You might also like
- The Herb Handbook - A Practical Guide To - Simone McGrathDocument128 pagesThe Herb Handbook - A Practical Guide To - Simone McGrathCristian Lungu100% (2)
- Standard Operating ProcedureDocument34 pagesStandard Operating ProcedureJessieLynMolina100% (1)
- PEBD-EVA Blends PDFDocument9 pagesPEBD-EVA Blends PDFDiana Carolina CalvoNo ratings yet
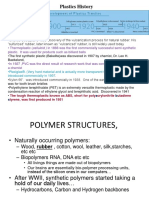
- Plasticizers 1.1. Historical OverviewDocument6 pagesPlasticizers 1.1. Historical Overviewmuhammad umairNo ratings yet
- Molecular Structure & Morphology of BOPP-PP: Optical Microscope StudiesDocument12 pagesMolecular Structure & Morphology of BOPP-PP: Optical Microscope StudiesJatinder DhaliwalNo ratings yet
- Product Testing PET Preform BottleDocument9 pagesProduct Testing PET Preform BottleShikha SinghNo ratings yet
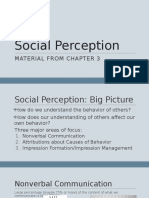
- Social PerceptionDocument11 pagesSocial Perceptionmeowmix100% (1)
- PC Makrolon 2405 - 2407 - 2456-DatasheetDocument4 pagesPC Makrolon 2405 - 2407 - 2456-DatasheetNhox Xu0% (1)
- Injection Molding - Why & How To Do Gate-Seal Experiments - Plastics TechnologyDocument4 pagesInjection Molding - Why & How To Do Gate-Seal Experiments - Plastics TechnologySandeep LeeNo ratings yet
- Roland Berger Study Online Automotive Parts Sales-2Document31 pagesRoland Berger Study Online Automotive Parts Sales-2the_flying_eagleNo ratings yet
- Flexible Packaging PresentationDocument58 pagesFlexible Packaging PresentationRijal FikriNo ratings yet
- Binders: 1. Compaction Behaviour of Organic Binders in Alumina Ceramics (PVA & PEG) General FactsDocument13 pagesBinders: 1. Compaction Behaviour of Organic Binders in Alumina Ceramics (PVA & PEG) General FactsPranav KumarNo ratings yet
- Hot Fill PackagingDocument15 pagesHot Fill PackagingSomasundaram Yamaraja100% (1)
- ESCRDocument3 pagesESCRAvelino Sobrevega Pinuela Jr.No ratings yet
- Packaging ReportDocument13 pagesPackaging ReportTiara CahyadiNo ratings yet
- Carbon FibersDocument1,130 pagesCarbon Fibersaagun1No ratings yet
- Fabrication of Ceramic Matrix Composites by Liquid Phase InfiltrationDocument5 pagesFabrication of Ceramic Matrix Composites by Liquid Phase InfiltrationyoukahoNo ratings yet
- Pet BottleDocument23 pagesPet Bottlekts.ashwanivarun1992No ratings yet
- Solvent Cast Technology - A Versatile ToolDocument14 pagesSolvent Cast Technology - A Versatile ToolsggdgdNo ratings yet
- Index - 2020 - Compatibilization of Polymer Blends PDFDocument32 pagesIndex - 2020 - Compatibilization of Polymer Blends PDFbendybendybendyNo ratings yet
- APSPG Pump TubingDocument2 pagesAPSPG Pump TubingMiranti Sjahri100% (1)
- PolyetheretherkeytoneDocument4 pagesPolyetheretherkeytoneGriffin BeemillerNo ratings yet
- Next Steps in LW PET BottlesDocument269 pagesNext Steps in LW PET Bottleshgarciac4491No ratings yet
- Characteristics of PETDocument3 pagesCharacteristics of PETasyechleniNo ratings yet
- Manikchand Packaging PresentationDocument53 pagesManikchand Packaging PresentationTushar AmbekarNo ratings yet
- Engineered PlasticsDocument61 pagesEngineered Plastics고병석No ratings yet
- Preventive Maintenance ChecklistDocument1 pagePreventive Maintenance ChecklistBelayneh AregaNo ratings yet
- 02 Multilayercompositefilms 110322072335 Phpapp02Document48 pages02 Multilayercompositefilms 110322072335 Phpapp02naveenjeswaniNo ratings yet
- As ISO 16104-2007 Transport Packaging For Dangerous Goods - Test MethodsDocument8 pagesAs ISO 16104-2007 Transport Packaging For Dangerous Goods - Test MethodsSAI Global - APACNo ratings yet
- ECT Guide FINAL 5 17 11 PDFDocument16 pagesECT Guide FINAL 5 17 11 PDFsandi123inNo ratings yet
- Khutbatu Hajjah PDFDocument4 pagesKhutbatu Hajjah PDFsyed84100% (1)
- HDPE Product Catalouge - RevisedDocument2 pagesHDPE Product Catalouge - RevisedEfvan Adhe Putra PradanaNo ratings yet
- Environmental Stress Crack Resistance of PEDocument6 pagesEnvironmental Stress Crack Resistance of PEMohsin ShahNo ratings yet
