You might also like
- 3D Printer Troubleshooting Handbook: The Ultimate Guide To Fix all Common and Uncommon FDM 3D Printing Issues!From Everand3D Printer Troubleshooting Handbook: The Ultimate Guide To Fix all Common and Uncommon FDM 3D Printing Issues!No ratings yet
- Achieving Proper First LayerDocument13 pagesAchieving Proper First Layerkishor reddyNo ratings yet
- Print Quality Troubleshooting GuideDocument57 pagesPrint Quality Troubleshooting GuideLeonardo AgnanoNo ratings yet
- DetDisp 3D Printing GuideDocument9 pagesDetDisp 3D Printing GuideManuel MarengoNo ratings yet
- 3D Printing by Zamir ShaikhDocument12 pages3D Printing by Zamir ShaikhPrince ZamerNo ratings yet
- Fused Deposition Modeling (FDM) Technology: Z Resolution - Layer ThicknessDocument11 pagesFused Deposition Modeling (FDM) Technology: Z Resolution - Layer ThicknessFaizanwajidNo ratings yet
- 3D Printer Aug111Document5 pages3D Printer Aug111kcshiehNo ratings yet
- To Achieve 100% 3D Printing Reliability: Our Easy Cheat SheetDocument7 pagesTo Achieve 100% 3D Printing Reliability: Our Easy Cheat Sheetfeere feeer0% (1)
- Cura For HICTOP 3D Printer BeginnerDocument27 pagesCura For HICTOP 3D Printer BeginnerEduardo OlmosNo ratings yet
- To Achieve 100% 3D Printing Reliability: Our Easy Cheat SheetDocument7 pagesTo Achieve 100% 3D Printing Reliability: Our Easy Cheat SheetChris BradleyNo ratings yet
- 3D PrinterDocument2 pages3D PrinterMuhazzam KhanNo ratings yet
- Getting Better Prints - 3DVerkstan Knowledge BaseDocument18 pagesGetting Better Prints - 3DVerkstan Knowledge BaseEladio García DelaMorenaNo ratings yet
- Sayboltm ApplicationNote PDFDocument10 pagesSayboltm ApplicationNote PDFJose HuertaNo ratings yet
- Setari CuraDocument24 pagesSetari CurastefysimonNo ratings yet
- Untitled DocumentDocument4 pagesUntitled Documentk.boomboo.88No ratings yet
- 3D Printing With TPU MaterialDocument2 pages3D Printing With TPU MaterialAnonymous JoB5ZxgNo ratings yet
- Muhazam Khan, 3D Printers SummaryDocument2 pagesMuhazam Khan, 3D Printers SummaryMuhazzam KhanNo ratings yet
- Module3 Caminong 022624Document2 pagesModule3 Caminong 022624Adrian Sean CaminongNo ratings yet
- How To Fix The Most Common 3D Printing ErrorsDocument7 pagesHow To Fix The Most Common 3D Printing ErrorsDamir KNo ratings yet
- 3D Printing Troubleshooting 34 ProblemsDocument64 pages3D Printing Troubleshooting 34 ProblemsDamir K100% (2)
- 1 BIBO Touch (New Board) 3D Printer Operation Manual V3.0a28 PDFDocument82 pages1 BIBO Touch (New Board) 3D Printer Operation Manual V3.0a28 PDFJohn100% (1)
- Print Quality Troubleshooting Guide - Simplify3D SoftwareDocument58 pagesPrint Quality Troubleshooting Guide - Simplify3D SoftwarevaibhavNo ratings yet
- GTX Direct To Film Manual V2Document12 pagesGTX Direct To Film Manual V2Marjorie PalumboNo ratings yet
- Faqs - Dremel Digilab 3D Printers: What Is 3D Printing?Document15 pagesFaqs - Dremel Digilab 3D Printers: What Is 3D Printing?Noé VargasNo ratings yet
- Siemens PLM 3D Printing Tips Eb 68976 Tcm27 32537Document8 pagesSiemens PLM 3D Printing Tips Eb 68976 Tcm27 32537Cơ khí LớpNo ratings yet
- MP-7 - 3D Printing Report - GroupC (Section 1)Document12 pagesMP-7 - 3D Printing Report - GroupC (Section 1)Harsh PatelNo ratings yet
- 3D Touch: Affordable, Desktop 3D Printing in The Home, Classroom and OfficeDocument2 pages3D Touch: Affordable, Desktop 3D Printing in The Home, Classroom and OfficeNico DemoiNo ratings yet
- Stratasys 3d Printing With FDMDocument5 pagesStratasys 3d Printing With FDMJOSÉ ALEJANDRO TORRES CERRÓNNo ratings yet
