Professional Documents
Culture Documents
Fabric Filter Technology For Utility Coal Fired Power Plants
Fabric Filter Technology For Utility Coal Fired Power Plants
Uploaded by
Dragos NojeaOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Fabric Filter Technology For Utility Coal Fired Power Plants
Fabric Filter Technology For Utility Coal Fired Power Plants
Uploaded by
Dragos NojeaCopyright:
Available Formats
Journal of the Air Pollution Control Association
ISSN: 0002-2470 (Print) (Online) Journal homepage: https://www.tandfonline.com/loi/uawm16
Fabric Filter Technology for Utility Coal-Fired
Power Plants
Robert C. Carr & Wallace B. Smith
To cite this article: Robert C. Carr & Wallace B. Smith (1984) Fabric Filter Technology for Utility
Coal-Fired Power Plants, Journal of the Air Pollution Control Association, 34:1, 79-89, DOI:
10.1080/00022470.1984.10465729
To link to this article: https://doi.org/10.1080/00022470.1984.10465729
Published online: 08 Mar 2012.
Submit your article to this journal
Article views: 1191
View related articles
Citing articles: 1 View citing articles
Full Terms & Conditions of access and use can be found at
https://www.tandfonline.com/action/journalInformation?journalCode=uawm20
CONTROL JANUARY 1984
TECHNOLOGY News
Fabric Filter Technology
for Utility Coal-Fired Power Plants
Robert C. Carr Wallace B. Smith
Electric Power Research Institute Southern Research Institute
Palo Alto, California Birmingham, Alabama
Series Overview shows them to be extremely complex with large nodular for-
mations, crevices or fissures, and relatively thin areas where
Electric utilities have made significant progress in recent years the bags fold during cleaning. Moreover, these dust cakes are
in designing and operating fabric filters, or baghouses, for the much more tenacious than originally believed, they take a long
collection of particulate matter: small particles of fly ash time to build, and they have been observed to build to dif-
produced in the coal combustion process. As a result of these fering levels depending on the type of coal burned.
advances,' in a ten-year period baghouses have become an Residual dust cakes are now thought to be the single most
accepted and frequently preferred particulate matter control critical factor relating to baghouse performance. It is clear, for
technology within the industry. example, that baghouse collection efficiencies and pressure
Much of the data contributing to improved understanding drop are determined by the nature of dust cakes. But a num-
of baghouse performance and to utility acceptance of the ber of factors affect how dust cakes build and adhere, among
technology has evolved from an extensive research and de- them, electrical charge, particle size, and flue gas and ash
velopment program undertaken in 1975 by the Electric Power composition, and these factors are not now fully understood.
Research Institute (EPRI). Conducted under contract by Until they are, optimum specifications for baghouse design
Southern Research Institute, this program includes labora- and operation cannot be established.
tory, pilot, and field studies of baghouses in utility applica- Particles are known to carry electrical charges which are
tions, and is directed at improving unit operation, reliability, widely acknowledged to influence pressure drop. But the
and economics. magnitude of electrical effects on dust cake formation and
This series of papers has been prepared to present new potentially on pressure drop is not known, and an explanation
empirical data obtained in this EPRI-sponsored research, and of the mechanisms has not been developed. Also, while some
to summarize present understanding of baghouse technology. investigators say electrical charge has a detrimental effect on
The objective is to provide electric utilities, fabric filter baghouse performance, others are pursuing precharging and
manufacturers and vendors, research and development or- electrification of bags to benefit performance.
ganizations, and regulatory agencies with current data on unit Particle size clearly plays a significant role in determining
design and operating parameters, and to foster the continued the structure and porosity of the dust cake. But the details of
transfer of technical information in the field. particle size dependence as it affects dust cake buildup are not
The series exclusively discusses the design and operation known. Also, particle size probably has some bearing on
of reverse-gas and shake/deflate cleaned baghouses. Reference whether the dust cake is formed within the cloth itself or on
to "baghouses," "utility baghouses," or other generic mention its surface. Each of these factors ultimately has an impact on
of fabric filter technology in utility application in these dis- both pressure drop and collection efficiency.
cussions should be interpreted only with respect to these types The roles of flue gas and ash composition also need to be
of units. better understood. Both physical and chemical reactions be-
The series will examine a number of unresolved issues in tween reactive gases and particulate matter are known to
baghouse design and operation. A fundamental aspect of these occur on bags, but whether or not this continuing interaction
issues only now being fully appreciated is the long operating affects the adhesion, cohesion, or porosity of dust cakes is
times required for baghouses to reach equilibrium or semi- unclear.
equilibrium in terms of pressure drop (a measure of the Uncertainty in these areas influences a number of baghouse
amount of energy required to pull flue gas through the sys- design considerations. Most important among them are: the
tem). Recent observations reveal time constants of many relationship between pressure drop and air-to-cloth ratio (the
months and perhaps years may be typical for utility baghouses volume of flue gas to be filtered per unit area of bag cloth);
to reach semiequilibrium in terms of pressure drop. Further, selection of the most effective bag cleaning method; and se-
many units now maturing in operation are experiencing higher lection of the best type of fabric weave, finish, and construc-
than design pressure drop. Associated with this phenomenon, tion to accomplish maximum permeability, cleanability, and
particularly in baghouses cleaned by reverse gas, is the buildup durability for the specific type of fly ash to be filtered.
on bags of a heavy (60-150 lb) residual dust cake (that portion Residual dust cakes govern the pressure drop that will result
of the dust cake left after bag cleaning). from operation at a given air-to-cloth ratio. However, con-
Examination of these dust cakes on reverse-gas cleaned
units, and to a lesser extent on shake/deflate cleaned units, Copyright 1984-Air Pollution Control Association
January 1984 Volume 34, No. 1 79
CONTROL TECHNOLOGY NEWS standard regardless of manufacturer. No such practices have
been identified.
Bag life is intricately tied to the question of design specifi-
ventional theories to predict pressure drop for a particular cations for application on specific types of coal, as well as to
air-to-cloth ratio are based on simplistic models or empirical startup/shutdown procedures, cleaning, bag tensioning,
data obtained with laboratory aerosols, and these data have aerosol characteristics, and several other aspects of baghouse
not been confirmed in actual operation given the lack of operation. At present, however, there are no clear relationships
standard characterization procedures and variations in dust among these factors and procedures, and the tests which do
cake structure due to differences in fuel, ash, fabric, gas, and exist cannot be uniformly applied with a high degree of con-
operation. fidence.
Selection of the cleaning method for a particular baghouse With regard to cleaning philosophies, it has been shown that
application is an important design consideration because of the natural inclination to clean compartments more often as
its implications for bag life, pressure drop, and other factors pressure drop drifts upward over time can result in in-
which affect capital and operating costs. At present, reverse- creased—not decreased—overall system pressure drop. De-
gas cleaning is being used most widely in the utility industry. spite this, there is a demonstrated tendency among operators
But it is not clear, in retrospect, that this is the best choice. to respond to increases in pressure drop with more frequent
Design specifications for fiberglass bags to accomplish op- cleaning. .
timum performance in filtering fly ash from different types One of the most significant but overlooked aspects of
of coal is a totally undefined area. Bag weave, finish, and applying baghouse or any other pollution control technology
construction are known to affect dust cake structure and is establishment and implementation of a comprehensive
weight, and hence pressure drop, cleaning, and other aspects operating and maintenance (O&M) program. Baghouses
of baghouse operation. But there is as yet no proven theoret- represent large capital investments—up to $40 million or 7%
ical, logical, or experimental basis for selecting between of total power plant costs for a 500 MW unit—and proper
weaves, finishes, and construction techniques. O&M procedures can extend their service lives. Also, these
In terms of baghouse operation, residual dust cakes and procedures can improve the reliability of the baghouse,
aerosol characteristics have important ramifications for thereby minimizing the risk of unscheduled boiler outages
startup/shutdown procedures, bag life, and cleaning philos- which can cost a utility $200,000-$300,000 per day in re-
ophies. Startup/shutdown procedures are thought to influence placement power for a 500-MW boiler.