- shinEtsuRubber PDFDocument12 pagesshinEtsuRubber PDFAmier FaudziNo ratings yet
- Vistamaxx™ 6202: Performance PolymerDocument2 pagesVistamaxx™ 6202: Performance PolymerJose Luis Arana AguilarNo ratings yet
- Drimax 1234 MSDSDocument8 pagesDrimax 1234 MSDSSivakumar SelvarajNo ratings yet
- Hylar SolefDocument6 pagesHylar SolefKylaNo ratings yet
- Topas Brochure EnglishDocument20 pagesTopas Brochure EnglishkastanjebrunNo ratings yet
- Adsyl and Clyrell Advantage: Boost Performance With Advanced Sealing Resins From Industry Leader LyondellbasellDocument6 pagesAdsyl and Clyrell Advantage: Boost Performance With Advanced Sealing Resins From Industry Leader Lyondellbasellnouman ashrafNo ratings yet
- RF Welding of PVC and Other Thermoplastic CompoundsDocument5 pagesRF Welding of PVC and Other Thermoplastic CompoundsRushyanth KRNo ratings yet
- 02.3standard Rubber Test MethodsDocument46 pages02.3standard Rubber Test Methodsluis martinezNo ratings yet
- Seal Eval Using WB TRW PDFDocument24 pagesSeal Eval Using WB TRW PDFsvk_ntNo ratings yet
- ALBAIK MenuDocument1 pageALBAIK MenuZ.S.Z GamingNo ratings yet
- KCC Brochure Silicone LSRDocument13 pagesKCC Brochure Silicone LSRrendra syamNo ratings yet
- Glossary of Packaging TermsDocument12 pagesGlossary of Packaging TermsgallesinaNo ratings yet
- Cetie Guide No5 EngDocument42 pagesCetie Guide No5 EngProSISTEM Consulting (Ionut Michiu)No ratings yet
- Mpet FinalDocument12 pagesMpet FinalShahid Iqbal GorayaNo ratings yet
- Plastic Film: Film StripDocument16 pagesPlastic Film: Film StrippraveenNo ratings yet
- Data Sheet: Trilon P LiquidDocument1 pageData Sheet: Trilon P LiquidSalsabilaAzisNo ratings yet
- Packaging Products: Baysa - Guerrero - Rebollido - Baltazar - Lura - Lutrania - Morales - Sab-ItDocument37 pagesPackaging Products: Baysa - Guerrero - Rebollido - Baltazar - Lura - Lutrania - Morales - Sab-ItSheena GagarinNo ratings yet
- 2.0 Fundamentals of Chemistry of Elastomers - DarshanaDocument53 pages2.0 Fundamentals of Chemistry of Elastomers - DarshanaKunalNo ratings yet
- PET Preform Troubleshooting Computer Hardware Software Husky Injection Molding Systems LTD S New Molding Troubleshooting Software ProPet 2 PDFDocument2 pagesPET Preform Troubleshooting Computer Hardware Software Husky Injection Molding Systems LTD S New Molding Troubleshooting Software ProPet 2 PDFkmasanNo ratings yet
- CHAMPION Filler Masterbatch For PEDocument1 pageCHAMPION Filler Masterbatch For PELalit Kumar AgrawalNo ratings yet
- Polyflow Extrusion WS04 3D ExtrusionDocument28 pagesPolyflow Extrusion WS04 3D Extrusionwoongs73No ratings yet
- Non Woven Moulded Automobile CarpetsDocument13 pagesNon Woven Moulded Automobile CarpetsNarayanan BalasubramanianNo ratings yet
- Chapter 21EDocument32 pagesChapter 21EAtanu DuttaNo ratings yet
- Industrial PolymersDocument63 pagesIndustrial PolymerssoumyajyotideyNo ratings yet
- Polymer Chemistry SEM-6, DSE-B3 PART-2, PPT-2Document19 pagesPolymer Chemistry SEM-6, DSE-B3 PART-2, PPT-2Sumedha ThakurNo ratings yet
- Polymeric Materials - Part IIDocument49 pagesPolymeric Materials - Part IIRidhwan HaliqNo ratings yet
- PolyethyleneDocument5 pagesPolyethyleneRoy ThankappanNo ratings yet
- Polymer FinalDocument38 pagesPolymer Finalإحسان خالد جودة الشحات ٣٥٧٣No ratings yet
- Plastic (F1)Document32 pagesPlastic (F1)Brijesh VermaNo ratings yet
- L-3 Mee 241Document37 pagesL-3 Mee 241Promee Nafiza AnjumNo ratings yet
- Unit 2 Polymer and CompositesDocument91 pagesUnit 2 Polymer and Compositesparth.choudhari.btech2023No ratings yet
- MSE InspectionDocument15 pagesMSE InspectionEric ChanNo ratings yet
- Subsoil Drainage ExcelDocument18 pagesSubsoil Drainage ExcelEric ChanNo ratings yet
- Nurel Film CatalogueDocument16 pagesNurel Film CatalogueEric ChanNo ratings yet
- Did The Hakka Save ChinaDocument10 pagesDid The Hakka Save ChinaEric ChanNo ratings yet