- Feedstock: Orientation (Internal Strain)Document13 pagesFeedstock: Orientation (Internal Strain)A MahmoodNo ratings yet
- REL Group 71Document12 pagesREL Group 71Yuvraj TyagiNo ratings yet
- KISSlicer Manual EN 080215 PDFDocument47 pagesKISSlicer Manual EN 080215 PDFusermellaNo ratings yet
- 3D Printer: Prepared by Rajendra R. Banker (5 I.T.-502) Rakesh M. Prajapati (5 I.T.-549)Document29 pages3D Printer: Prepared by Rajendra R. Banker (5 I.T.-502) Rakesh M. Prajapati (5 I.T.-549)Jay KhatalNo ratings yet
- White Ink PreTreatmentDocument3 pagesWhite Ink PreTreatmentJacek WysmykNo ratings yet
- Cura15.4 ManualDocument25 pagesCura15.4 ManualLuizNo ratings yet
- Exp 13Document4 pagesExp 13SahebMiaNo ratings yet
- helloBEEprusa Fixes & Recommendations V - 04122017Document19 pageshelloBEEprusa Fixes & Recommendations V - 04122017Pedro MartinhoNo ratings yet
- Hero Forge: 3D Printed Miniature Care and Painting GuideDocument4 pagesHero Forge: 3D Printed Miniature Care and Painting GuideDanilo FirminoNo ratings yet
- A6 Operation Instruction-2016!7!8Document65 pagesA6 Operation Instruction-2016!7!8Anonymous vzsPCPDF6b100% (3)
- Buckling Analysis of 3D Printed ABS ThinDocument10 pagesBuckling Analysis of 3D Printed ABS Thinvignesh alagarsamyNo ratings yet
- Best 3D Printer For MiniatureDocument8 pagesBest 3D Printer For Miniaturesyeda salmaNo ratings yet
- Parts of A 3D PrinterDocument7 pagesParts of A 3D PrinterJea RodegerioNo ratings yet
- Cura SettingsDocument23 pagesCura Settingskishor reddyNo ratings yet
- Simplify3D Guia de Uso PDFDocument65 pagesSimplify3D Guia de Uso PDFxem3No ratings yet
- Thermoforming Design Guidelines-020810Document46 pagesThermoforming Design Guidelines-020810AmolPagdal100% (1)
- SERIGRAFIADocument7 pagesSERIGRAFIAGustavo DominguezNo ratings yet
- KISSlicer Quick StartDocument11 pagesKISSlicer Quick StartAndrés Santos CubedoNo ratings yet
- Cura User Manual PDFDocument12 pagesCura User Manual PDFOmar VelandiaNo ratings yet
- Solder Paste Printing Process - Surface Mount ProcessDocument5 pagesSolder Paste Printing Process - Surface Mount ProcessMike HHNo ratings yet
- 3D Printing InstructionsDocument13 pages3D Printing InstructionssistemasNo ratings yet
- Building A Large Kossel Delta Printer - Pt. 1: Parts and PlanningDocument18 pagesBuilding A Large Kossel Delta Printer - Pt. 1: Parts and Planningnigusu sisayNo ratings yet
- GuideDocument9 pagesGuidefabiobonadiaNo ratings yet
- Home Made DTG PrinterDocument13 pagesHome Made DTG PrinterAbu Aslam Al-Hanafi0% (1)
- Solder Paste Printing ProcessDocument7 pagesSolder Paste Printing ProcesshillaryNo ratings yet
- HowToPrintParts MK3S+Document1 pageHowToPrintParts MK3S+JcMhNo ratings yet
- HowToPrintParts MK3S+Document1 pageHowToPrintParts MK3S+JcMhNo ratings yet
- SMT Solder Paste Printing Process Quality Improvement Through Six Sigma ApproachDocument30 pagesSMT Solder Paste Printing Process Quality Improvement Through Six Sigma ApproachAnonymous HizOWFNo ratings yet
- Rectifier Diode BY459-1500 Fast, High-Voltage: General Description Quick Reference DataDocument5 pagesRectifier Diode BY459-1500 Fast, High-Voltage: General Description Quick Reference DataRusmiyanto YantoNo ratings yet
- Difference Between Damped and Undamped VibrationDocument4 pagesDifference Between Damped and Undamped VibrationAbd Tash33% (3)
- Potential Distribution Over Suspension Insulator S PDFDocument4 pagesPotential Distribution Over Suspension Insulator S PDFsmitajanaNo ratings yet
