You might also like
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- Jigs & FixturesDocument124 pagesJigs & Fixturespaul chandra100% (1)
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingFrom EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingRating: 5 out of 5 stars5/5 (2)
- Name Harshal Bhatt Department Mechanical 2 YearDocument30 pagesName Harshal Bhatt Department Mechanical 2 YearRahul KhatriNo ratings yet
- Jigs and FixturesDocument112 pagesJigs and FixturesAakash Singh100% (4)
- SD22 Operation and Maintenance ManualDocument158 pagesSD22 Operation and Maintenance ManualdharanNo ratings yet
- Workshop ManualDocument37 pagesWorkshop ManualSai Swaroop Mandal0% (1)
- Testing Machine Tools by Schlesinger Principle - Lathe Machine TestDocument6 pagesTesting Machine Tools by Schlesinger Principle - Lathe Machine TestАлександар ВујаковићNo ratings yet
- Theory of MachinesDocument70 pagesTheory of MachinesKSM CREATIONSNo ratings yet
- WireRopeHoist - InstructionManualDocument94 pagesWireRopeHoist - InstructionManualsriguruprasathsNo ratings yet
- Use of A Hot Sheet For Component ManagementDocument7 pagesUse of A Hot Sheet For Component Managementvictor.ciprianiNo ratings yet
- Measuring Cutting Forces and Lathe AlignmentDocument47 pagesMeasuring Cutting Forces and Lathe AlignmentBidyadhar GiriNo ratings yet
- Maintenance Interval Schedule 950HDocument4 pagesMaintenance Interval Schedule 950HForesight Misr100% (2)
- Alignment Tests On Milling Machine (Metrology)Document6 pagesAlignment Tests On Milling Machine (Metrology)Saikrishna Nagumalli67% (3)
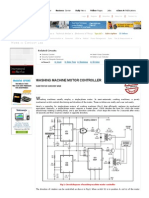
- Washing Machine Motor ControllerDocument3 pagesWashing Machine Motor ControllerprabhyodhNo ratings yet
- Increase Productivity with Jigs and FixturesDocument4 pagesIncrease Productivity with Jigs and FixturesjoshivishwanathNo ratings yet
- Accuracy Inspection Equipment CNCDocument36 pagesAccuracy Inspection Equipment CNCjimmy_bikerNo ratings yet
- Acceptance Tests and Maintenance of Machine ToolsDocument17 pagesAcceptance Tests and Maintenance of Machine ToolsWarasul Hasan Chandan50% (2)
- BiesseWorks Instructions Rev6.4 5804A0107Document700 pagesBiesseWorks Instructions Rev6.4 5804A0107Slava D.100% (4)
- Machine Tool TestingDocument9 pagesMachine Tool TestingAnand Babu70% (10)
- JigDocument13 pagesJigJunaid YNo ratings yet
- Basics of Railway Principles (Signalling/Interlocking)Document20 pagesBasics of Railway Principles (Signalling/Interlocking)Vishwanath S GargNo ratings yet
- Machine Tool TestingDocument2 pagesMachine Tool Testingkibwanajuma4956No ratings yet
- Meb 460 - Metrology & Measurement and Machine Tool Testing Practical ObjectivesDocument3 pagesMeb 460 - Metrology & Measurement and Machine Tool Testing Practical ObjectivesBalaji DsNo ratings yet
- Lecture 14 - ACCEPTANCE TESTDocument24 pagesLecture 14 - ACCEPTANCE TESTMovie 6890No ratings yet
- Alignment Test ReportDocument16 pagesAlignment Test ReportSharath Chandra PalleNo ratings yet
- Machine Tool # 3Document2 pagesMachine Tool # 3api-26046805No ratings yet
- Research WZMDocument7 pagesResearch WZMFayed Vasquez GonzalezNo ratings yet
- Lec 35Document27 pagesLec 35Vivek FegadeNo ratings yet
- Standard Accuracy Tests of Machine-Tools Prognosis in Their StateDocument11 pagesStandard Accuracy Tests of Machine-Tools Prognosis in Their StateAdhan AliNo ratings yet
- Machine MaintenanceDocument39 pagesMachine MaintenanceTariku HabteselassieNo ratings yet
