You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Yellow Belt Handbook: Lean Six SigmaDocument30 pagesYellow Belt Handbook: Lean Six SigmaCyril DIPANDANo ratings yet
- Yellow Belt Handbook: Lean Six SigmaDocument30 pagesYellow Belt Handbook: Lean Six SigmaCyril DIPANDANo ratings yet
- 06SWDocument1 page06SWCyril DIPANDANo ratings yet
- Yellow Belt Handbook: Lean Six SigmaDocument30 pagesYellow Belt Handbook: Lean Six SigmaCyril DIPANDANo ratings yet
- The Certified Six Sigma: Govind RamuDocument4 pagesThe Certified Six Sigma: Govind Ramuoxovxkuptrxdomumsy33% (6)
- Fuses W164 M-Class 2006-2011benz Box Location Fuse ChartDocument9 pagesFuses W164 M-Class 2006-2011benz Box Location Fuse ChartPaode Daonamai100% (3)
- 2008 ml320 ml350 ml550 ml63 PDFDocument561 pages2008 ml320 ml350 ml550 ml63 PDFpaufabra100% (1)
- Quality Assurance For Power Plant Simulation: June 2013Document5 pagesQuality Assurance For Power Plant Simulation: June 2013Cyril DIPANDANo ratings yet
- NDT Monitoring Thermal Power StationDocument11 pagesNDT Monitoring Thermal Power StationNurul Amirah PrinceszaNo ratings yet
- Quality Control of Hydro Equipment Manufacturing and ErectionDocument8 pagesQuality Control of Hydro Equipment Manufacturing and ErectionCyril DIPANDANo ratings yet
- ISO 9001-2008 Implementing Quality Management SystemsDocument63 pagesISO 9001-2008 Implementing Quality Management SystemsSok HengNo ratings yet
- Electrical Protection MaintenanceDocument12 pagesElectrical Protection MaintenanceCyril DIPANDANo ratings yet
- Quality assurance critical for hydro equipment safetyDocument6 pagesQuality assurance critical for hydro equipment safetyCyril DIPANDANo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Engagement LetterDocument1 pageEngagement LetterCrystal Jenn Balaba100% (1)
- European Journal of Internal MedicineDocument4 pagesEuropean Journal of Internal Medicinesamer battatNo ratings yet
- An Introduction To Log ShootingDocument10 pagesAn Introduction To Log ShootingSorin GociuNo ratings yet
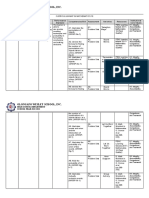
- Q3 Curriculum Map - Mathematics 10Document3 pagesQ3 Curriculum Map - Mathematics 10Manilyn BaltazarNo ratings yet
- Active and Passive Voice quizDocument2 pagesActive and Passive Voice quizM3xobNo ratings yet
- Lesson 2Document10 pagesLesson 2angeliquefaithemnaceNo ratings yet
- D41P-6 Kepb002901Document387 pagesD41P-6 Kepb002901LuzioNeto100% (1)
- Download Zinc Surfaces A Guide To Alloys Finishes Fabrication And Maintenance In Architecture And Art 1St Edition L William Zahner all chapterDocument68 pagesDownload Zinc Surfaces A Guide To Alloys Finishes Fabrication And Maintenance In Architecture And Art 1St Edition L William Zahner all chapterdevin.brown498100% (7)
- 02 1 Cohen Sutherland PDFDocument3 pages02 1 Cohen Sutherland PDFSarra AnitaNo ratings yet
- Unit 5 EstándarDocument2 pagesUnit 5 EstándardechillbroNo ratings yet
- Greek Myth WebquestDocument9 pagesGreek Myth Webquesthollyhock27No ratings yet
- St. Anthony College Calapan City Syllabus: Course DescriptionDocument6 pagesSt. Anthony College Calapan City Syllabus: Course DescriptionAce HorladorNo ratings yet
- 0 Plan Lectie Cls XDocument3 pages0 Plan Lectie Cls Xevil100% (1)
- DaburDocument3 pagesDaburchiru94No ratings yet
- Cheat Codes SkyrimDocument13 pagesCheat Codes SkyrimDerry RahmaNo ratings yet
- Kidney, bladder & prostate pathology slides explainedDocument20 pagesKidney, bladder & prostate pathology slides explainedNisrina Nur AzisahNo ratings yet
- Phy Worksheet IG 3 Phase 2Document6 pagesPhy Worksheet IG 3 Phase 2Umair RazaNo ratings yet
- Comparative Media SystemsDocument10 pagesComparative Media SystemsJoram MutwiriNo ratings yet
- Armv8-A Instruction Set ArchitectureDocument39 pagesArmv8-A Instruction Set ArchitectureraygarnerNo ratings yet
- Multibody Simulation of A Freight Bogie With Friction DampersDocument10 pagesMultibody Simulation of A Freight Bogie With Friction DampersGermán GoñiNo ratings yet
- Qcs 2010 Section 13 Part 3 Accessories PDFDocument3 pagesQcs 2010 Section 13 Part 3 Accessories PDFbryanpastor106No ratings yet
- Cebuano LanguageDocument15 pagesCebuano LanguageIsla PageNo ratings yet
- Raiseyourvoice SFDocument26 pagesRaiseyourvoice SFAttila Engin100% (1)
- What Is Robotic Process Automation?: ERP SystemDocument5 pagesWhat Is Robotic Process Automation?: ERP SystemAna BoboceaNo ratings yet
- ZiffyHealth Pitch DeckDocument32 pagesZiffyHealth Pitch DeckSanjay Kumar100% (1)
- Major Project Report - Template 2021Document18 pagesMajor Project Report - Template 2021vamkrishnaNo ratings yet
- Sem Iii Sybcom Finacc Mang AccDocument6 pagesSem Iii Sybcom Finacc Mang AccKishori KumariNo ratings yet
- Henoch Schönlein PurpuraDocument12 pagesHenoch Schönlein PurpuraRavania Rahadian Putri100% (1)
- Altered Ventilatory Function Assessment at Pamantasan ng CabuyaoDocument27 pagesAltered Ventilatory Function Assessment at Pamantasan ng Cabuyaomirai desuNo ratings yet
- Safety Data Sheet: 1. Identification of The Substance/preparation and of The Company/undertakingDocument4 pagesSafety Data Sheet: 1. Identification of The Substance/preparation and of The Company/undertakingBalasubramanian AnanthNo ratings yet