You might also like
- The Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20From EverandThe Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20No ratings yet
- Guidelines For Specification, Welding and Inspection of Stainless Alloy PipingDocument19 pagesGuidelines For Specification, Welding and Inspection of Stainless Alloy Pipingafr5364No ratings yet
- TAPPI TIP-0402-26 Welding of SS PipingDocument13 pagesTAPPI TIP-0402-26 Welding of SS Pipinga_parratNo ratings yet
- 10.3 The American Welding Society (Aws) : Lesson XDocument1 page10.3 The American Welding Society (Aws) : Lesson XcrysNo ratings yet
- D10.4 R1986PVDocument7 pagesD10.4 R1986PVGabriela AxinteNo ratings yet
- Chapter 4. Metal Structure, Welding, and Brazing: 9/27/01 AC 43.13-1B CHG 1Document84 pagesChapter 4. Metal Structure, Welding, and Brazing: 9/27/01 AC 43.13-1B CHG 1RanggaNo ratings yet
- Soldadura de Hierro ColadoDocument10 pagesSoldadura de Hierro ColadoclnNo ratings yet
- Compatibility of Metals & Alloys in Neat Methanol ServiceDocument18 pagesCompatibility of Metals & Alloys in Neat Methanol ServiceAgustina CarrizoNo ratings yet
- Section 1. Identification of MetalsDocument4 pagesSection 1. Identification of MetalsrobinyNo ratings yet
- Welding Cast IronDocument10 pagesWelding Cast IronRoberto CordovaNo ratings yet
- Снимок экрана 2024-03-25 в 20.29.12Document10 pagesСнимок экрана 2024-03-25 в 20.29.127hb7zdthg9No ratings yet
- Filler Metals For Welding: Part One: AbstractDocument4 pagesFiller Metals For Welding: Part One: AbstractsierthinNo ratings yet
- Filler Wires PDFDocument7 pagesFiller Wires PDFJayaram MVNo ratings yet
- SS - Filler Wire SelectionDocument26 pagesSS - Filler Wire SelectionBaraa AzebNo ratings yet
- Welding Complete PPT With QuestionDocument50 pagesWelding Complete PPT With QuestionKBSMANITNo ratings yet
- Welding Definition: by S K MondalDocument26 pagesWelding Definition: by S K MondalSaajal SharmaNo ratings yet
- Covered Welding ElectrodesDocument11 pagesCovered Welding ElectrodesAqsa BanoNo ratings yet
- Gas Metal Arc Welding ElectrodeDocument1 pageGas Metal Arc Welding Electrodeadib nassarNo ratings yet
- About Welding Process 58Document1 pageAbout Welding Process 58XerexNo ratings yet
- Schaeffler Diagram PDFDocument16 pagesSchaeffler Diagram PDFrajesh_14No ratings yet
- Schaeffler Diagram PDFDocument16 pagesSchaeffler Diagram PDFrajesh_14No ratings yet
- How To Weld "T-1" Constructional Alloy Steels: ForewordDocument12 pagesHow To Weld "T-1" Constructional Alloy Steels: ForewordjoseritoNo ratings yet
- Ensaio de CorrosãoDocument9 pagesEnsaio de CorrosãoLeonardo MartinsNo ratings yet
- The National Board of Boiler and Pressure Vessel InspectorsDocument3 pagesThe National Board of Boiler and Pressure Vessel Inspectorsmiguel arandaNo ratings yet
- Welding - Ferritic Stainless Steel 1.4003Document9 pagesWelding - Ferritic Stainless Steel 1.4003Danut RusNo ratings yet
- Weld Filler Metal SelectionDocument7 pagesWeld Filler Metal SelectionRajesh AutorajeshNo ratings yet
- Add02 1060.1Document14 pagesAdd02 1060.1Diego Calderón AlvaradoNo ratings yet
- Basic Guide To WeldingDocument7 pagesBasic Guide To WeldingJaveed A. KhanNo ratings yet
- SAE Steel GradesDocument10 pagesSAE Steel GradesMukesh GuptaNo ratings yet
- Performance of Fittings For Use With Gasketed Mechanical Couplings Used in Piping ApplicationsDocument4 pagesPerformance of Fittings For Use With Gasketed Mechanical Couplings Used in Piping ApplicationsDarwin DarmawanNo ratings yet
- Specification For Forged or Rolled Alloy-Steel Pipe Flanges, Forged Fittings, and Valves and Parts For High-Temperature ServiceDocument22 pagesSpecification For Forged or Rolled Alloy-Steel Pipe Flanges, Forged Fittings, and Valves and Parts For High-Temperature Servicedaniel pacheco do nascimento PachecoNo ratings yet
