You might also like
- Handbook of VLSI Microlithography: Principles, Technology and ApplicationsFrom EverandHandbook of VLSI Microlithography: Principles, Technology and ApplicationsWilliam B. GlendinningRating: 5 out of 5 stars5/5 (1)
- Nanocrystalline Cellulose As Effect PigmDocument13 pagesNanocrystalline Cellulose As Effect PigmvladNo ratings yet
- Additive Manufacture of Ceramics Components byDocument11 pagesAdditive Manufacture of Ceramics Components byاقْرَأْ وَرَبُّكَ الْأَكْرَمُNo ratings yet
- 3D Printing of Reduced Graphene Oxide NanowiresDocument5 pages3D Printing of Reduced Graphene Oxide NanowiresDuniaNo ratings yet
- Optimisation of Carbon Nanotube Ink For Large-Area Transparent Conducting Films Fabricated by Controllable Rod-Coating MethodDocument8 pagesOptimisation of Carbon Nanotube Ink For Large-Area Transparent Conducting Films Fabricated by Controllable Rod-Coating MethodSyarifahNo ratings yet
- 9 - Inkjet Printed Conductive Tracks For Printed ElectronicsDocument9 pages9 - Inkjet Printed Conductive Tracks For Printed Electronicsmasum.sNo ratings yet
- Colson 2013Document19 pagesColson 2013Hongquan PhanNo ratings yet
- Fracture Modes Under Uniaxial Compression in Hydroxyapatite Scaffolds Fabricated by RobocastingDocument10 pagesFracture Modes Under Uniaxial Compression in Hydroxyapatite Scaffolds Fabricated by RobocastingAnand NagarajanNo ratings yet
- 3d Printed Nanocomposites With Electrospun FibersDocument11 pages3d Printed Nanocomposites With Electrospun Fibersrolob14267No ratings yet
- Journal of Industrial and Engineering ChemistryDocument11 pagesJournal of Industrial and Engineering ChemistrySahin CoskunNo ratings yet
- 1 s2.0 S0928493121005968 MainDocument11 pages1 s2.0 S0928493121005968 MainBunyamin UstaliNo ratings yet
- Advanced Materials - 2014 - Compton - 3D Printing of Lightweight Cellular CompositesDocument6 pagesAdvanced Materials - 2014 - Compton - 3D Printing of Lightweight Cellular CompositesGabrielaLPNo ratings yet
- Additive Manufacturing: Patrick F. Flowers, Christopher Reyes, Shengrong Ye, Myung Jun Kim, Benjamin J. WileyDocument8 pagesAdditive Manufacturing: Patrick F. Flowers, Christopher Reyes, Shengrong Ye, Myung Jun Kim, Benjamin J. WileyNorhayati RahmanNo ratings yet
- How Rheological Properties Affect Fine-Line Screen Printing - of Pastes - A Combined Rheological and High-Speed Video Imaging - StudyDocument12 pagesHow Rheological Properties Affect Fine-Line Screen Printing - of Pastes - A Combined Rheological and High-Speed Video Imaging - StudyAmar KasbeNo ratings yet
- Fully Inkjet-Printed Carbon Nanotube-PDMS-Based Strain Sensor Temperature Response Compressive and Tensile Bending Properties and Fatigue InvestigationsDocument10 pagesFully Inkjet-Printed Carbon Nanotube-PDMS-Based Strain Sensor Temperature Response Compressive and Tensile Bending Properties and Fatigue InvestigationsKarthikeyan LNo ratings yet
- Handout Soft LithographyDocument6 pagesHandout Soft LithographyEdwin Joshua SamuelNo ratings yet
- FDM 3D Printing of MWCNT Re-Inforced ABS Nano-Composite Parts With Enhanced Mechanical and Electrical PropertiesDocument9 pagesFDM 3D Printing of MWCNT Re-Inforced ABS Nano-Composite Parts With Enhanced Mechanical and Electrical PropertiesJohnNo ratings yet
