You might also like
- The Intellectual Property Pyramid Assessment:: A Novel Method for Creating a Sustainable Competitive AdvantageFrom EverandThe Intellectual Property Pyramid Assessment:: A Novel Method for Creating a Sustainable Competitive AdvantageNo ratings yet
- Outsourcing and Its Perils: by Bill Lakenan, Darren Boyd, and Ed FreyDocument12 pagesOutsourcing and Its Perils: by Bill Lakenan, Darren Boyd, and Ed FreyMahesh Kumar ChandNo ratings yet
- How Firms Use Product Differentiation and New Product Development to Gain Competitive AdvantageDocument2 pagesHow Firms Use Product Differentiation and New Product Development to Gain Competitive AdvantageKaustav Roy ChoudhuryNo ratings yet
- IBM Company Profile and Marketing AnalysisDocument21 pagesIBM Company Profile and Marketing AnalysisyasaswiniNo ratings yet
- 3D Product Design For ManufactureDocument24 pages3D Product Design For Manufacturekerbla100% (1)
- Samsung Case Study SolusionDocument7 pagesSamsung Case Study SolusionNaima HossainNo ratings yet
- Chapter 5: Procurement and OutsourcingDocument3 pagesChapter 5: Procurement and OutsourcingLinh LêNo ratings yet
- Innovation-A Conceptual Road Map-Article 9Document8 pagesInnovation-A Conceptual Road Map-Article 9Purti KhannaNo ratings yet
- Strategic Applications of The Five Forces Analysis of The Personal Computer IndustryDocument2 pagesStrategic Applications of The Five Forces Analysis of The Personal Computer IndustryHoney LimNo ratings yet
- Case of The Profitless PCDocument1 pageCase of The Profitless PCNripesh PokhrelNo ratings yet
- Why strategy analysis is important for financial statement analysisDocument5 pagesWhy strategy analysis is important for financial statement analysisjuni ariartiNo ratings yet
- The Paradox of Commodities: Micro EconomicsDocument3 pagesThe Paradox of Commodities: Micro Economicslove angelNo ratings yet
- 10 January 2022 09:20: Notes Page 1Document5 pages10 January 2022 09:20: Notes Page 1ANSHUL AGRAWAL MBA 2021-23 (Delhi)No ratings yet
- CaseDocument6 pagesCaseopenid_aku6f5n80% (1)
- RasedDocument7 pagesRasedMohammad Mahbubur Rahman KhanNo ratings yet
- Solution Manual For Operations and Supply Chain Management For Mbas 7th Edition Jack R Meredith Scott M ShaferDocument29 pagesSolution Manual For Operations and Supply Chain Management For Mbas 7th Edition Jack R Meredith Scott M Shaferabettorcorpsew52rrcNo ratings yet
- Product Quality and Customer ValueDocument4 pagesProduct Quality and Customer ValueJoshua Balios-MamaNo ratings yet
- WP - 44 - How To Innovate When The Market Is MatureDocument28 pagesWP - 44 - How To Innovate When The Market Is Maturekuruvillaj2217100% (1)
- Product Development and OrganizationDocument29 pagesProduct Development and Organizationamohanty01No ratings yet
- IBM Strategy and Organization Design ReportDocument20 pagesIBM Strategy and Organization Design ReportAnuj ShresthaNo ratings yet
- Outsourcing and Moving Up The Value ChainDocument2 pagesOutsourcing and Moving Up The Value ChainShreya AgrawalNo ratings yet
- Business Model Navigator Whitepaper - 2019Document9 pagesBusiness Model Navigator Whitepaper - 2019Zaw Ye HtikeNo ratings yet
- First Mover DisadvantageDocument4 pagesFirst Mover DisadvantageShibani Shankar RayNo ratings yet
- Case Study: 2: Developing Brand StrategyDocument5 pagesCase Study: 2: Developing Brand StrategyAshish Agrawal RateriaNo ratings yet