- Astm GradesDocument3 pagesAstm GradeszackjipangNo ratings yet
- Technical Update Maintenance Welding of AluminumDocument22 pagesTechnical Update Maintenance Welding of Aluminumaxisd47No ratings yet
- Welding 9%ni SteelsDocument9 pagesWelding 9%ni SteelspmoinoNo ratings yet
- 127.study The Effect of Welding Parameters of Tig Welding of PlateDocument43 pages127.study The Effect of Welding Parameters of Tig Welding of PlatemoorthikumarNo ratings yet
- Technicalupdate MaintenanceWeldingofAluminiumDocument22 pagesTechnicalupdate MaintenanceWeldingofAluminiumABINASH BEHERANo ratings yet
- Aluminium Alloys: Weldability of Materials: Alloy Designation Chemical Designation Classificatio N Filler ApplicationDocument7 pagesAluminium Alloys: Weldability of Materials: Alloy Designation Chemical Designation Classificatio N Filler ApplicationMuhammad WaseemNo ratings yet
- ABS FM ListDocument2 pagesABS FM ListRufina Petronella SinagaNo ratings yet
- Inception Report Air SelangorDocument3 pagesInception Report Air SelangorNurul IzzatiNo ratings yet
- 06940G Chapter 1Document7 pages06940G Chapter 1Tito Winnerson SitanggangNo ratings yet
- WSRC Ms 2001 00544Document25 pagesWSRC Ms 2001 00544arjun prajapatiNo ratings yet
- Welding StandardsDocument14 pagesWelding Standardsrusf123100% (1)
- Are You Properly Specifying Materials - Part 3 PDFDocument3 pagesAre You Properly Specifying Materials - Part 3 PDFasmasm123No ratings yet
- Lesson X Specification No. DescriptionDocument1 pageLesson X Specification No. DescriptioncrysNo ratings yet
- Material Selection For PipingDocument16 pagesMaterial Selection For PipingYousuf MemonNo ratings yet
- Welding Requirements: Suggestions For Welding Stainless SteelDocument7 pagesWelding Requirements: Suggestions For Welding Stainless SteelStephanie WebbNo ratings yet
- 1982AustSS FSWeldJntFalrs WeldJDocument11 pages1982AustSS FSWeldJntFalrs WeldJthisaintwapNo ratings yet
- How To Weld T-1 SteelDocument21 pagesHow To Weld T-1 SteelMuthu Barathi ParamasivamNo ratings yet
- NiDi Rpt. - McGurn - Schaffhausen Bridge LCCDocument15 pagesNiDi Rpt. - McGurn - Schaffhausen Bridge LCCBabu SundararamanNo ratings yet
- RUUKI Welding PDFDocument12 pagesRUUKI Welding PDFIgor GrujićNo ratings yet
- Electric-Fusion-Welded Austenitic Chromium-Nickel Alloy Steel Pipe For High-Temperature ServiceDocument6 pagesElectric-Fusion-Welded Austenitic Chromium-Nickel Alloy Steel Pipe For High-Temperature ServicehNo ratings yet
- Specification For Welded Large Diameter Austenitic Steel Pipe For Corrosive or High-Temperature ServiceDocument8 pagesSpecification For Welded Large Diameter Austenitic Steel Pipe For Corrosive or High-Temperature Serviceedisson_barreraNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39From EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Rating: 5 out of 5 stars5/5 (1)
- Control and Analysis in Iron and SteelmakingFrom EverandControl and Analysis in Iron and SteelmakingRating: 3 out of 5 stars3/5 (2)
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Cold Formed Steel Seismic Performance - MARTINEZDocument10 pagesCold Formed Steel Seismic Performance - MARTINEZFinnFan8No ratings yet
- Hennebique Ferro-Concrete System BrochureDocument50 pagesHennebique Ferro-Concrete System BrochureFinnFan8No ratings yet
- Investigation Into The Performance of Statistics House in The 14 November 2016 Kaikoura EarthquakeDocument36 pagesInvestigation Into The Performance of Statistics House in The 14 November 2016 Kaikoura EarthquakeFinnFan8No ratings yet
- CIDECT Design Guide 7Document173 pagesCIDECT Design Guide 7paris062No ratings yet
- 32 KV High Voltage Power Transmission Line and Stress On Brassica JunceaDocument4 pages32 KV High Voltage Power Transmission Line and Stress On Brassica Junceamuhammad mushofahNo ratings yet
- Reference Book 2014 05 19Document84 pagesReference Book 2014 05 19leoNo ratings yet