acid condensation, chemical reactions, and "bag blinding," In addressing these issues, this series has been divided into
but there is no conclusive evidence that such problems occur six topics. They are:
in a baghouse. If they do, there is no consensus as to the pro- • Utility baghouse design and operation
cedures which should be used to avoid them. Preheating of • Application of baghouse technology in the electric utility
baghouse compartments and precoating of bags (commonly industry
with fly ash or other dusts) to avoid condensation and pene-
tration of fine particles into new bag fabrics are recommended • Performance of full-scale utility baghouses
by some manufacturers and operators. But no documentation • Pilot-scale and laboratory studies of fabric filter tech-
has been found by the authors to establish that this improves nology for utility applications
performance. Also, different baghouse manufacturers now • Development and evaluation of bag cleaning methods in
require specific startup/shutdown procedures to maintain the utility baghouses
validity of guarantees, and these procedures vary widely. • Future research, development, and demonstration of
Intuitively, it would seem that some practices should be utility baghouses
Part I: Utility Baghouse Design and Operation
This is the first in a series of papers discussing the experience of The primary role of a coal-fired boiler is to extract heat
electric utilities in applying baghouse technology for the collection energy from coal and produce steam at a high temperature and
of particulate matter at coal-fired electric power generating plants. pressure. This steam is expanded in a turbine coupled to an
The series presents new data obtained in research sponsored by the
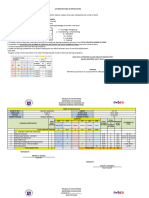
electric generator. Figure 1 schematically illustrates the basic
features of a modern pulverized coal-fired boiler and the origin
Electric Power Research Institute (EPRI) on reverse-gas and and major paths of fly ash. In preparation for combustion, the
shake/deflate cleaned baghouses, and specifically addresses a coal is first pulverized to a particle size typically 70 wt%
number of unresolved issues in the design and operation of these units. smaller than 75 fim in diameter, a consistency resembling that
This paper explains baghouse design and operation, and includes of talcum powder. These particles are then blown into the
discussions of utility boiler operation, fly ash characterization, and
furnace where they are mixed with air and their organic con-
stituents are burned in suspension, reaching peak flame
filtration mechanisms. temperatures near 3000°F.
Noncombustible mineral matter in these particles is re-
leased mostly asflyash and carried in suspension through the
boiler by flue gas (gaseous combustion products). During this
In the United States today, coal-fired boilers operated by the passage, heat extraction cools the flue gas, normally to 750°F.
electric utility industry consume over 500 million tons of coal On leaving the boiler, it is further cooled to about 300°F in an
per year. Inasmuch as coal contains up to 30% noncombustible air heater. Fly ash concentration exiting the air heater is di-
mineral matter, enormous quantities of fly ash are produced rectly proportional to the ash content of the coal burned, and
in the process. The average generating capacity of presently generally ranges between 1 and 10 gr/ft3. The chemical com-
installed coal-fired utility boilers is 500 MW, although units position of fly ash can vary widely depending upon the type
as large as 1200 MW are in operation. These boilers are de- of coal fired, and even the seam from which the coal is ex-
signed to burn a variety of coals ranging from low-rank lignites tracted. Table I provides ranges for commonly measured fly
to high quality bituminous. ash chemical constituents.1
80 Journal of the Air Pollution Control Association
COMBUSTION PRODUCTS:
• FLUE GAS (N2, CO2,
H2O, O2, SOx. NOx).
CLEANED FLUE GAS
• FLY ASH
BOILER
BAGHOUSE STACK
COAL AND
HEATED AIR
\S\S\f
COLLECTED
FLY ASH
Figure 1.
FURNACE
BOTTOM ASH
I TO ASH DISPOSAL
OR UTILIZATION
Schematic illustration of the basic features of a modern pulverized coal-fired boiler and the origin and major paths of fly ash.
One of the unique characteristics of fly ash which presents nificantly, pressure drops that exceed the design limit of
a major challenge in particulate matter control is the wide system fans can mean that station boilers must operate at less
range of potential particle sizes. It is not uncommon for fly ash than full load, a very costly situation.
to span over four decades in particle size, from less than 0.01 Air-to-cloth ratio (A/C) represents the most important
^m to greater than 100 £tm in diameter. Also, the distribution parameter of baghouse design because it determines unit size
of fly ash mass as a function of particle diameter (particle size and, thereby, capital cost. It is calculated by dividing the
distribution) can vary significantly depending upon boiler volume flow of flue gas received by a baghouse by the total
design and coal composition. Although the majority of particle area of the filtering cloth, and is typically expressed as actual
mass is associated with larger particles, typically 50% greater cubic feet per minute per square foot (acfm/ft2). Inasmuch as
than 10 /um, the majority of particle numbers are less than 0.5 this ratio has the dimensions of velocity (ft/min), A/C is
/urn. Data developed under EPRI sponsorship show that fly sometimes also called face velocity or average speed of gas
ash generated in a number of utility boilers is distributed into passing through the fabric.
at least two distinct modes: a submicron mode with particles
approximately 0.1 nm in diameter, and a large particle mode
with particle sizes greater than 0.5 /xm.2 Table I. Ranges for commonly measured fly ash
chemical constituents.
Baghouse Operation Maximum Minimum
Component ' % %
Located downstream of utility boilers, baghouses separate
fly ash from flue gas in separate compartments containing SiO 2 61.0 41.2
A12O3 31.0 17.9
between 150 and 400 tube shaped bags, or fabric filters. Flue Fe 2 O 3 23.7 3.9
gas is pulled into and through these compartments by large CaO 23.5 0.3
fans, and it arrives in volumes of up to several million cubic MgO 5.5 0.9
feet per minute at temperatures typically 250°-350°F—with Na 2 O 2.66 0.13
excursions up to 600° F under upset conditions—and at speeds K2O 3.9 0.28
up to 50-60 ft/s. Li 2 O 0.07 0.01
Baghouses have demonstrated excellent success in con- TiO 2 2.3 0.8
trolling both total and fine particulate matter, and in P2O5 1.0 0.16
achieving a clear stack (no visible plume).3"6 They have been so3 1.83 ' 0.07
shown routinely capable of filtering fly ash at collection ef-
ficiencies of 99.9% on pulverized coal-fired utility boilers, of
accomplishing stack opacities well below 5% (clear stack), and Design air-to-cloth ratio is normally specified by the utility
of achieving outlet concentrations of 0.005 lb/106 Btu. customer. Higher air-to-cloth ratios mean less fabric, there-
There are two fundamental parameters in sizing and op- fore, less structure and capital cost. However, with smaller
erating baghouses: pressure drop and air-to-cloth ratio. amounts of cloth pressure drop can become more of a problem,
Pressure drop is critical because higher pressure drops mean forcing energy costs up, and more frequent bag cleaning may
that more energy is required to pull flue gas through the sys- be required, meaning increased compartment down time and
tem. Measured in inches of water using a manometer, a pres- the potential for reliability problems.
sure drop of 4-6 in. of water is typically acceptable and suffi- In operation, baghouses may be designed to filter particu-
cient to move the flue gas economically through the system. late matter using either inside-out or outside-in collection.
