You might also like
- The Bodyweight Warrior Program PDFDocument33 pagesThe Bodyweight Warrior Program PDFMarco Lami91% (11)
- WPS Guide To Screen Printing 2014Document27 pagesWPS Guide To Screen Printing 2014virginia100% (1)
- Getting Started with 3D Printing on a BudgetDocument9 pagesGetting Started with 3D Printing on a BudgetManuel MarengoNo ratings yet
- 3D Printing Troubleshooting 34 ProblemsDocument64 pages3D Printing Troubleshooting 34 ProblemsDamir K100% (2)
- 3D Printer Troubleshooting Handbook: The Ultimate Guide To Fix all Common and Uncommon FDM 3D Printing Issues!From Everand3D Printer Troubleshooting Handbook: The Ultimate Guide To Fix all Common and Uncommon FDM 3D Printing Issues!No ratings yet
- Silk Screen Printing InstructionsDocument18 pagesSilk Screen Printing InstructionsErnesto Pereira100% (8)
- Charli Marie Screen Printing Guide PDFDocument15 pagesCharli Marie Screen Printing Guide PDFGreyBlackNo ratings yet
- Mould Making Kit (For Use With Carbon Fibre)Document7 pagesMould Making Kit (For Use With Carbon Fibre)eyewired2000100% (1)
- Speedball Screen Printing InstructionsDocument12 pagesSpeedball Screen Printing InstructionsantcaraNo ratings yet
- Screenprinted waterslide transfer basicsDocument5 pagesScreenprinted waterslide transfer basicsParaSemore VivendoNo ratings yet
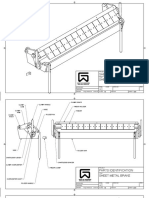
- Free Plans Sheet Metal Brake WWW Gwellwood ComDocument20 pagesFree Plans Sheet Metal Brake WWW Gwellwood ComRomulo Barcos75% (4)
- Distorsion Prevented by DesignDocument3 pagesDistorsion Prevented by DesignMathew RodriguezNo ratings yet
- Template Hazid WorksheetDocument43 pagesTemplate Hazid WorksheetJagan Bose100% (3)
- Silk Screen Printing InstructionsDocument23 pagesSilk Screen Printing Instructionsarvin castroNo ratings yet
- Make Mosquito GliderDocument9 pagesMake Mosquito GlidershogannNo ratings yet
- Print Quality Troubleshooting GuideDocument57 pagesPrint Quality Troubleshooting GuideLeonardo AgnanoNo ratings yet
- Determination of Moisture ContentDocument7 pagesDetermination of Moisture ContentLaksilu Viduraga Peiris71% (7)
- Screen Printing at Home: Print Your Own Fabric to Make Simple Sewn ProjectsFrom EverandScreen Printing at Home: Print Your Own Fabric to Make Simple Sewn ProjectsRating: 4.5 out of 5 stars4.5/5 (2)
- Screen Printing FundamentalsDocument17 pagesScreen Printing FundamentalsBiplob ShilNo ratings yet
- C8516-CLT-QMT-0005 Rev.00-Inspection Checklist For Slurry Lagoon ConstructionDocument2 pagesC8516-CLT-QMT-0005 Rev.00-Inspection Checklist For Slurry Lagoon ConstructionJabinNo ratings yet
- Print Quality Troubleshooting Guide - Simplify3D SoftwareDocument58 pagesPrint Quality Troubleshooting Guide - Simplify3D SoftwarevaibhavNo ratings yet
- Japanese Garden Quilt: 12 Circle Blocks to Hand or Machine AppliqueFrom EverandJapanese Garden Quilt: 12 Circle Blocks to Hand or Machine AppliqueRating: 4 out of 5 stars4/5 (3)
- Thermoforming Process Guide PDFDocument34 pagesThermoforming Process Guide PDFJose Herman Latorre100% (2)
- Is 8887-2018Document13 pagesIs 8887-2018Anant GuptaNo ratings yet
- Silk Screen Printing InstructionsDocument23 pagesSilk Screen Printing Instructionsarvin castroNo ratings yet
- Paper Piecing Handy Pocket Guide: All the Basics & Beyond, 10 BlocksFrom EverandPaper Piecing Handy Pocket Guide: All the Basics & Beyond, 10 BlocksRating: 4.5 out of 5 stars4.5/5 (2)
- Steel Transmission Tower Bolts, Zinc-Coated and Bare: Standard Specification ForDocument7 pagesSteel Transmission Tower Bolts, Zinc-Coated and Bare: Standard Specification Fordiego rodriguezNo ratings yet