- Sample ProjectDocument9 pagesSample ProjectusmanireNo ratings yet
- IBM Case Study Group Analyzes Strategy Shift to CloudDocument9 pagesIBM Case Study Group Analyzes Strategy Shift to CloudEliana SolangeNo ratings yet
- Case 4 - Curled MetalDocument4 pagesCase 4 - Curled MetalSravya DoppaniNo ratings yet
- Samsung's Reaction To Chinese CompetitionDocument11 pagesSamsung's Reaction To Chinese CompetitionTinakhaladze100% (6)
- WP PLM TelecomDocument17 pagesWP PLM TelecomEduardo LopesNo ratings yet
- IBM's Strategic Analysis and TransformationDocument65 pagesIBM's Strategic Analysis and Transformationmhairat6043No ratings yet
- Strategic Analysis of Apple Inc.: Brian MasiDocument35 pagesStrategic Analysis of Apple Inc.: Brian MasiRocking RidzNo ratings yet
- Product and Process InnovationDocument14 pagesProduct and Process InnovationVinay VinnuNo ratings yet
- 2012 New Product Development WhitepaperDocument14 pages2012 New Product Development WhitepaperTitoma Design Ltd.No ratings yet
- Samsung Swot AnalysisDocument5 pagesSamsung Swot AnalysisKavinder Kanyal100% (1)
- Factor (A Apple P Print) Impact Response Sig PoliticalDocument6 pagesFactor (A Apple P Print) Impact Response Sig PoliticalgraveyardendNo ratings yet
- Future of Industrial Digital PrintingDocument23 pagesFuture of Industrial Digital PrintingsisiraNo ratings yet
- How AMD's Customer-Centric Approach Helped Challenge Intel's Market DominanceDocument3 pagesHow AMD's Customer-Centric Approach Helped Challenge Intel's Market DominancejivsNo ratings yet
- St-Gallen-The Business Model Navigator - 55 Models That Will Revolutionise Your BusinessDocument18 pagesSt-Gallen-The Business Model Navigator - 55 Models That Will Revolutionise Your BusinessAlexander Pulido MarínNo ratings yet
- Name Netid Group Number: Website Link: Tutorial Details Time Spent On AssignmentDocument10 pagesName Netid Group Number: Website Link: Tutorial Details Time Spent On AssignmentAnnieLueNo ratings yet
- Steps For Successful InnovationDocument16 pagesSteps For Successful InnovationFanny WuNo ratings yet
- Case Prep Assist Week 2 2Document4 pagesCase Prep Assist Week 2 2Varun AgarwalNo ratings yet
- Kodak FinalDocument4 pagesKodak FinalSteve Di LulloNo ratings yet
- 13Document5 pages13Caihong EweNo ratings yet
- (Gowtham) 10018 - TMI Asg 2Document4 pages(Gowtham) 10018 - TMI Asg 2Gowtham NannapaneniNo ratings yet
- Mkt302. IBM Case StudyDocument8 pagesMkt302. IBM Case StudyMashiat Kabir MuskanNo ratings yet
- Consumption Economics AbridgedDocument21 pagesConsumption Economics AbridgedjbezicNo ratings yet
- Masi Strategic Analysis - Apple Inc.: MGT 440, December 2009Document3 pagesMasi Strategic Analysis - Apple Inc.: MGT 440, December 2009Athi AsamNo ratings yet
- Swot C A IbmDocument8 pagesSwot C A IbmNhat MinhNo ratings yet
- QSIBMDocument6 pagesQSIBMayesha maryamNo ratings yet
- De-Generation World: Revolutionary ParadiseDocument18 pagesDe-Generation World: Revolutionary ParadiseUtkarsh SoniNo ratings yet
- Samsung SwotDocument8 pagesSamsung Swotfathintulip100% (1)
- Tissue360 (PPIB) - Fall - Winter 2019 - Industry 4.0 - Empowered by InformationDocument6 pagesTissue360 (PPIB) - Fall - Winter 2019 - Industry 4.0 - Empowered by InformationarjunanpnNo ratings yet
- INNOVATION Is The Key: Manoj Kabre, Indo-MIMDocument1 pageINNOVATION Is The Key: Manoj Kabre, Indo-MIMIndo-MIMNo ratings yet