Operation at higher pressure drops can become expensive (Outside-in collectors are generally called "pulse-jet" collec1
since the energy cost for each inch of pressure drop is ap- tors for the type of bag cleaning method they employ.) Figure
proximately $50,000 per year for a 500-MW plant. More sig- 2 is a schematic representation of these options. With pulse-jet
January 1984 Volume 34, No. 1 81
CONTROL TECHNOLOGY NEWS 1 ft in diameter. For smaller installations, they are nominally
20 ft in length by 8 in. in diameter. In pulse-jet collectors where
the face velocity of flue gas is higher than in inside-out col-
collection, flue gas is directed from the outside surface of the lectors, felted fabrics manufactured from a variety of materials
bag through the fabric to the inside. With inside-out collec- are used to protect against particulate matter bleed through.
tion, flue gas is routed into the bags at the bottom and then These bags are smaller than reverse-gas or shake/deflate
passed through the fabric to the outside. (Although it has been cleaned bags—typically 8-15 ft in length by 6-8 in. in diam-
suggested that top inlet baghouses offer advantages over eter—inasmuch as the pulses of compressed air must travel
bottom inlet design on inside-out collectors, this has not been the full length of the bag to achieve effective cleaning.
demonstrated and only bottom inlet is now used in the utility Given that pulse-jet cleaning leaves very little residual dust
industry.)7 Inside-out collectors typically operate at an air- cake on the bag, pulse-jet collectors do have the advantage of
to-cloth ratio of 1.6-3 acfm/ft2, whereas pulse-jet collectors operating at higher air-to-cloth ratios. However, pulse-jet
typically operate at values as high as 6 acfm/ft2. cleaning requires air compressors, compressed air piping and
In both pulse-jet and inside-out collection, particulate air drying systems, manifold systems, venturi tubes above
matter is trapped and deposited on the surface of the bag, and each bag, metal support cages inside bags, and other complex
cleaned flue gas exits at the top of the compartment into an equipment, raising maintenance and dependability concerns,
outlet duct that joins other similar ducts and terminates at and repeated pulsing from cleaning cycle to cleaning cycle is
the stack. With pulse-jet collectors, the primary filtering thought to be too vigorous for use with fiberglass bags. Also,
medium is the bag itself. With inside-out collectors, however, because more bags are required than with inside-out collectors
a clean bag is not the most efficient collector. Rather, it is the (given the smaller bags used in pulse-jet cleaned units), some
collected particulate matter on the inside of the bag, called of the perceived advantages of operation at higher air-to-cloth
the dust cake or filter cake, that acts as the primary filtering ratios are lost. For these reasons, electric utilities have over-
medium. whelmingly opted for inside-out collectors. At present, no
In both processes, when particulate matter on the fabric full-sized pulse-jet units are known to be in operation in the
builds to unacceptable levels, the bags are cleaned. With in- utility industry in the U.S.
side-out collectors, cleaning is accomplished using either a
reverse-gas flow (reverse-gas cleaning) or a shaking mecha- Baghouse Design
nism (shake/deflate cleaning). With pulse-jet collectors, it is
accomplished by sending pulses of compressed air down the Utility baghouse designs vary greatly depending upon the
bag. After many cycles of filtration and cleaning, and re- equipment manufacturer and bid specification. However, in
gardless of which cleaning method is used, a more or less stable general terms, utility baghouses have between eight and 32
residual dust cake is established on the bag. compartments consisting of an inlet manifold, compartment
Because of the high flue gas temperatures characteristic of hopper inlet, tube sheet with thimbles, bag region and support
electric power generation, fiberglass bags are generally used assembly, compartment outlet ductwork, and outlet manifold.
in utility baghouses. To protect against abrasion, and as a Generally, retrofit units will have inlet and- outlet flanges on
shield to resist chemical attack, these bags are finished (i.e., the same side, and new units will have them on different sides.
coated) typically using Teflon, silicone, and graphite applied Isolation valves are located at the inlet and outlet of each
singly or in combination. In reverse-gas and shake/deflate compartment, and valves for reverse-gas or shake/deflate
cleaned baghouses, woven fiberglass bags are used. Bags for cleaning are generally installed in the compartment wall. In
these types of units generally fall into two size categories. For some instances, units are equipped with bypass systems for
larger installations, they are nominally 30-36 ft in length by isolation during boiler startup and shutdown operation.
REVERSE OR
SHAKER DRIVE DEFLATION GAS
MECHANISM
(OPTIONAL)
COMPRESSED
AIR
MANIFOLD
-TUBE SHEET
"VENTURI
NOZZLE
- - H - FILTER BAG
METAL CAGE
HOPPER
MATERIAL DISCHARGE
INSIDE OUT OUTSIDE IN
Figure 2. Schematic representation of inside-out and outside-in collectors.
82 Journal of tho Air Pollution Control Association
Design of baghouse ductwork and placement of isolation manufacturing and performance standards and quality con-
valves can have a significant impact on performance, specif- trol guidelines. Investigation to improve fabric performance
ically in terms of ductwork pressure drop, fly ash and flow and economics is directed toward enhancing bag permeability,
distribution among compartments, and ductwork erosion. In cleanability, and durability, and it involves monitoring pres-
distributing flue gas to the various baghouse compartments, sure drop, particulate matter penetration, and residual dust
gas velocity must decelerate from nominally 60 ft/s in the main cake weight and release characteristics. Different weaves and
inlet manifold to nearly zero in the compartment hopper. In finishes for fiberglass fabric are also being investigated, as are
some designs, this flow is required to abruptly change direc- alternative materials, such as Teflon, Nomex, Ryton, and
tion one or more times in transit, leading to significant flow felted glass, as well as acrylics.
separation and increased pressure drop. The opposite situa- Fiberglass bags are woven with multifilament yarns, and
tion prevails in compartment outlet regions where flow must many steps are involved in the weaving process.12 Warp yarns
accelerate from near zero in the compartment back up to ap- run lengthwise in the bag, and fill yarns run across the bag. Fill
proximately 60 ft/s in the outlet manifold. Improper design yarns are often texturized to increase surface area and par-
in this region can lead to excessive pressure drop in the outlet ticulate matter collection. However, since this results in a loss
manifold. Ductwork pressure drop of 3 in. of water has been of yarn strength, warp yarns are seldom texturized.
measured in poorly designed baghouses. Proper design can Bags used in utility application are normally woven in a 3
reduce this by two-thirds—to 1 in. of water or less.6'8"10 by 1 twill pattern (over three, under one, etc.) to create a fabric
In classifying utility baghouse systems,10 three basic inlet with two distinctly different surfaces: one with predominantly
manifold-hopper transitions have been identified: a 90° elbow warp yarns (smooth) and one with predominantly fill yarns
from the bottom of the inlet manifold to the side of the hopper, (texturized or fuzzy). Although bags are usually made from
an inclined or horizontal transition from the side of the inlet fabrics with the warp side out (fuzzy side in), some tests have
manifold to the side of the hopper, and a transition from the been made of warp side in (fuzzy side out) to obtain better
bottom of the inlet manifold directly to an upper corner of the dust cake release. Warp out is believed to improve particulate
hopper. Virtually all inlet systems can be classified in one of matter collection and reduce fabric blinding, but there is
these categories, and are either circular or rectangular in concern that with some fly ash a heavy, difficult to remove
cross-section, or offset on the hopper side wall. Four types of dust cake may result. Several utilities are evaluating different
valving systems are used: poppets, butterflies, louver dampers, weaves and finishes in order to achieve better dust cake release
and a more sophisticated butterfly-vane combination. and lower pressure drop.
Two compartment outlet manifold transitions are currently After fiberglass fabric is woven, it is heat cleaned and fin-
employed: a 90° elbow from the top of the compartment to the ished with one of three general groups of coatings: silicone/
side of the outlet manifold and a side compartment outlet with graphite, silicone/graphite/Teflon, and Teflon B. Satisfactory
a pre-chamber before the outlet manifold. Outlet cross sec- bag finish depends not only on the type of coating applied, but
tions can be rectangular or circular, and in most cases are also on such factors as the method of application, the degree
offset with respect to a plane of symmetry. Three types of of application within filaments, and the level of cure.12
valving systems are used here: poppets, louver dampers, and In addition to bag fabric, weave, and finish, other parame-
flapper dampers. ters of bag design and construction include cuff sizes, number
To minimize ductwork pressure drop and erosion problems, of anticollapse rings (in reverse-gas units), cap material, seam
inlet and outlet manifold systems and compartment transi- type and stitching, stitch thread, thread count (yarns per
tions can be designed without abrupt changes in geometry or inch), yarn type (singles vs. plied), fabric weight (oz/yd2),
equipped with flow improvement devices. Flow modeling to degree of texturizing, and quality control procedures.13
determine optimum ductwork and valve arrangement is in- Methods of characterizing fabrics and bags are quite varied,
tegral in this process. Minimizing compartment inlet velocities and may or may not have a bearing on ultimate performance.