- Manufacturing Processes Measurement GuideDocument25 pagesManufacturing Processes Measurement GuideyamadaNo ratings yet
- Activity No.7 - Shaping MachineDocument4 pagesActivity No.7 - Shaping MachineDezza MarieNo ratings yet
- Introduction To Machine and Machine ToolDocument18 pagesIntroduction To Machine and Machine ToolSachin ChaturvediNo ratings yet
- CNC New Syllabus TopicsDocument51 pagesCNC New Syllabus TopicsVISMAY PATEL100% (1)
- Doc1Document4 pagesDoc1Zaman TonmoyNo ratings yet
- Classification of Machine ToolsDocument8 pagesClassification of Machine ToolsMuhammad Qasim Jameel100% (1)
- Milling IndexingDocument25 pagesMilling IndexingJeevanantham KannanNo ratings yet
- Exp No 9 ShaperDocument5 pagesExp No 9 ShaperM IRFANNo ratings yet
- Machine Tool TestingDocument9 pagesMachine Tool TestingAdhan AliNo ratings yet
- Unit 1 Introduction To Machine and Machine ToolDocument19 pagesUnit 1 Introduction To Machine and Machine ToolAtul GaurNo ratings yet
- Manufacturing Processes - II - Lecture Notes PDFDocument18 pagesManufacturing Processes - II - Lecture Notes PDFDharmendra KumarNo ratings yet
- Accuracy Enhancement of 3 Axis Vertical Milling MachineDocument4 pagesAccuracy Enhancement of 3 Axis Vertical Milling Machinele duyNo ratings yet
- Jigs and Fixtures Design GuideDocument13 pagesJigs and Fixtures Design GuideAnurag JoshiNo ratings yet
- Machine Tool TestingDocument4 pagesMachine Tool Testingnm2007k100% (1)
- Term-Work / List of Experiments: DIT Pimpri StudentsDocument1 pageTerm-Work / List of Experiments: DIT Pimpri StudentsA SNo ratings yet
- Seminar Report ON: Dissertation Phase - IDocument32 pagesSeminar Report ON: Dissertation Phase - IIshan ShahNo ratings yet
- Machine Tool Metrology: Introduction: - Stiffness & Rigidity of The Machine Tool & Its Components PartsDocument30 pagesMachine Tool Metrology: Introduction: - Stiffness & Rigidity of The Machine Tool & Its Components Partsmohd mansoor100% (1)
- Machine Tool Accuracy TestingDocument30 pagesMachine Tool Accuracy TestingNagoor ShaikNo ratings yet
- Department of Mechanical Engineering: SJB Institute of TechnologyDocument54 pagesDepartment of Mechanical Engineering: SJB Institute of TechnologyChidu KNo ratings yet
- Metal Machining and Automation (ME 3201)Document15 pagesMetal Machining and Automation (ME 3201)kasam santhosh prathikNo ratings yet
- Maintaining Shaper MachinesDocument9 pagesMaintaining Shaper Machineshp PCNo ratings yet
- Accep Testing PDF PDFDocument27 pagesAccep Testing PDF PDFGanesh DongreNo ratings yet
- AUST Lab Manual Machine Shop ExperimentsDocument20 pagesAUST Lab Manual Machine Shop ExperimentsHussain Mohammad ImranNo ratings yet
- Universiti Tun Hussein Onn Malaysia Centre For Diploma StudiesDocument8 pagesUniversiti Tun Hussein Onn Malaysia Centre For Diploma StudiesAbbyNo ratings yet
- 2016 Winter Model Answer PaperDocument14 pages2016 Winter Model Answer PaperAditya KothimbireNo ratings yet
- CNC Machine Performance Evaluation Using Finished Test PiecesDocument12 pagesCNC Machine Performance Evaluation Using Finished Test PiecesD-DNo ratings yet
- MQC Lab Manual 2021-2022-AutonomyDocument39 pagesMQC Lab Manual 2021-2022-AutonomyAniket YadavNo ratings yet
- Measurement of Form Errors TechniquesDocument22 pagesMeasurement of Form Errors TechniquesRaj PatelNo ratings yet
- DJFP-PART A Q&ANS - FullDocument30 pagesDJFP-PART A Q&ANS - FullGunasekaranNo ratings yet