- Applied SciencesDocument12 pagesApplied SciencesAbdul TawabNo ratings yet
- 1 s2.0 S0008884621002647 MainDocument11 pages1 s2.0 S0008884621002647 MainGuilherme HoffmanNo ratings yet
- Carbon Nanotubes Based Thin Films: Fabrication, Characterization and ApplicationsDocument22 pagesCarbon Nanotubes Based Thin Films: Fabrication, Characterization and ApplicationsFebri RamdaniNo ratings yet
- (2015, Dimitri) Multimaterial Magnetically Assisted 3D Printing of Composite MaterialsDocument10 pages(2015, Dimitri) Multimaterial Magnetically Assisted 3D Printing of Composite MaterialsNam Huu TranNo ratings yet
- Fabrication of High Aspect-Ratio Surface Micro Patterns On Stainless Steel Using High-Speed Direct Laser Interference PatterningDocument9 pagesFabrication of High Aspect-Ratio Surface Micro Patterns On Stainless Steel Using High-Speed Direct Laser Interference Patterningsdharmadhikari_88No ratings yet
- Frontiers e ManufacturingDocument9 pagesFrontiers e ManufacturingmartinsandovalandresNo ratings yet
- Hupaper PNASDocument5 pagesHupaper PNASShashank RathoreNo ratings yet
- Nano LithographyDocument14 pagesNano LithographyMohammad RameezNo ratings yet
- Inkjet Printing of Silver Nanowires On Flexible SuDocument9 pagesInkjet Printing of Silver Nanowires On Flexible SuSuman DeviNo ratings yet
- Materials: Artificial Neural Network Algorithms For 3D PrintingDocument27 pagesMaterials: Artificial Neural Network Algorithms For 3D PrintingSagnik ChowdhuryNo ratings yet
- The Eye of The IDocument8 pagesThe Eye of The ISwag BucksNo ratings yet
- (2016) (Malinauskas Et Al) Ultrafast Laser Processing of Materials - From Science To IndustryDocument14 pages(2016) (Malinauskas Et Al) Ultrafast Laser Processing of Materials - From Science To IndustryRenkuReNo ratings yet
- Review mực dẫn điệnDocument16 pagesReview mực dẫn điệnGiang Hoang HuongNo ratings yet
- Journal: Ink-Jet Printing of Wax-Based Alumina SuspensionsDocument7 pagesJournal: Ink-Jet Printing of Wax-Based Alumina SuspensionsNayane FontesNo ratings yet
- 1361 6528/aa7a54Document10 pages1361 6528/aa7a54hamidNo ratings yet
- Journal of Advanced Research: Muhammad Bilal, Masatoshi SakairiDocument9 pagesJournal of Advanced Research: Muhammad Bilal, Masatoshi SakairiSarras InfoNo ratings yet
- 10 - A Surrogate Modelling Strategy To Improve The Surface Morphology Quality 2023Document14 pages10 - A Surrogate Modelling Strategy To Improve The Surface Morphology Quality 2023yasin yapiciNo ratings yet
- 8 - Soft Electronics by Inkjet Printing Metal Inks On Porous SubstratesDocument15 pages8 - Soft Electronics by Inkjet Printing Metal Inks On Porous Substratesmasum.sNo ratings yet
- Additive Manufacturing of Thin Electrolyte Layers Via Inkjet PrintingDocument12 pagesAdditive Manufacturing of Thin Electrolyte Layers Via Inkjet Printingkamrul.malsxxc44No ratings yet
- 2015-Silver-Nanoparticle-Based Screen-Printing and FilmDocument8 pages2015-Silver-Nanoparticle-Based Screen-Printing and Filmkishor adhikariNo ratings yet
- Bringing Electrochemical 3D Printing To The NanoscaleDocument9 pagesBringing Electrochemical 3D Printing To The Nanoscalenmz787No ratings yet
- Directed Self-Assembly of Polystyrene Nanospheres by Direct Laser-Writing LithographyDocument11 pagesDirected Self-Assembly of Polystyrene Nanospheres by Direct Laser-Writing LithographyKatia SparnacciNo ratings yet