(less than 16 ft/s) will reduce hopper fly ash reentrainment. For example, permeability—defined as the volume of air that
Directing compartment outlet jets entering the outlet mani- will flow through a square foot of fabric at a pressure drop of
fold toward the baghouse outlet flange will generally reduce 0.5 in. of water—is almost always included in bag specifica-
outlet manifold pressure drop. tions. However, permeability has little relationship to the
pressure drop of fabrics under actual filtering conditions.
Bag Design and Specifications Tests such as the Mullen Burst Test, Tensile Test, MIT Flex
Test, Acid Test, etc., while normally of value in yarn charac-
Clearly, the heart of fabric filter technology is the bag itself. terizations or relative comparisons of fabrics, have not proven
Since the bag acts principally as a matrix on which the dust useful in predicting the remaining life of bags in actual ser-
cake is formed, and not as the primary filtering medium, it is vice.
chosen for temperature and chemical resistance, mechanical Bag installation is another important parameter of per-
stability, and the ability to be woven to collect the desired dust formance. Bag bottoms may be slipped over the thimble and
cake and then permit that dust cake to be easily removed in fastened using either a radiator hose type of clamp or some
cleaning. form of compression band or snap ring. Both methods can be
In utility applications, fiberglass bags are used almost ex- satisfactory if properly employed. However, compression
clusively, although in some low temperature situations (280°F bands must be sized with close tolerances to fit tightly over
and below), in combination with spray drying for combined the thimble, and this can pose problems inasmuch as thimble
SO2 collection, or where gas cooling may be required upstream dimensions can vary considerably from site to site, and even
of the baghouse, acrylic is a potentially attractive alternative at the same site. For utility application, thimbles are necessary
to fiberglass at approximately one-half the cost. However, in order to avoid bag erosion at the tube sheet. These are
acrylic bags are typically smaller than fiberglass bags, raising typically one bag diameter in length (8-12 in.).
questions about maintenance and replacement requirements. Bag tops normally include a J-hook and compression spring
Use of acrylics also raises concerns about dimensional stability arrangement for adjusting tension. Figure 3 illustrates two
and subsequent changes in bag tension, particularly at ele- types of support/tensioning systems designed to permit simple
vated temperatures. In utility application in Australia, how- adjustments. If properly set, bag tension will prevent bags
ever, small acrylic bags each 16.6 ft by 6.6 in. have demon- from "stretching" and going slack at the thimble as their
strated good performance in units where the bags are cleaned weight increases during filtering. (Since fiberglass expands
by shaking without deflation.11 very little under tension, it does not literally "stretch."
Today, bag fabric research is focused on two general goals: However, fiberglass yarn can shift and the weave tighten,
to improve performance and economics, and to develop giving the appearance of stretching.) Bags which cuff or be-
January 1984 Volume 34, No. 1 83
CONTROL TECHNOLOGY NEWS FILTER ELEMENTS PARTICLE LADEN GAS
e
come slack at the thimble can readily abrade, leading to ex-
cessive wear and premature failure. The specific value of
tension to ensure good bag performance is a subject of much
controversy—especially as the dust cake builds and increases
bag weight. Tension is normally set between 50 and 70 lb, even
though frequently the weight of dirty bags will greatly exceed
these values.14-15
Filtration Mechanisms
Filtration occurs when an aerosol (particle-laden gas) is
forced to flow through a porous, solid medium which captures
a fraction of the particles. The crudest form of filtration,
sieving, occurs when the pores (or voids) in the filter medium
are smaller than the particles to be captured. Sieving, however,
is impractical when filtering high concentrations of micron-
and submicron-sized particles. In these instances, other
mechanisms must be invoked to explain the interactions be-
tween the aerosol and the filter medium resulting in particle
capture.
Figure 4 is a highly simplified illustration showing the
principle of filtration as it is applied to industrial process
streams. As an aerosol approaches the structural elements of ft.
the filter, a number of forces act to cause some of the particles
and filter elements (the fabric and/or the residual dust cake)
to come into contact. These are:
• Direct interception. In addition to simple sieving action,
interception will occur if the gas streamlines carry the Figure 4. The principle of filtration in industrial process streams.
particles close enough to the filter elements for contact.
Interception is most important for larger particles such
as the ones labeled A and C. • Diffusion. If a particle mass (momentum) is very low,
Brownian diffusion (collisions with gas molecules) su-
• Inertial impaction. Streamlines initially directed toward perimposes random motion on the streamline trajectory
the filter elements must divert and pass through the pores. and greatly increases the particle's probability of con-
When this occurs, particles with sufficient momentum (or tacting and being captured by a filter element. This mo-
inertia) will continue toward and strike the filter element. tion is illustrated by particle B.
This action is also most effective on larger particles such
as A and C. • Electrostatic. A variety of Coulombic and polarization
forces are possible in filtration which may cause particles
to be attracted or repulsed to filter elements. Filter ele-
ments may or may not be charged, particles may or may
not be charged, and induced dipoles may or may not exist.
SUPPORT BEAM Also, external electric fields may be applied.
• London-van der Waal's. This is a short-range, molecular
interaction which is much less significant in particle
capture than in affecting dust cake properties.
• Gravity. Acceleration due to the earth's gravitational field
ADJUSTING HOLES results in a steady downward component of velocity which
can, under certain circumstances, enhance filtration ef-
PIN ficiency. This force is most effective on larger particles.
WASHER \ The mutual gravitational attraction of particles, and of
CHAIN FOR
TENSIONING/ SUPPORT AND
particles to filter elements, is negligible in particle cap-
SUPPORT SPRING ADJUSTING ture.
TENSION
WASHER The effectiveness of a filter in capturing particles can be
ft—SUPPORT BEAM stated in terms of particle penetration or capture efficiency.
Penetration is defined as the ratio of the particle concentra-
tion on the downstream side of the filter (outlet concentration)
SPRING
-J-HOOK
to that on the upstream side (inlet concentration) such
that:
_, , ,. Number of particles per unit volume at outlet
Penetration = — — — —
.METAL CAP Number of particles per unit volume at inlet
or,
_ Mass of particles per unit volume at outlet
BAG
Mass of particles per unit volume at inlet
Also,
Figure 3. Typical support/tensioning systems for fabric filter bags. Efficiency = 1 — penetration
84 Journal of the Air Pollution Control Association
Generally, both penetration and efficiency are multiplied
by 100 and expressed as a percent. In this formula, efficiency
FILTER ELEMENTS.
represents overall or gross particulate collection efficiency.
Collection efficiency of a filter as a function of particle size—a
function called fractional or grade efficiency—can also be
measured. Graphs defining fractional penetration and effi-
ciency are determined by measuring the distribution of par- GAS FLOW
ticle concentration by mass or number at the inlet and outlet,
and taking the ratio (as indicated above) at several values of
particle diameter.16
Well developed equations exist in aerosol physics to cal-
culate the collection of particles on various structures by fil-
tration forces. However, each requires detailed knowledge of
the geometry of the collection medium, and since the structure -©-
of dust cakes is not defined—and, in fact, appears to be system
dependent in ways that are not now understood^-none can
be used to predict penetration or efficiency. Also, in practice,
such calculations are almost irrelevant inasmuch as well A. FILTRATION BY A POROUS MEMBRANE OR MONOFILAMENT
maintained systems exhibit extraordinarily high collection FABRIC.
efficiency.