- Applying Artificial Intelligence at Scale in Semiconductor Manufacturing - McKinseyDocument25 pagesApplying Artificial Intelligence at Scale in Semiconductor Manufacturing - McKinseyBharathi RajaNo ratings yet
- The St. Gallen Business Model Navigator: Oliver Gassmann, Karolin Frankenberger, Michaela CsikDocument18 pagesThe St. Gallen Business Model Navigator: Oliver Gassmann, Karolin Frankenberger, Michaela Csikzquesada80No ratings yet
- The St. Gallen Business Model Navigator: Oliver Gassmann, Karolin Frankenberger, Michaela CsikDocument18 pagesThe St. Gallen Business Model Navigator: Oliver Gassmann, Karolin Frankenberger, Michaela CsikArun RaoNo ratings yet
- Servispart Aftermarket Growth GuideDocument21 pagesServispart Aftermarket Growth GuideGlauber RodriguesNo ratings yet
- Case Study of IBMDocument9 pagesCase Study of IBMAnisa_Rao89% (9)
- Industry 4 0Document52 pagesIndustry 4 0CRISTHIAN DAVID FERNANDEZ MORALES100% (1)
- Master in Business Administration Managerial Economics Case StudyDocument7 pagesMaster in Business Administration Managerial Economics Case Studyrj carrera100% (1)
- (Scharvogel 2011) Metal Injection Molding of Titanium For Medical and Aerospace ApplicationsDocument3 pages(Scharvogel 2011) Metal Injection Molding of Titanium For Medical and Aerospace ApplicationsChristian MohammadNo ratings yet
- (Zeng 2009) Artikel Constitutive Equations For Pure Titanium at Elevated TemperaturesDocument4 pages(Zeng 2009) Artikel Constitutive Equations For Pure Titanium at Elevated TemperaturesChristian MohammadNo ratings yet
- (Ferri 2008) Artikel High Cycle Fatigue Behaviour of Ti-6Al-4V Fabricated by Metal InjectionDocument7 pages(Ferri 2008) Artikel High Cycle Fatigue Behaviour of Ti-6Al-4V Fabricated by Metal InjectionChristian MohammadNo ratings yet
- Surface Roughness and Fatigue Performance of Commercially Pure Titanium and Ti-6Al-4V Alloy After Different Polishing ProtocolsDocument8 pagesSurface Roughness and Fatigue Performance of Commercially Pure Titanium and Ti-6Al-4V Alloy After Different Polishing ProtocolsChristian MohammadNo ratings yet
- (Department 2005) China's Impact On Metals Prices in Defense AerospaceDocument52 pages(Department 2005) China's Impact On Metals Prices in Defense AerospaceChristian MohammadNo ratings yet
- (Ducheyne 1987) Fatigue Protperties of Cast and Heat Treated Ti-6Al-4V Alloy For Anatomic Hip ProsthesesDocument5 pages(Ducheyne 1987) Fatigue Protperties of Cast and Heat Treated Ti-6Al-4V Alloy For Anatomic Hip ProsthesesChristian MohammadNo ratings yet
- (Atkinson 2000) Artikel Fundamental Aspects of Hot Isostatic Pressing - An OverviewDocument20 pages(Atkinson 2000) Artikel Fundamental Aspects of Hot Isostatic Pressing - An OverviewChristian MohammadNo ratings yet
- (Eliopoulos 2004) Porosity of CpTi Casting With Four Different Casting MachinesDocument5 pages(Eliopoulos 2004) Porosity of CpTi Casting With Four Different Casting MachinesChristian MohammadNo ratings yet
- Skype BruteDocument2 pagesSkype BruteMarko SavicNo ratings yet
- C9000 Series Color LED Page Printer: Maintenance ManualDocument157 pagesC9000 Series Color LED Page Printer: Maintenance ManualToma KuckovNo ratings yet
- Bentley MX - 2004 Edition MXROAD - Introduction 022004Document78 pagesBentley MX - 2004 Edition MXROAD - Introduction 022004ultravoilet4uNo ratings yet