- A Review On Development of Stereolithography (SLA) 3D Printing in Additive Manufacturing For Biomedical IndustryDocument4 pagesA Review On Development of Stereolithography (SLA) 3D Printing in Additive Manufacturing For Biomedical IndustryFirdaus Mat SoibNo ratings yet
- Ultiphase Direct Ink Writing (MDIW) For Multilayered Polymer/ Nanoparticle CompositesDocument14 pagesUltiphase Direct Ink Writing (MDIW) For Multilayered Polymer/ Nanoparticle CompositesHarsh Vardhan SinghNo ratings yet
- Nil SfilDocument19 pagesNil SfilPiranha TourniquetNo ratings yet
- Method For Making A Single-Step Etch Mask For 3D Monolithic NanostructuresDocument11 pagesMethod For Making A Single-Step Etch Mask For 3D Monolithic NanostructuresDiana GrishinaNo ratings yet
- Ni 2020 Wafer Scale D Shaping of High AspecDocument11 pagesNi 2020 Wafer Scale D Shaping of High AspecSven van der HoevenNo ratings yet
- Mueller 2018Document8 pagesMueller 2018Ali Cem GöçerNo ratings yet
- An Investigation Into The Porosity Based 3D Printed ConcreteDocument13 pagesAn Investigation Into The Porosity Based 3D Printed ConcreteM.C.2024No ratings yet
- Nanoimprint Lithography - Patterning of Resists Using MoldingDocument42 pagesNanoimprint Lithography - Patterning of Resists Using MoldingYogesh KumarNo ratings yet
- Impresiones 3DDocument9 pagesImpresiones 3DDeyvi Emerson Rivas ZarateNo ratings yet
- Carbon 05 00025Document16 pagesCarbon 05 00025Anonymous eaJQKWkNo ratings yet
- Final Report Mauricio Schmidt MunizDocument20 pagesFinal Report Mauricio Schmidt MunizIgnaas JimidarNo ratings yet
- 2022 ShariatniaDocument22 pages2022 ShariatniaMohammed BaassiriNo ratings yet
- Ultrafast Multi-Focus 3-D Nano-Fabrication Based On Two-Photon PolymerizationDocument7 pagesUltrafast Multi-Focus 3-D Nano-Fabrication Based On Two-Photon PolymerizationHan YangNo ratings yet
- VK Paper 5Document7 pagesVK Paper 5Global College of Engineering TechnologyNo ratings yet
- Nanosilica Improves Recycled Concrete AggregatesDocument9 pagesNanosilica Improves Recycled Concrete AggregatesSanjeeva YedavalliNo ratings yet
- Technological Advances in Fine Abrasive ProcessesDocument52 pagesTechnological Advances in Fine Abrasive ProcessesLucas HarimNo ratings yet
- Ti3C2Tx Thin FilmDocument7 pagesTi3C2Tx Thin FilmMuhammed Namshad TkNo ratings yet
- Materials 11 00166 PDFDocument19 pagesMaterials 11 00166 PDFVisvas RajyaguruNo ratings yet
- Zarek Et Al-2016-Advanced MaterialsDocument6 pagesZarek Et Al-2016-Advanced MaterialsquiqueNo ratings yet
- Highly Conductive Paper For Energy-Storage DevicesDocument10 pagesHighly Conductive Paper For Energy-Storage DevicesCheran CherryNo ratings yet
- Analysis of Surface Texturing in Radial Ultrasonic Vibration-Assisted Turning. Journal of Materials Processing TechnologyDocument10 pagesAnalysis of Surface Texturing in Radial Ultrasonic Vibration-Assisted Turning. Journal of Materials Processing TechnologyBùi Anh Tuấn - CĐ Lý Tự Trọng TP. HCMNo ratings yet
- QuaiityassessmentsDocument20 pagesQuaiityassessmentsÉrick LimaNo ratings yet
- Protective Measure: Palackého Náměstí 375/4, 128 01 Praha 2Document3 pagesProtective Measure: Palackého Náměstí 375/4, 128 01 Praha 2Érick LimaNo ratings yet