Aerosol measurement techniques have recently become
sophisticated and sensitive to the point that it is now possible
to measure the fractional efficiency of baghouses. An example
reported by Ensor et al. using an electrical aerosol analyzer
and cascade impactor to measure the particle size range from
0.02-10 fim is shown in Figure 5.6 Considering the dominant
collection mechanisms, diffusion (which decreases with in-
creasing particle diameter) and impaction and interception
(which increase with particle diameter), the classic theoretical
efficiency curve exhibits a single minimum (maximum pen-
etration) in the 0.5-1 fim range. Thus, additional mechanisms
must act to create the bimodal curves of Figure 5. A reasonable
explanation (at least qualitatively supported by experiment)
is to attribute a large particle penetration mode to redispersion
of particulate agglomerates that bleed through the fabric with
the flexing action that occurs during cleaning.
The Filtration Process
The filtration process may be divided into three distinct B. FILTRATION BY A FIBROUS MAT OR FABRIC OF
time regimes: filtration by a clean fabric, which occurs only TEXTURIZED FIBERS
once in the life of a bag, and only for a few minutes; estab- Figure 6. Accumulation of a dust cake during the early stages of filtration.
lishment of a residual dust cake, which occurs after many
filtering and cleaning cycles, and can take a few days to several
weeks or months to form; and steady state, in which (with the Figure 6 is a simple schematic illustrating the early stages
residual dust cake established on the bags) the quantity of of dust cake buildup. Figure 6A illustrates filtration by a po-
particulate matter removed during the cleaning cycles equals, rous membrane or monofilament fabric. The filtration
on average, the amount collected during each filtering mechanisms cause a fraction of the particles to contact and
cycle. cling to the surfaces of the filter elements. These particles tend
to accumulate near the upstream opening of the pores and are
frequently captured by previously deposited particles to form
chainlike aggregates. Some particles can be moved into and
I I I IIITIj -T ' I " I I I , -
UNIT 3 BOILER STEAM-FLOW 213 K LB/HR "
through the pores by the force of the gas and by impaction of
AIR-TO-CLOTH RATIO 1.73ACFM/FT2 other particles. The initial efficiency of a filter in this state is
PRESSURE DROP 4.2 IN H 2 O relatively low—on the order of 75-90%.
100 MIN CLEANING CYCLE
If the pores are small enough, and if the adhesive and co-
ELECTRICAL
AEROSOL
hesive forces acting between the particles and filter elements,
ANALYZER and among the particles, respectively, are strong enough, the
particulate aggregates will bridge the pores completely. This
accumulated dust cake forms a secondary filter of much higher
efficiency than the clean fabric.
O
Figure 6B illustrates the early stages of filtration by a fi-
s brous mat or fabric of texturized fibers. The filaments pro-
CASCADE
99.9
111
J truding from the surfaces serve several functions: they provide
IMPACTOR -
additional surface area for particulate capture, so that the
particles tend to be caught upstream of the filter body proper
(surface filtration); they provide support to prevent the par-
ticulate aggregates from collapsing into the pores, yielding a
• IM..I
more porous dust cake; and they serve as a binding structure
10
0.01 0.1 1.0 10.0
99.99 to retain a residual dust cake when the fabric is cleaned. There
PARTICLE DIAMETER (jjm) is thought to be an optimum geometry of the filtering elements
Figure 5. Bag fabric penetration as a function of particle diameter. for particles of particular size, cohesivity, and adhesivity, but
January 1984 Volume 34, No. 1 85
CONTROL TECHNOLOGY NEWS Figure 8 shows cross sections of typical residual dust cakes
from utility baghouses after several months of operation.
Visual and microscopic examination of these dust cakes re-
veals that they are porous and loosely bound to the fabric,
contain a network of "fissures," and have valleys or "fold" lines
where they are thinner. These features provide paths of lower
resistance to gas flow through the thick residual dust cakes.
On a seasoned bag, residual dust cakes generally weigh 10-20
times as much as the ash deposited during an average filtering
cycle.
Bag Cleaning
In commercial applications, economics dictate that bags be
cleaned and returned to service with minimum interruption
in baghouse operation. In utility baghouses, this is accom-
plished using one of two basic methods: reverse-gas cleaning
or shake/deflate cleaning. In both methods, bag cleaning is
A. STEADY STATE FILTRATION BY A POROUS MEMBRANE OR conducted in cycles initiated either by a predetermined
MONOFILAMENT FABRIC.
pressure drop or time interval (dwell), and each compartment
is sequentially removed from service and isolated before
cleaning can take place.
If all baghouse compartments are cleaned one after another
in rapid succession when a predetermined pressure drop is
reached, or a predetermined time interval elapses, this is called
intermittent or batch cleaning. If they are cleaned one after
another in constant, equally spaced time incrementsvthis is
called timed cleaning. Some units always have one compart-
ment or more off line and being cleaned. This is called con-
tinuous cleaning. Even continuous cleaning is conducted se-
quentially, however, and 15-30 minutes may elapse before
every compartment is cleaned.
The majority of utility baghouses use reverse-gas cleaning.
In this process, a gentle flow of filtered gas is reversed back
into the compartment and through the bags, causing the bags
to partially collapse inward. In theory, this partial collapse
action fractures and dislodges the dust cake. Rings are sewn
into the bags at nominal 4-ft spacing to prevent complete bag
collapse. This allows dislodged dust to fall freely through the
bags, the thimble and the tube sheet, into the hopper.
B. STEADY STATE FILTRATION BY A FIBROUS MAT OR FABRIC With shake/deflate cleaning, non-ringed bags are used and
OF TEXTURIZED FIBERS.
a small quantity of clean gas is introduced as reverse flow into
Figure 7. An established dust cake on and within the bag fabric.
the baghouse compartment to deflate the bags and allow them
to relax. They are then shaken at the top for 10^30 seconds
with a frequency normally less than five cycles per second and
no adequate method exists for defining this. The initial effi- an amplitude of 1-3 in. from the rest position.
ciency of a texturized fabric collecting fly ash is somewhat
higher than non-texturized—on the order of 90%. Reverse-gas cleaning has historically been considered to be
Figure 7 illustrates an established dust cake on and within more gentle than shake/deflate cleaning, thereby contributing
the fabric, and steady state filtration. Collection efficiency is to longer baglife. More recently, however, results have shown
now generally quite high, and pressure drop may or may not that long bag lives can be achieved with shake/deflate cleaning
stabilize depending on ash properties and the cleaning method as well.17 Also, shake/deflate cleaned units generally operate
used. In each example, efficiency and pressure drop are both with higher air-to-cloth ratios than reverse-gas units, thereby
determined by the dust cake—not the fabric. offering potential economic advantages.
Figure 7A illustrates steady state filtration by a porous
membrane or monofilament fabric. The aggregates forming Reverse Gas Cleaning
the dust cake have collapsed into the pores due to mechanical
action during cleaning and to aerodynamic forces and im- Dust cake action during filtering and cleaning cycles in a
pingement of incoming particles during filtration. Also, as reverse-gas cleaned baghouse is illustrated schematically in
filtration and cleaning cycles continue, the dust cake can Figure 9. Typical design air-to-cloth ratios in reverse-gas
gradually bleed through the fabric and shed off into the gas cleaned units are 1.6-2 acfm/ft2 and dust cake weights range
stream on the downstream side of the fabric. Further, the from 0.5-1.5 lb/ft2 depending on time in service and ash
particles filling the pores can cause greatly reduced porosity characteristics.
and, consequently, an unacceptably high pressure drop across Figure 9A shows the structure of the fabric and dust cake
the system when filtering. This phenomenon is called during filtration. Figure 9B shows reverse-gas cleaning and
"blinding" of the fabric. dust cake action with filtered flue gas forced backwards
Figure 7B illustrates steady state filtration by a fibrous mat through the bags at a rate of about 1.5-2 acfm/ft2. Between
or fabric of texturized fibers. Here the particles form a porous the support rings, the force created by this flow causes the bags
dust cake upstream of the fabric with very little collapsing into to partially collapse and form a star-like cross section. This
the pores or bleeding through. This type of system results in action causes the dust cake to be deformed and cracked and
both higher efficiency and lower pressure drop during oper- to partially dislodge. Pressure drop across the fabric and dust
ation than that illustrated in Figure 7A. cake with reverse flow is 0.5-1 in. of water.