- Agfa Drystar3000Document16 pagesAgfa Drystar3000Brian TNo ratings yet
- Designing With AR and VRDocument30 pagesDesigning With AR and VRPigmy LeeNo ratings yet
- Pixium Portable 3543 DR: & New Version With Embedded Patient IdentificationDocument2 pagesPixium Portable 3543 DR: & New Version With Embedded Patient IdentificationLuis Felipe RomeroNo ratings yet
- Curso Python y GISDocument205 pagesCurso Python y GISJuan david Gonzalez vasquezNo ratings yet
- Emulation SklogDocument33 pagesEmulation SklogImam RiadiNo ratings yet
- Demat Request FormDocument1 pageDemat Request FormMd AsifNo ratings yet
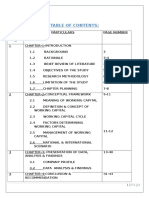
- Table of Contents and Introduction to Working Capital ManagementDocument50 pagesTable of Contents and Introduction to Working Capital ManagementB Swaraj100% (1)
- Computer Science Internship at Leading Tech CompanyDocument1 pageComputer Science Internship at Leading Tech CompanyGhostNo ratings yet
- Red Hat Enterprise Linux-7-High Availability Add-On Reference-en-US PDFDocument142 pagesRed Hat Enterprise Linux-7-High Availability Add-On Reference-en-US PDFAnton PrasetyoNo ratings yet
- AVR MCU Comparison Table (Mega & ATTiny) PDFDocument2 pagesAVR MCU Comparison Table (Mega & ATTiny) PDFit emmNo ratings yet
- IGNITION SYSTEMS: CONVENTIONAL AND MODERN ELECTRONICDocument32 pagesIGNITION SYSTEMS: CONVENTIONAL AND MODERN ELECTRONICShrvan Hirde100% (3)
- EcoStruxure Building Operation - System Reference GuideDocument1,922 pagesEcoStruxure Building Operation - System Reference GuideWalter BarbaNo ratings yet
- Ardruino 6DOF Motion Platform LoResDocument13 pagesArdruino 6DOF Motion Platform LoResFabio PedroNo ratings yet
- Electronic Records Management System Adoption ReadDocument9 pagesElectronic Records Management System Adoption ReadAININA SYAZWINA ZAINUL AZMANNo ratings yet
- Info Sphere DataStage Parallel Framework Standard PracticesDocument460 pagesInfo Sphere DataStage Parallel Framework Standard PracticesAmad JunaidNo ratings yet
- Allied Product Not Found - Autodesk CommunityDocument6 pagesAllied Product Not Found - Autodesk CommunitywuletzkyNo ratings yet
- WLDoc 12-4-25 5 - 41 (PM)Document6 pagesWLDoc 12-4-25 5 - 41 (PM)Doberman CatNo ratings yet
- 20 Minute Mail - Temporary E-Mail 10 Minute and More - Temp Mail, Fake Email PDFDocument3 pages20 Minute Mail - Temporary E-Mail 10 Minute and More - Temp Mail, Fake Email PDFvavacaneNo ratings yet
- Litwin - 2011-Technological Change at Work The Impact of EmployeeDocument28 pagesLitwin - 2011-Technological Change at Work The Impact of EmployeeCatalinMarianAlexandruNo ratings yet
- Fairchild Logic Selection GuideDocument12 pagesFairchild Logic Selection Guidenapoleon_velasc3617No ratings yet
- UPI - Product SolutionsDocument8 pagesUPI - Product SolutionsAmit SinghNo ratings yet
- School FormDocument2 pagesSchool FormBngrc Mrtnz Edn100% (1)
- Deformation PDFDocument66 pagesDeformation PDFRicardo ColosimoNo ratings yet
- CB CI RP IND - Related Party Form - IndividualsDocument1 pageCB CI RP IND - Related Party Form - IndividualsmajortradingzNo ratings yet
- Removable Media SecurityDocument2 pagesRemovable Media SecurityYogesh JoshiNo ratings yet
- IC 974 (LX) Eng 4-05Document11 pagesIC 974 (LX) Eng 4-05Michał WłodarkiewiczNo ratings yet
- Hotel Sales OfficeDocument14 pagesHotel Sales OfficeAgustinus Agus PurwantoNo ratings yet