- Technical Sheet: The Best Technology in Air ConditioningDocument2 pagesTechnical Sheet: The Best Technology in Air ConditioningÉrick LimaNo ratings yet
- HistoryDocument1 pageHistory16121994No ratings yet
- Impact of Hot Pressing Pressure On Medium Density Fiberboard (MDF) PerformanceDocument12 pagesImpact of Hot Pressing Pressure On Medium Density Fiberboard (MDF) PerformanceÉrick LimaNo ratings yet
- T8Document290 pagesT8Érick LimaNo ratings yet
- Materials and Method: Study SiteDocument12 pagesMaterials and Method: Study SiteÉrick LimaNo ratings yet
- Analise Termica e MecanicaDocument13 pagesAnalise Termica e MecanicaÉrick LimaNo ratings yet
- Metodos de ProcessamentoDocument10 pagesMetodos de ProcessamentoÉrick LimaNo ratings yet
- Analise Termica e MecanicaDocument13 pagesAnalise Termica e MecanicaÉrick LimaNo ratings yet
- Calculo Poder Tutorial STATISTICADocument17 pagesCalculo Poder Tutorial STATISTICAÉrick LimaNo ratings yet
- Calculo Poder Tutorial STATISTICADocument17 pagesCalculo Poder Tutorial STATISTICAÉrick LimaNo ratings yet
- Bendixen Guide To Correspondence AnalysisDocument15 pagesBendixen Guide To Correspondence Analysisdhaya88No ratings yet
- AKKAYADocument1 pageAKKAYAÉrick LimaNo ratings yet
- Stewart Postharvest Review: Rheological, Thermal and Dielectric Properties of Pureed Baby FoodsDocument12 pagesStewart Postharvest Review: Rheological, Thermal and Dielectric Properties of Pureed Baby FoodsmviliNo ratings yet
- Settlement Analysis Methods Literature ReviewDocument32 pagesSettlement Analysis Methods Literature ReviewWaqas Sadiq50% (2)
- Brakes, Springs, Flywheels (PSE Module 28.1) 1120Document4 pagesBrakes, Springs, Flywheels (PSE Module 28.1) 1120albert nicolasNo ratings yet
- Algin, 2008, Practical Formula For Dimensioning A Rectangular FootingDocument7 pagesAlgin, 2008, Practical Formula For Dimensioning A Rectangular Footingprisciliano1No ratings yet
- FEBio Users ManualDocument53 pagesFEBio Users Manualpalmajoaquin99No ratings yet
- KHRI-Webinar (22-04-2020) - Introduction To Performance Grade Bitumen - Er. T K Subhaash - Assistant Director KHRIDocument40 pagesKHRI-Webinar (22-04-2020) - Introduction To Performance Grade Bitumen - Er. T K Subhaash - Assistant Director KHRIAmit Rajendra PhadatareNo ratings yet
- Basic Seismic - UCL - UKDocument37 pagesBasic Seismic - UCL - UKMuhammad BilalNo ratings yet
- Fea BookDocument155 pagesFea BookLakhan Kumar SharmaNo ratings yet
- R. A. C. Slater Auth. Engineering Plasticity Theory and Application To MetalDocument432 pagesR. A. C. Slater Auth. Engineering Plasticity Theory and Application To MetalPrakash M Angadi100% (1)
- Analysis of Explosion Load Effects in Pipe-RacksDocument146 pagesAnalysis of Explosion Load Effects in Pipe-RacksDAN ANDNo ratings yet
- Wood Shear Wall and Diaphragm DeflectionDocument17 pagesWood Shear Wall and Diaphragm DeflectionNameNo ratings yet
- Ce6306 Som PDFDocument55 pagesCe6306 Som PDFHemakumar ManoharanNo ratings yet
- Acta Materialia: Full Length ArticleDocument16 pagesActa Materialia: Full Length ArticleDeepak SharmaNo ratings yet
- Experimental and Numerical Performance of Shear Connections in CLT-concrete Composite FloorDocument13 pagesExperimental and Numerical Performance of Shear Connections in CLT-concrete Composite FloorthusiyanthanpNo ratings yet