86 Journal of the Air Pollution Control Association
When equilibrium is established, the forces acting to remove FABRIC
the residual dust cake must be equal to those tending to retain FABRIC
it. The removing forces are: "FOLD" LINE
• Mechanical flexure and deformation. If the radius of the
concave arcs comprising the star pattern during reverse-
gas cleaning is on the same order as the radius of the bag
when filtering (6 in.), the perimeter of the dust cake will
expand by about 1.5% for each millimeter of dust thick-
ness when the bags collapse. If the dust cake is 0.4 in.
thick, the perimeter expands about 15%. Since the dust
cake is not sufficiently elastic, it splits and a number of
fissures form to allow the expansion. Additionally, the
dust cake is compressed, crazed, and removed from the
fold areas.
• Aerodynamic pressure. The fact that pressure drop with
reverse-gas flow is only about 10% the value of forward
flow (although 90% of the dust is retained) is a clear in-
dication that fissures open up to allow essentially unre-
stricted flow. Accordingly, the majority of the pressure
drop is believed to occur within and very near the fabric.
Figure 9B illustrates that the principal function of the
reverse-gas flow is deformation of the bags.
• Gravity. When mechanical deformation occurs in the
presence of reverse-gas flow, a fraction of the dust cake DUST CAKE
FABRIC
FABRIC
will become completely detached. Gravity provides an
additional removing force and then, with the reverse gas, A. FILTERING B. CLEANING
acts to transport the loosened dust downward through the
Figure 9. Dust cake action during filtering and cleaning cycles in a reverse-gas
bags into the hopper. cleaned baghouse.
Erosion. When reverse-gas flow is initiated, a substantial
volume of dust falls through the bags (approx. 10 lb).
Much of the removed dust consists of large agglomerates
which can collide with the bags and erode the residual dust
cakes as they fall. This is evidenced by the eroded nature
of the dust cake surface in the lower portions of the
• Acceleration. If a force of sufficient magnitude can be
applied quickly to accelerate the bag/dust cake system,
some of the dust cake can be made to fracture and fall off.
Two means to accomplish this action in a reverse-gas
cleaned baghouse are to reinflate the bags quickly, causing
them to "snap," or to use low-frequency sonic energy.
These accelerating forces are applied mostly to the dirty
fabric and its intimately bound dust. Thus, the loosely
A. REVERSE-GAS CLEANING, 1-1 Ib/ft 2 bound particle clumps or nodules which do not react in
phase or with as much amplitude as the bags are dis-
lodged.
Forces acting to retain the dust cake are:
• Adhesion. Strong bonding forces exist between particle
and fibers when they come into contact. These may be
enhanced by the presence of moisture and surface chem-
ical reactions as the dust cake "ages." Further, the me-
chanical structure of the filter—the pores and protruding
fibers—tends to act as anchors to hold the residual dust
cake.
• Cohesion. Similar bonding forces exist between the col-
lected particles, tending to form them into a rigid, solid
unit.
It appears that the forces acting to remove the residual dust
cake increase with the thickness or weight of the dust cake,
while those tending to retain it decrease or remain the same.
Thus, after a period of stabilization, an equilibrium, residual
dust cake is established. Experience indicates that this equi-
librium corresponds to dust cakes of 0.5-1.5 lb/ft2 or 50-150
B DEF L A T E S H A K F C L F A N I N f i , 0 3 !U f t 2 lb/bag in a reverse-gas cleaned baghouse of conventional de-
Figure 8. Cross-section of typical residual dust cakes from utility baghouses sign. (Detailed discussions of these measurements and their
after several months of operation. implications are provided in later papers in this series.)
January 1984 Volume 34, No. 1 87
CONTROL TECHNOLOGY NEWS tending to retain it. The removing forces are:
• Acceleration. Acceleration is due to forces applied to the
Figure 9 also shows how heavy dust cakes act as a one-way bag. It has components perpendicular and parallel to the
valve. During reverse-gasflow,fissures open up so that there plane of the fabric, has a higher amplitude than the re-
is little resistance to gasflow,hence the aerodynamic force is verse-gas case, and is repeated many times. If the dust
minimal. During forward flow, however, the fissures close up. cake is heavy, its inertia will cause it to fracture and shear
Regions of low resistance toflow,such as partially closed fis- off.
sures and the fold lines, initially take flow greater than the • Mechanical flexure and deformation. Although the de-
average air-to-cloth ratio, but are quickly "sealed" by the formation may not be as great as in reverse-gas cleaning,
deposition of particulate matter. As the low resistance areas it is significant.
are sealed, pressure drop increases rapidly from a value of • Gravity. Similar to the reverse-gas case.
about 1-2 to 2-4 in. of water. After this initial rise, the rate • Erosion. Similar to the reverse-gas case.
abruptly decreases, and thereafter pressure drop rises linearly
and more slowly until a cleaning cycle is initiated, normally Forces acting to retain the dust cake are:
at a pressure drop of 4-6 in. of water.18 • Adhesion. Similar to the reverse-gas case.
• Cohesion. Similar to the reverse-gas case.
The dominant forces in shake/deflate cleaning are the same
as those in reverse-gas cleaning—except for acceleration,
which is much greater. Also, as in reverse-gas cleaning, the
removing forces increase as dust cake thickness increases.
Consequently, the residual dust cake on shake/deflate cleaned
bags should be much lighter. As illustrated in Figure 8, this
hypothesis is verified by experimental observations.
Pressure Drop Prediction
A critical problem related to the bag cleaning process is the
inability to predict the operating pressure drop of baghouses
even when the operating mode, ash characteristics, and fabric
construction are known. This uncertainty translates directly
into difficulties in sizing both the baghouses and fans. The
critical factors in predicting pressure drop are illustrated by
Darcy's Law:
AP
where Ap is the pressure drop,
ft is the gas viscosity,
FABRIC V is the average superficial gas velocity,
L is the thickness of the dust cake, and
K is the permeability of the dust cake.
A. FILTERING B. CLEANING If K and L could be predicted, pressure drop could also be
Figure 10. Dust cake action during filtering and cleaning cycles in a shake/ predicted. However, this is not possible in that the thickness
deflate cleaned baghouse. and internal structure of the dust cakes are unpredictable and
highly dependent on system parameters. Also, K is a strong
Shake/Deflate Cleaning function of particle size distribution and cohesion, and while
many attempts have been made to develop methods of cal-
Dust cake action during filtering and cleaning cycles in a culating it, most notably the work of Kozeny and Carman, no
shake/deflate cleaned baghouse is illustrated schematically adequate formulae exist for operating systems.19 As a result
in Figure 10. Typical design air-to-cloth ratios in shake/deflate of these limitations, careful empirical studies under actual
cleaned units are 2-3 acfm/ft2. Typical dust cake weights are operating conditions are required to serve as a basis for pre-
0.2-0.5 lb/ft2. Again, the dust cake is a porous structure with dicting baghouse performance.
a network of cracks or fissures, and occasional fold lines. A
recording of pressure drop versus time in a shake/deflate Part II in this series will appear in the February 1984 issue
baghouse exhibits essentially the same features as a reverse- ofJAPCA. It will discuss application of baghouse technology
gas unit, but the air-to-cloth ratio corresponding to a partic- in the electric utility industry.