- 109 ManualDocument2 pages109 ManualJorge Eduardo CardoneNo ratings yet
- 2nd Rehearsal Grade 12-H Key PaperDocument9 pages2nd Rehearsal Grade 12-H Key PaperAleeha HassanNo ratings yet
- Semiconductor KTC3198A: Technical DataDocument3 pagesSemiconductor KTC3198A: Technical DataErwin Rolando EscobarNo ratings yet
- Validation and Verification of ANSYS FLUENT Boiling CapabilitiesDocument22 pagesValidation and Verification of ANSYS FLUENT Boiling CapabilitiesMaximNo ratings yet
- Efficient Flame Detection and Early WarningDocument9 pagesEfficient Flame Detection and Early WarningHiran ChathurangaNo ratings yet
- 1.4 Part1 - Simultaneous Equation Two VariablesDocument9 pages1.4 Part1 - Simultaneous Equation Two VariablesCT MarNo ratings yet
- Fundamentals of Fire Fighter Skills, Third Edition Chapter 6: Fire Behavior Chief ConceptsDocument2 pagesFundamentals of Fire Fighter Skills, Third Edition Chapter 6: Fire Behavior Chief ConceptsMuhammad Alshikh100% (1)
- Transformer Design and Manufacturing Manual Robert G Wolpert 2004Document130 pagesTransformer Design and Manufacturing Manual Robert G Wolpert 2004mariopilarNo ratings yet
- Enhancement Method'S On Boiler EfficiencyDocument16 pagesEnhancement Method'S On Boiler Efficiencysidan magnaNo ratings yet
- Chapter 5 Angle Modulation Fall 2020Document82 pagesChapter 5 Angle Modulation Fall 2020Mahmoud AbdelazizNo ratings yet
- Experience and Practical Considerations in The Design of Viscous DampersDocument9 pagesExperience and Practical Considerations in The Design of Viscous DampersHiep Truong TuanNo ratings yet
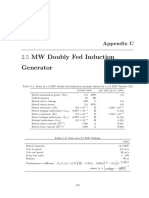
- 2.5 MW Doubly Fed Induction Generator: Appendix CDocument1 page2.5 MW Doubly Fed Induction Generator: Appendix CShaswat JhaNo ratings yet
- MEGAWRAP-200: Unidirectional Carbon Fabric For Structural StrengtheningDocument2 pagesMEGAWRAP-200: Unidirectional Carbon Fabric For Structural StrengtheningMarli MaksutiNo ratings yet
- MahilDocument221 pagesMahilChintamani GiriNo ratings yet
- Scherrer Formula Estimation of Error in Determining Small Nanoparticle SizeDocument6 pagesScherrer Formula Estimation of Error in Determining Small Nanoparticle SizeMario PgNo ratings yet
- LC5910S Data Sheet: Critical Current Mode Buck LED Driver ICDocument22 pagesLC5910S Data Sheet: Critical Current Mode Buck LED Driver ICnikko hinostrozaNo ratings yet
- Datasheet PDFDocument5 pagesDatasheet PDFadminNo ratings yet
- Avrs 650 HDocument142 pagesAvrs 650 HmarceloNo ratings yet
- Introduction To Direct Energy ConversionDocument33 pagesIntroduction To Direct Energy ConversionHuzaifa Wasim100% (2)
- EmulsionDocument98 pagesEmulsionAfshan ShabbirNo ratings yet
- Nematigiv 2018Document41 pagesNematigiv 2018aamirmubNo ratings yet
- Chapter 5 Flexural MembersDocument40 pagesChapter 5 Flexural MembersAriel Dela CruzNo ratings yet
- Δ XYZ: x=29m, y=15m, ∠Z=122°: Law Of Cosines WorksheetDocument3 pagesΔ XYZ: x=29m, y=15m, ∠Z=122°: Law Of Cosines WorksheetHannah CenaNo ratings yet
- 9 Ligand SubstitutionDocument89 pages9 Ligand SubstitutionJuan Carlos MedinaNo ratings yet
- Kota Super Thermal Power Station: A Presentation OnDocument19 pagesKota Super Thermal Power Station: A Presentation OnGaurav GuptaNo ratings yet
- Ma Emf Mag1000 MT101-KFL-VN180907-2018.09.07Document24 pagesMa Emf Mag1000 MT101-KFL-VN180907-2018.09.07NO BOTHERNo ratings yet
- Objectives Electrical EngineeringDocument21 pagesObjectives Electrical Engineeringvan eric lardizabalNo ratings yet