- Further MathematicsDocument44 pagesFurther MathematicsMohd Tirmizi100% (1)
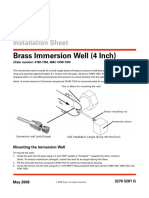
- Brass Immersion Well (4 Inch) : Installation SheetDocument2 pagesBrass Immersion Well (4 Inch) : Installation SheetKim Nicolas SaikiNo ratings yet
- Diode Equivalent ModelsDocument9 pagesDiode Equivalent ModelsJay Ey0% (1)
- Accomplishment Report: Gubat National High SchoolDocument2 pagesAccomplishment Report: Gubat National High SchoolSheila Divinagracia - EscobedoNo ratings yet
- TGA User ManualDocument310 pagesTGA User Manualfco85100% (1)
- BDC Questions and AnswersDocument14 pagesBDC Questions and AnswerssatishNo ratings yet
- Control 4Document17 pagesControl 4muhamed mahmoodNo ratings yet
- IMPRSDocument11 pagesIMPRSridho kusumaNo ratings yet
- MAE 320 Syllabus PDFDocument4 pagesMAE 320 Syllabus PDFRobert V. AbrasaldoNo ratings yet
- PDF Kajaria Report Final - CompressDocument40 pagesPDF Kajaria Report Final - CompressMd Borhan Uddin 2035097660No ratings yet
- A Catalogue of SturmDocument10 pagesA Catalogue of SturmNellis BlancoNo ratings yet
- C Band Polarimetric Doppler Weather Radar Observations During An Extreme Precipitation Event and Associated Dynamics Over Peninsular IndiaDocument16 pagesC Band Polarimetric Doppler Weather Radar Observations During An Extreme Precipitation Event and Associated Dynamics Over Peninsular Indiamann singh100% (1)
- IO InterfacingDocument10 pagesIO InterfacingAxe AxeNo ratings yet
- Technical Manual Organizational, Direct Support, and General Support Maintenance Repair Parts and Special Tools Lists (Including Depot Maintenance Repair Parts and Special Tools)Document30 pagesTechnical Manual Organizational, Direct Support, and General Support Maintenance Repair Parts and Special Tools Lists (Including Depot Maintenance Repair Parts and Special Tools)Henry PalNo ratings yet
- Calculation of Pipe SupportDocument6 pagesCalculation of Pipe Supportnaveen_86No ratings yet
- Bash SHELL Script in LinuxDocument6 pagesBash SHELL Script in LinuxHesti WidyaNo ratings yet
- Lesson 1-02 Data Collection and Analysis STATDocument12 pagesLesson 1-02 Data Collection and Analysis STATallan.manaloto23No ratings yet
- Language and The Pursuit of Hap - Chalmers BrothersDocument1,184 pagesLanguage and The Pursuit of Hap - Chalmers BrothersGeorge Adrian Oprea100% (2)
- GRFU Description: Huawei Technologies Co., LTDDocument9 pagesGRFU Description: Huawei Technologies Co., LTDJamal HagiNo ratings yet
- Modern Guide To Plo ExtractDocument24 pagesModern Guide To Plo ExtractSteve ToddNo ratings yet
- Weforma WBZ ENDocument18 pagesWeforma WBZ ENRuben PauwelsNo ratings yet
- DSNHP00197140000690828 2022Document2 pagesDSNHP00197140000690828 2022Vidya SagarNo ratings yet
- How To Disassemble Dell Inspiron 17R N7110 - Inside My LaptopDocument17 pagesHow To Disassemble Dell Inspiron 17R N7110 - Inside My LaptopAleksandar AntonijevicNo ratings yet
- 7th NisssDocument9 pages7th NisssVedang PandeyNo ratings yet
- Mathematical Derivation of Optimum Fracture Conductivity For Pseudo-Steady State and Steady State Flow Conditions: FCD Is Derived As 1.6363Document12 pagesMathematical Derivation of Optimum Fracture Conductivity For Pseudo-Steady State and Steady State Flow Conditions: FCD Is Derived As 1.6363Christian BimoNo ratings yet
- Question Bank 1st UnitDocument2 pagesQuestion Bank 1st UnitAlapati RajasekharNo ratings yet
- ANSYS SimplorerDocument2 pagesANSYS Simplorerahcene2010No ratings yet
- Staff Perception of Respect For Human Rights of Users and Organizational Well-Being: A Study in Four Different Countries of The Mediterranean AreaDocument7 pagesStaff Perception of Respect For Human Rights of Users and Organizational Well-Being: A Study in Four Different Countries of The Mediterranean Areakhouloud razkiNo ratings yet