ular pressure drop is approximately twice as great in shake/
deflate systems. References
Figure 10A shows the structure of the fabric and dust cake
during filtration. Figure 10B shows the cleaning process. Al- 1. R. E. Bickelhaupt, "The Influence of Ash Chemistry on Volume
Conduction in Fly Ash," Proceedings of Symposium on Control
though bags in shake/deflate cleaned units contain no anti- of Fine-Particulate Emissions from Industrial Sources, January
collapse rings, they retain a nominally circular cross section 1974.
because the reverse-gasflowis very low. The shaking force is 2. M. W. McElroy, R. C. Carr, D. S. Ensor, G. R. Markowski, "Size
applied at the tops of the bags causing them to sway and distribution of fine particles from coal combustion," Science, 215:
13 (1982).
generating traveling waves in them. Deformation of the bags 3. R. M. Bradway, R. W. Cass, "Fractional Efficiency of a Utility
plays a significant role in removing the dust cake. Since the Boiler Baghouse, Nucla Generating Plant," EPA-600/2-75-013-a,
force is applied to the fabric, any dust that is not bound suf- Office of Energy, Minerals, and Industry, U.S. Environmental
ficiently will be dislodged and fall into the hoppers. In steady Protection Agency, Research Triangle Park, NC, August 1975.
4. R. W. Cass, R. M. Bradway, "Weight Collection Efficiency for a
state operation, and as with reverse-gas cleaning, the forces Utility Boiler Baghouse," presented at the 70th Annual Meeting
tending to remove the dust cake must be equal to those of the Air Pollution Control Association, June 1977.
88 Journal of the Air Pollution Control Association
5. D. S. Ensor, R. G. Hooper, R. W. Scheck, "Determination of the Arizona Public Service (APS), the plant operator, began an
Fractional Efficiency, Opacity Characteristics, Engineering and enterprising program to comply with the new regulations.
Economic Aspects of a Fabric Filter Operating on a Utility Boil-
er," EPRI FP-297, Project 534-1, Final Report, Electric Power Now, APS is nearing -completion on the largest flue gas
Research Institute, Palo Alto, CA, November 1976. desulfurization retrofit in the world.
6. D. S. Ensor, S. Cowen, A. Shendrikar, G. Markowski, G. Wof-
finden, R. Pearson, R. Scheck, "Kramer Station Fabric Filter
Evaluation," RP1130-1, Final Report CS-1669, Electric Power New Environmental Regulations
Research Institute, Palo Alto, CA, January 1981.
7. R. M. Jensen, "Potential Improvements in Baghouse Design," The Four Corners Power Station, a five-unit mine-mouth
Proceedings of the 5th International Fabric Alternatives Forum, plant, is a key generating station in the Southwest. Units 4 and
Arizona State University and American Air Filter, July 1981.
8. R. F. Afonso, G. B. Gilbert, "Fluid Dynamic Guidelines for Fabric 5, each rated at 745 MW net, are jointly owned by Arizona
Filters," RP1129-5, Final Report, Electric Power Research In- Public Service, El Paso Electric Company, Public Service
stitute, Palo Alto, CA, February 1984. Company of New Mexico, Salt River Agricultural Improve-
9. J. Clay, "Fluid Dynamic Considerations in the Design of a Fabric ment & Power District, Southern California Edison Company
Filter System," Proceedings of the Second Conference on Fabric
Filter Technology for Coal-Fired Power Plants, Electric Power and Tucson Electric Power Company.
Research Institute, Palo Alto, CA, December 1983. Prior to December 31,1982, the state regulations required
10. D. Eskinazi, G. B. Gilbert, "Development of Guidelines for Op- that total particulate emissions not exceed 0.5 lb per million
timum Baghouse Fluid Dynamic System Design," EPRI CS-2427, Btu on Units 4 and 5. After December 31,1982, the regulations
Project 1129-5, Final Report, Electric Power Research Institute,
Palo Alto, CA, June 1982. required that total particulate emissions not exceed 0.05 lb
11. F. H. Walker, G. J. Floyd, "Operating Experience in Australia per million Btu and fine particulate emissions less than two
with Fabric Filters on Power Boilers," Proceedings of the Second miorons (equivalent aerodynamic diameter) not exceed 0.04
Conference on Fabric Filter Technology for Coal-Fired Power per million Btu.
Plants, Electric Power Research Institute, Palo Alto, CA, De-
cember 1983. In addition, the state SO2 regulations required a 30-day
12. G. N. Bolen, "Manufacture of Glass-Fiber Yarns," Proceedings rolling average SO2 removal level of 72 percent for the overall
of the Second Conference on Fabric Filter Technology for Coal- plant. The SO2 regulation is effective after December 31,
Fired Power Plants, Electric Power Research Institute, Palo Alto, 1984.
CA, December 1983.
13. C. B. Hotchkiss, L. F. Cox, "Fabric and Finish Selection, Manu- After the new laws and agreements were completed, APS
facturing Techniques and Other Factors Affecting Bag Life in was left with a major compliance project. In addition to
the Coal-Fired Boiler Application," Proceedings of the Second upgrading the wet particulate scrubbers on Units 1, 2 and 3,
Conference on Fabric Filter Technology for Coal-Fired Power APS needed to retrofit Units 4 and 5 with both particulate and
Plants, Electric Power Research Institute, Palo Alto, CA, De-
cember 1983. FGD systems.
14. R. C. Carr, W. B. Smith, K. M. Cushing, "Performance Evaluation Together with United Engineers & Constructors, Inc., the
of Reverse-Gas Baghouses on Coal-Fired Utility Boilers," Pro- architect-engineer, APS elected to construct a fabric filter
ceedings of the Second Conference on Fabric Filter Technology system for particulate removal.
for Coal-Fired Power Plants, Electric Power Research Institute,
Palo Alto, CA, December 1983. The Advanced Energy and Environmental Systems Divi-
15. L. G. Felix, R. L. Merritt, R. C. Carr, "Performance Evaluation sion of Babcock & Wilcox, Barberton, Ohio, received the
of Several Full-Scale Utility Baghouses," Proceedings of the award to construct wet FGD systems on Units 4 and 5, uti-
Second Conference on Fabric Filter Technology for Coal-Fired lizing slurried lime as the reagent.
Power Plants, Electric Power Research Institute, Palo Alto, CA,
December 1983. The system consists of ten absorber modules 39.5 ft. in di-
16. B. E. Pyle, W. B. Smith, "Fine Particle Handbook," RP781-4, ameter and approximately 98 ft. high. Each module has a
Final Report CS 3388, Electric Power Research Institute, Palo patented gas distribution tray and is designed for 90 percent
Alto, CA, January 1984. SO2 removal. APS expects to meet the 72 percent SO2 removal
17. R. Chambers, "Fabric Filter Research at Southwestern Public
Service Company," Proceedings of the Second Conference on requirement on Units 4 and 5 with the new scrubbers. (On
Fabric Filter Technology for Coal-Fired Power Plants, Electric Units 1,2 and 3, the SO2 removal requirement will be met by
Power Research Institute, Palo Alto, CA, December 1983. upgrading the existing venturi scrubbers.) Each B&W module
18. W. B. Smith, L. G. Felix, W. J. Steele, "Analysis and interpreta- will treat nearly 650,000 acfm of saturated flue gas in a closed
tion of fabric filter performance," Proceedings of the Second
Conference on Fabric Filter Technology for Coal-Fired Power loop system.
Plants, Electric Power Research Institute, Palo Alto, CA, De- A scrubbing train also includes lime-slurry, thickener and
cember 1983. waste-processing system. There are isolation dampers for each
19. C. E. Billings, J. E. Wilder, Handbook of Fabric Filter Technol- module, as well as a bypass for reheat, four spray banks, an
ogy, Volume 1, Fabric Filter Systems Study, NTIS No. P13 100
648, Dec. 1970. integral recirculation tank and mist eliminator.