- Stress Analysis of Bevel Gear Tool, Using FEA Tool ANSYS V.14Document6 pagesStress Analysis of Bevel Gear Tool, Using FEA Tool ANSYS V.14IjrtsNo ratings yet
- MIDAS MCT File Quick ReferenceDocument90 pagesMIDAS MCT File Quick ReferenceromanoscotchNo ratings yet
- Verification PDFDocument2,092 pagesVerification PDFFelipe SineiderNo ratings yet
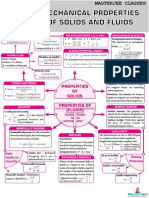
- Class 11 Mechanical Properties of Solids and Fluid 220622 084044Document1 pageClass 11 Mechanical Properties of Solids and Fluid 220622 084044Agnal Sandy D2-4No ratings yet
- External Loads On Buried Flexible PipesDocument5 pagesExternal Loads On Buried Flexible PipesAdelmo Filho100% (3)
- Beam Design & Detailing (Simply Supported)Document58 pagesBeam Design & Detailing (Simply Supported)dixn__100% (8)
- Civil PDFDocument162 pagesCivil PDFDarshan NakawalaNo ratings yet
- Gate QuestionsDocument20 pagesGate Questionskaran8494No ratings yet
- Chapter 11: Deformation of Solids: Tensile CompressiveDocument11 pagesChapter 11: Deformation of Solids: Tensile CompressiveAzmira AhmadNo ratings yet
- Variational Formulation & The Galerkin MethodDocument46 pagesVariational Formulation & The Galerkin Methodtesfaye gurmesaNo ratings yet
- 1 - Modelling of Soil Behaviour 16082020Document87 pages1 - Modelling of Soil Behaviour 16082020rihongkeeNo ratings yet
- IRC 83 - (Part-II) - 1987Document33 pagesIRC 83 - (Part-II) - 1987SUBHAS CHANDRA NATHNo ratings yet
- E 2368 - 04 - Rtiznjg - PDFDocument8 pagesE 2368 - 04 - Rtiznjg - PDFYuliusRiefAlkhalyNo ratings yet
- General Stress-Strain Behavior: Unit M3.2Document37 pagesGeneral Stress-Strain Behavior: Unit M3.2droessaert_stijnNo ratings yet
- 6-2mechabnical Propoerties 2Document14 pages6-2mechabnical Propoerties 2ABDELRHMAN ALINo ratings yet
- Design, Fabrication and Testing of Standard Sand RammerDocument13 pagesDesign, Fabrication and Testing of Standard Sand RammerEbenezer ChingwinireNo ratings yet
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Phase Equilibria in Chemical EngineeringFrom EverandPhase Equilibria in Chemical EngineeringRating: 4 out of 5 stars4/5 (11)
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- The Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookNo ratings yet
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- Pharmaceutical Blending and MixingFrom EverandPharmaceutical Blending and MixingP. J. CullenRating: 5 out of 5 stars5/5 (1)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesFrom EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesNo ratings yet
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlFrom EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlRating: 4 out of 5 stars4/5 (4)
- Operational Excellence: Journey to Creating Sustainable ValueFrom EverandOperational Excellence: Journey to Creating Sustainable ValueNo ratings yet
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Pharmaceutical Excipients: Properties, Functionality, and Applications in Research and IndustryFrom EverandPharmaceutical Excipients: Properties, Functionality, and Applications in Research and IndustryOtilia M. Y. KooNo ratings yet
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Recognizing Catastrophic Incident Warning Signs in the Process IndustriesFrom EverandRecognizing Catastrophic Incident Warning Signs in the Process IndustriesNo ratings yet