- Lab 4Document5 pagesLab 4eimaan afrozNo ratings yet
- Fixture Lecture 3 1Document32 pagesFixture Lecture 3 1Shubham BhagwatNo ratings yet
- Planar Linkage Synthesis: A modern CAD based approachFrom EverandPlanar Linkage Synthesis: A modern CAD based approachNo ratings yet
- Performance-Based Gear Metrology: Kinematic - Transmission - Error Computation and DiagnosisFrom EverandPerformance-Based Gear Metrology: Kinematic - Transmission - Error Computation and DiagnosisNo ratings yet
- Grinding Overview: Machinist Grinder Interview Questions and AnswersFrom EverandGrinding Overview: Machinist Grinder Interview Questions and AnswersNo ratings yet
- INDEXDocument1 pageINDEXRahul KhatriNo ratings yet
- Rex Chain Drive DesignDocument63 pagesRex Chain Drive Designarchivaldo8571No ratings yet
- Chain Bristol UniversityDocument22 pagesChain Bristol UniversityKUNKRINo ratings yet
- Project Write UpDocument4 pagesProject Write UpRahul KhatriNo ratings yet
- Load SensingDocument8 pagesLoad SensingLiebherr100% (1)
- Mechanics Micro ProjectDocument15 pagesMechanics Micro Project134 Bilolikar AdityaNo ratings yet
- M BMTDocument20 pagesM BMTNORBELYSNo ratings yet
- Loaia Star Linger MachineryDocument30 pagesLoaia Star Linger MachinerySaif MastoiNo ratings yet
- Superstructure Instructions OtherDocument29 pagesSuperstructure Instructions OtherЕвгений АксёновNo ratings yet
- SAIA MotorsDocument218 pagesSAIA MotorsShanmuganathan ShanNo ratings yet
- Topic: Advantages and Disadvantages of Technology in Our SocietyDocument13 pagesTopic: Advantages and Disadvantages of Technology in Our SocietyAnonymous hJv0t2YoNo ratings yet
- Deception and Mimicry in Bluegill MatingDocument8 pagesDeception and Mimicry in Bluegill MatingTania CaoNo ratings yet
- Multi Spindle Drilling MachineDocument4 pagesMulti Spindle Drilling Machinejohn2292No ratings yet
- Course Title: Fundamental of Mechanical Engineering (Code: 3300015)Document8 pagesCourse Title: Fundamental of Mechanical Engineering (Code: 3300015)Kishan BadiyaNo ratings yet
- SP800 Operating ManualDocument17 pagesSP800 Operating ManualAtaa AssaadNo ratings yet
- Ncstudio ManualDocument65 pagesNcstudio Manualcoriano100% (1)
- Valve Catalog ARODocument106 pagesValve Catalog AROMartin DavilaNo ratings yet
- Mechatronics: The Synergistic Combination of Mechanical, Electrical, and Computer EngineeringDocument31 pagesMechatronics: The Synergistic Combination of Mechanical, Electrical, and Computer EngineeringAkshet PatelNo ratings yet
- Rolling Machine Creates CylindersDocument8 pagesRolling Machine Creates CylindersTanviNo ratings yet
- Heat EnginesDocument16 pagesHeat EnginesVikas RajpurohitNo ratings yet
- 300L Liuid Soap Making MachineDocument3 pages300L Liuid Soap Making MachineFoe AungNo ratings yet
- Analysis of Alternative Composite Material For High Speed Precision Machine Tool Structures PDFDocument14 pagesAnalysis of Alternative Composite Material For High Speed Precision Machine Tool Structures PDFfunkyNo ratings yet
- Takeuchi Compact Excavator Tb53frcj1e001 Workshop ManualDocument20 pagesTakeuchi Compact Excavator Tb53frcj1e001 Workshop ManualPatti98% (52)
- Food Processing BrochureDocument2 pagesFood Processing BrochureBruce WongNo ratings yet
- GMI B3+B4 Ver1Document21 pagesGMI B3+B4 Ver1Familia mantilla rodriguezNo ratings yet
- Technical Manual BL4x - MT-ENDocument63 pagesTechnical Manual BL4x - MT-ENpeajeNo ratings yet