Complete management control for the B&W scrubber is
provided by a Bailey Controls 820 Analog Control System.
Mr. Carr is Program Manager, Air Quality Control, Coal Coal Analysis
Combustion Systems Division, Electric Power Research In-
stitute, P.O. Box 10412, Palo Alto, CA 94303. Dr. Smith is
Head, Physics Division, Environmental Sciences Research Four Corners burns nearly seven-million tons of subbitu-
Department, Southern Research Institute, P.O. Box 55305, minous-low-sulfur coal a year. Located on a Navajo Indian
Birmingham, AL 35255. reservation, the plant has easy access to the adjacent Navajo
coal mine, estimated at 1.1 billion tons. Percent sulfur ranges
from 0.6 to 1.0, with a typical value of 0.78 percent.
Unusual Welding QC
Largest Scrubber Retrofit Program
Nearing Completion at Four Corners Quality control is always important, but there is a unique
part of this project that required special emphasis. The ab-
When the Four Corners Power Station near Farmington, sorber towers were constructed of 317LM stainless steel, a high
New Mexico, entered service in 1969, the plant met all regu- chromium-nickel grade used to combat the corrosive elements.
latory requirements for emissions control. In June, 1978, the This was the first known use of 317LM for this application.
state of New Mexico enacted stricter particulate regulations. Welding this metal required sophisticated procedures.
The state followed that by enacting stricter sulfur dioxide The B&W Construction Company, erector for the FGD
emissions regulations in November, 1980. project, pre-tested welding procedures at its headquarters in
January 1984 Volume 34, No. 1 89
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Prashant Resume EditedDocument3 pagesPrashant Resume Editedprashant sharmaNo ratings yet
- Mr. N Surya Chandra: Condition Monitoring EngineerDocument3 pagesMr. N Surya Chandra: Condition Monitoring Engineerprashant sharmaNo ratings yet
- Prashant Sharma: Mech. Engineer June 2018-Present Ultratech Cement-Dhar (M.P)Document2 pagesPrashant Sharma: Mech. Engineer June 2018-Present Ultratech Cement-Dhar (M.P)prashant sharmaNo ratings yet
- Case File Copy: Methods For Reducing Blade Passing Frequency Noise Generated by Rotor-Wake - Stator InteractionDocument33 pagesCase File Copy: Methods For Reducing Blade Passing Frequency Noise Generated by Rotor-Wake - Stator Interactionprashant sharmaNo ratings yet
- Design of A Material Handling Equipment: Belt Conveyor System For Crushed Limestone Using 3 Roll IdlersDocument8 pagesDesign of A Material Handling Equipment: Belt Conveyor System For Crushed Limestone Using 3 Roll Idlersprashant sharmaNo ratings yet
- VIB Readings 5.12.18Document2 pagesVIB Readings 5.12.18prashant sharmaNo ratings yet
- Determination of Natural Frequencies of Spur Gear in Portal Axle GearboxDocument5 pagesDetermination of Natural Frequencies of Spur Gear in Portal Axle Gearboxprashant sharmaNo ratings yet
- Curriculum Vitae: Chandan KumarDocument4 pagesCurriculum Vitae: Chandan Kumarprashant sharmaNo ratings yet
- Vibration Measurement Report: Date Equipment Tag Number End H V A GeDocument2 pagesVibration Measurement Report: Date Equipment Tag Number End H V A Geprashant sharmaNo ratings yet
- A7 STP CTH Type Anchors For Refractory PDFDocument7 pagesA7 STP CTH Type Anchors For Refractory PDFprashant sharmaNo ratings yet
- Prashant Sharma: E-MailDocument3 pagesPrashant Sharma: E-Mailprashant sharmaNo ratings yet
- Manual de Anton PaarDocument48 pagesManual de Anton PaarVictor Uriona BelloNo ratings yet
- Multifaceted Cybersecurity Strategy For Addressing Complex Challenges in Cloud EnvironmentsDocument12 pagesMultifaceted Cybersecurity Strategy For Addressing Complex Challenges in Cloud EnvironmentsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Battery Management Systems (BMS)Document6 pagesBattery Management Systems (BMS)Robson Quirino0% (1)
- Astm A216Document2 pagesAstm A216Amanda Ariesta ApriliaNo ratings yet
- An Analysis of Accuracy Level of Google Translate (Fix Thesis)Document5 pagesAn Analysis of Accuracy Level of Google Translate (Fix Thesis)NisrinadifNo ratings yet
- 44-48-148-244 Touch STD Manual 2017-05-19Document112 pages44-48-148-244 Touch STD Manual 2017-05-19baggo81No ratings yet
- AI For EveryoneDocument310 pagesAI For EveryoneMon IsarapongNo ratings yet
- React Native Quiz AppDocument2 pagesReact Native Quiz AppmohitbaruniyaNo ratings yet
- Carbonization of Agricultural Residues in Thailand: Title: Deposit-Refund Systems For PET Bottles in TaiwanDocument23 pagesCarbonization of Agricultural Residues in Thailand: Title: Deposit-Refund Systems For PET Bottles in TaiwanOliver TalipNo ratings yet
- Wa0006 PDFDocument47 pagesWa0006 PDFEduardo ColinNo ratings yet
- Nfs Solaris LinuxDocument5 pagesNfs Solaris LinuxBharat Kumar GatlaNo ratings yet
- Power Factor MCQsDocument3 pagesPower Factor MCQshira ghaffarNo ratings yet
- Chapter 2Document20 pagesChapter 2Pinagani SurajNo ratings yet
- AmiPur Survey Form AttachmentDocument2 pagesAmiPur Survey Form AttachmentSushant SharmaNo ratings yet
- Complete Topical Without MS 2013-2021Document487 pagesComplete Topical Without MS 2013-2021Ahmad ZebNo ratings yet
- Odoo SignDocument16 pagesOdoo SignalimNo ratings yet
- Pre LabDocument12 pagesPre LabNaav BamililiNo ratings yet
- Ict 10Document30 pagesIct 10bhem banagaNo ratings yet
- 1 Hacking BrochureDocument4 pages1 Hacking BrochureSubham ThakurelaNo ratings yet
- Feasibility Report On Diesel Hydro-Treater (DHT) Unit and Associated FacilitiesDocument29 pagesFeasibility Report On Diesel Hydro-Treater (DHT) Unit and Associated FacilitiesDivyansh Singh ChauhanNo ratings yet
- Method Statement For Erection Boiler Pressure Part PDFDocument82 pagesMethod Statement For Erection Boiler Pressure Part PDFTung NguyenNo ratings yet
- 11 Economics-Collection of Data-Notes and Video LinkDocument11 pages11 Economics-Collection of Data-Notes and Video Link2R CLASSESNo ratings yet
- Pivot TableDocument69 pagesPivot TableShagun MNo ratings yet
- Commercial Hybrid Electric Aircraft Thermal Management System Design, Simulation, and Operation ImprovementsDocument23 pagesCommercial Hybrid Electric Aircraft Thermal Management System Design, Simulation, and Operation ImprovementsSélim BoutlaneNo ratings yet
- Numerical Technique Laboratory PDFDocument56 pagesNumerical Technique Laboratory PDFRAMEYANo ratings yet
- MC 100 Spec Sheet PDFDocument2 pagesMC 100 Spec Sheet PDFAdriana MorenoNo ratings yet
- Audio Analysis in Python 1676006837Document5 pagesAudio Analysis in Python 1676006837Mariappan RNo ratings yet
- M Oads, Processors, RamDocument32 pagesM Oads, Processors, RamMirhesen HuseynzadeNo ratings yet
- BooklistDocument6 pagesBooklistnunya78No ratings yet
- Infineon Selection-Guide High ResDocument86 pagesInfineon Selection-Guide High Resnaiad09No ratings yet