocument14 pagesSolid-State Kinetic Modelsleizar_death64No ratings yet
- Spe 180853 MSDocument18 pagesSpe 180853 MSkerron_rekhaNo ratings yet
- tmp12B1 TMPDocument29 pagestmp12B1 TMPFrontiersNo ratings yet
- Reading TOEFLDocument13 pagesReading TOEFLwelnitesiNo ratings yet
- 1.1 Verbal Reasoning Pre-TestDocument6 pages1.1 Verbal Reasoning Pre-TestAshlie JaneNo ratings yet
- USP Monographs - Miconazole NitrateDocument2 pagesUSP Monographs - Miconazole NitrateMukarram MudjahidNo ratings yet
- Sigmafast 278Document5 pagesSigmafast 278kaleshNo ratings yet
- Product Information: Synpower™ Motor Oil Sae 5W-40Document2 pagesProduct Information: Synpower™ Motor Oil Sae 5W-40Iulia DanaNo ratings yet
- Astm d1785Document5 pagesAstm d1785Kehinde AdebayoNo ratings yet
- Operator'S Manual Px01X-Xxx-Xxx-Axxx: 1/4" Diaphragm PumpDocument12 pagesOperator'S Manual Px01X-Xxx-Xxx-Axxx: 1/4" Diaphragm PumpAir PumpingNo ratings yet
- NuclearDocument10 pagesNuclearUsman MunirNo ratings yet
- Conjugate Acid Base Pairs WorksheetDocument1 pageConjugate Acid Base Pairs WorksheetFrank Massiah100% (3)
- Problemario MFCDocument80 pagesProblemario MFCBassaldua AlfreedNo ratings yet