- To Achieve 100% 3D Printing Reliability: Our Easy Cheat SheetDocument7 pagesTo Achieve 100% 3D Printing Reliability: Our Easy Cheat SheetChris BradleyNo ratings yet
- Setari CuraDocument24 pagesSetari CurastefysimonNo ratings yet
- Imagepac User GuideDocument11 pagesImagepac User GuidePhotocentricNo ratings yet
- 3D Printing by Zamir ShaikhDocument12 pages3D Printing by Zamir ShaikhPrince ZamerNo ratings yet
- WarpingDocument10 pagesWarpingkishor reddyNo ratings yet
- Mimaki JV3 Tips & TricksDocument4 pagesMimaki JV3 Tips & TricksjjNo ratings yet
- 990 SeriesDocument13 pages990 Seriesabdurrezzak.bosgezerNo ratings yet
- Recreator 3D Quick Start GuideDocument3 pagesRecreator 3D Quick Start GuideGustavo FerreiraNo ratings yet
- Tesa Flexo Printing Troubleshooting GuideDocument13 pagesTesa Flexo Printing Troubleshooting GuideMohammad Junaid ShaikhNo ratings yet
- Setting Up The LaserWriter 8500Document300 pagesSetting Up The LaserWriter 8500Karen SuttonNo ratings yet
- Achieving Proper First LayerDocument13 pagesAchieving Proper First Layerkishor reddyNo ratings yet
- How To Fix The Most Common 3D Printing ErrorsDocument7 pagesHow To Fix The Most Common 3D Printing ErrorsDamir KNo ratings yet
- helloBEEprusa Fixes & Recommendations V - 04122017Document19 pageshelloBEEprusa Fixes & Recommendations V - 04122017Pedro MartinhoNo ratings yet
- F123 Platform Best Practices-17Mar2017Document16 pagesF123 Platform Best Practices-17Mar2017SINo ratings yet
- Extend Print Head Life with Save-A-PrintHead FilmDocument3 pagesExtend Print Head Life with Save-A-PrintHead FilmZoltán AntalNo ratings yet
- Prancha de Comunicação AlternativaDocument19 pagesPrancha de Comunicação AlternativaJuliana MalheirosNo ratings yet
- Silkscreening Is Such A Great Happy MediumDocument17 pagesSilkscreening Is Such A Great Happy Mediumjrgene16No ratings yet
- Danas Si Moja I BozijaDocument1 pageDanas Si Moja I BozijaMoj DikoNo ratings yet
- Darkroom Printing ProceduresDocument1 pageDarkroom Printing ProceduresEdward StapelNo ratings yet
- Como Construir Uma CameraDocument12 pagesComo Construir Uma CameraJaneTeixeiraAlvinoNo ratings yet
- Building A Zig Zag CleanerDocument9 pagesBuilding A Zig Zag CleanerRolando Antonio TroncosoNo ratings yet
- OptOutCap InstructionsDocument13 pagesOptOutCap InstructionsdevoutoccamistNo ratings yet
- Speedball Screenprinting InstructionsDocument16 pagesSpeedball Screenprinting InstructionsSally PuddleNo ratings yet
- Procedure and UsesDocument3 pagesProcedure and UsesAnugata SantraNo ratings yet
- 3D Printer GuideDocument29 pages3D Printer GuideJay KhatalNo ratings yet
- Xerox N24/32/40 OPC Disassembly Instructions: VerviewDocument5 pagesXerox N24/32/40 OPC Disassembly Instructions: VerviewJaime RiosNo ratings yet
- J3DTech Guide To Resin 3D PrintingDocument90 pagesJ3DTech Guide To Resin 3D Printinglfmo77No ratings yet
- Imagepac User Guide OkDocument2 pagesImagepac User Guide OkepidebleNo ratings yet
- Finger Prosthetic Measurement Guide Rev 0 4Document8 pagesFinger Prosthetic Measurement Guide Rev 0 4Matheus NeivockNo ratings yet
- 3D Printed Miniature CareDocument4 pages3D Printed Miniature CareDanilo FirminoNo ratings yet
- Untitled DocumentDocument4 pagesUntitled Documentk.boomboo.88No ratings yet
- TL4076 ManualmainDocument15 pagesTL4076 ManualmainJayakrishnaNo ratings yet
- GTX Direct to Film Manual V2Document12 pagesGTX Direct to Film Manual V2Marjorie PalumboNo ratings yet
- M3D ManualDocument10 pagesM3D ManualJarl MariusNo ratings yet
- Samsung Printer 2150 User Guide - ManualsOnline - Comback ButtonFilter ButtonDocument12 pagesSamsung Printer 2150 User Guide - ManualsOnline - Comback ButtonFilter Buttongvozdje88No ratings yet
- New To Paper Modeling-Aircraft 1-72Document3 pagesNew To Paper Modeling-Aircraft 1-72Sang Nguyễn ĐứcNo ratings yet
- Silk Screen Printing InstructionsDocument23 pagesSilk Screen Printing Instructionsarvin castroNo ratings yet
- Expertip Tips For Conditioning Your Press Fabrics 8 Common MistakesDocument6 pagesExpertip Tips For Conditioning Your Press Fabrics 8 Common MistakesnotengofffNo ratings yet
- Simple CNC Vacuum TableDocument11 pagesSimple CNC Vacuum TableneoNo ratings yet
- 3D Printer Troubleshooting Handbook: The Ultimate Guide To Fix all Common and Uncommon FDM 3D Printing Issues!From Everand3D Printer Troubleshooting Handbook: The Ultimate Guide To Fix all Common and Uncommon FDM 3D Printing Issues!No ratings yet
- Palmgren MinerDocument3 pagesPalmgren Minerdamec1234No ratings yet
- 35k79a000 Xr190l-EspDocument101 pages35k79a000 Xr190l-Esposcar.diciomma8446No ratings yet
- Astm C685 C685M 17Document6 pagesAstm C685 C685M 17Alexis MartinezNo ratings yet
- 2.0 Introduction To ClayDocument23 pages2.0 Introduction To ClayYana DinNo ratings yet
- Dental CastingDocument139 pagesDental CastingSF QuadriNo ratings yet
- Renishaw - Trzpienie Pomiarowe I Akcesoria - H-1000-3200-16-B - 2016Document120 pagesRenishaw - Trzpienie Pomiarowe I Akcesoria - H-1000-3200-16-B - 2016D.T.No ratings yet
- GUJARAT TECHNOLOGICAL UNIVERSITY CHEMICAL PROCESS INDUSTRIESDocument3 pagesGUJARAT TECHNOLOGICAL UNIVERSITY CHEMICAL PROCESS INDUSTRIESNeel ShelatNo ratings yet
- Kpp-Stock Control 2014sDocument221 pagesKpp-Stock Control 2014sYangBrospovNo ratings yet
- Pine Tar C260 Â - TDS (04-12)Document1 pagePine Tar C260 Â - TDS (04-12)Abhinav BansalNo ratings yet
- Vee Packing PDFDocument10 pagesVee Packing PDFMehdi SoltaniNo ratings yet
- FacultyDocument13 pagesFacultyLao ZhuNo ratings yet
- Dba 170608162539Document122 pagesDba 170608162539GetLyrics100% (1)
- Line Pipes and Pipeline Coating Cost SummaryDocument4 pagesLine Pipes and Pipeline Coating Cost Summarymuhammad AzharNo ratings yet
- Astm D 785 (1) PDFDocument5 pagesAstm D 785 (1) PDFRND KencanaNo ratings yet
- Watkins 21002-2-Pressure FlatteningDocument8 pagesWatkins 21002-2-Pressure FlatteningLaura Salas CebrianNo ratings yet
- BR 30 StrengtheningDocument1 pageBR 30 Strengtheningdesign MridcNo ratings yet
- Vacuum degassing steel productionDocument2 pagesVacuum degassing steel productionchillhead24No ratings yet
- Montage Brochure PDFDocument8 pagesMontage Brochure PDFCharlie SouzaNo ratings yet
- 1-2512 SERIES Butterfly Control ValvesDocument12 pages1-2512 SERIES Butterfly Control ValvesGiovanni PetrizzoNo ratings yet
- B. Concrete Having 25MP Compressive StrengthDocument4 pagesB. Concrete Having 25MP Compressive StrengthBiruk AberaNo ratings yet
- FORM - C1 Council of Scientific and Industrial Research HumanDocument2 pagesFORM - C1 Council of Scientific and Industrial Research HumanvenkatathrinNo ratings yet
- EmulsioDerma HDDocument2 pagesEmulsioDerma HDkhaleejdubai jubailNo ratings yet
- Seminar Report Plastic Road PDFDocument13 pagesSeminar Report Plastic Road PDFAbhinav YadavNo ratings yet
- Red Orange Yellow Green Blue: Dye Excited DyeDocument1 pageRed Orange Yellow Green Blue: Dye Excited DyeFabioNo ratings yet
- Thermal CuttingDocument18 pagesThermal CuttingSarah100% (1)