- A New Slope Stability Method R0Document18 pagesA New Slope Stability Method R0Eric ChanNo ratings yet
- Orang Asli Before British Malaya Contacts and ContrastsDocument2 pagesOrang Asli Before British Malaya Contacts and ContrastsEric ChanNo ratings yet
- Theory of ProductionDocument17 pagesTheory of ProductionEric ChanNo ratings yet
- Rosenpoint: A Microsoft Excel-Based Program For The Rosenblueth Point Estimate Method and An Application in Slope Stability AnalysisDocument6 pagesRosenpoint: A Microsoft Excel-Based Program For The Rosenblueth Point Estimate Method and An Application in Slope Stability AnalysisEric ChanNo ratings yet
- Profit Maximization Notes OnDocument5 pagesProfit Maximization Notes OnEric ChanNo ratings yet
- D5 EmbankmentSlopeInstabilityDocument20 pagesD5 EmbankmentSlopeInstabilityEric ChanNo ratings yet
- The Production Function: It Takes Factors of Production To Produce A Good or Service - No Matter What The Good IsDocument44 pagesThe Production Function: It Takes Factors of Production To Produce A Good or Service - No Matter What The Good IsEric ChanNo ratings yet
- Effective Stress V/S Total Stress Ground Response Analyses For A Typical Site in Chennai (India)Document12 pagesEffective Stress V/S Total Stress Ground Response Analyses For A Typical Site in Chennai (India)Eric ChanNo ratings yet
- Solution For Partially Penetrated VerticDocument9 pagesSolution For Partially Penetrated VerticEric ChanNo ratings yet
- Embankment Slope Stability Analysis of Dwight Mission Mine Site RDocument10 pagesEmbankment Slope Stability Analysis of Dwight Mission Mine Site REric ChanNo ratings yet
- Coefficient of ConsolidationDocument1 pageCoefficient of ConsolidationEric ChanNo ratings yet
- Disclosure To Promote The Right To Information: IS 5450 (1986) : Gloves, Wool, Knitted (TXD 10: Hosiery)Document20 pagesDisclosure To Promote The Right To Information: IS 5450 (1986) : Gloves, Wool, Knitted (TXD 10: Hosiery)velu.gNo ratings yet
- PDF A History of Modern Europe Fourth Edition Merriman Ebook Full ChapterDocument53 pagesPDF A History of Modern Europe Fourth Edition Merriman Ebook Full Chaptergeorge.rogers888100% (5)
- The Visual Arts and Performing ArtsDocument6 pagesThe Visual Arts and Performing ArtsIgnite NightNo ratings yet
- British Armoured Fighting Vehicle Production During World War II - Wikipedia, The Free EncyclopediaDocument6 pagesBritish Armoured Fighting Vehicle Production During World War II - Wikipedia, The Free EncyclopediaAsubalQNo ratings yet
- Analisis Vegetasi Dan Estimasi BiomassaDocument12 pagesAnalisis Vegetasi Dan Estimasi BiomassaTania Damayanthi BarusNo ratings yet
- Smart Street LightDocument18 pagesSmart Street LightANSHUMAN KUMAR (ÃV)No ratings yet
- A Critique of Gentry and Wellum'S, Kingdom Through Covenant: A Hermeneutical-Theological ResponseDocument17 pagesA Critique of Gentry and Wellum'S, Kingdom Through Covenant: A Hermeneutical-Theological Responsel1o2stNo ratings yet
- Ufone ProductDocument6 pagesUfone ProductRaheel WakasNo ratings yet
- Sulu BasinDocument12 pagesSulu Basinluke buetaNo ratings yet
- RR Implied ContractDocument11 pagesRR Implied ContractRibuNo ratings yet
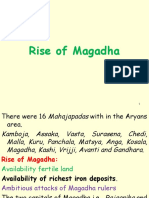
- Mauryan AdministationDocument61 pagesMauryan AdministationMohit JainNo ratings yet
- BCAS Vol 19 Issue 4Document78 pagesBCAS Vol 19 Issue 4Len Holloway100% (1)
- QT HCC-225 PDFDocument1 pageQT HCC-225 PDFsianas1706No ratings yet
- Mountain Path.2013-OctDocument128 pagesMountain Path.2013-OctAnonymous DLEF3GvNo ratings yet
- NLPDFDocument20 pagesNLPDFNada GameaNo ratings yet
- Learning Module: Professional Conduct & Ethical StandardDocument6 pagesLearning Module: Professional Conduct & Ethical StandardGiesel PalomoNo ratings yet
- Marriage Reg PDFDocument2 pagesMarriage Reg PDFamit jadhavNo ratings yet
- Padlan Getigan and PartnersDocument4 pagesPadlan Getigan and PartnersMichaelandKaye DanaoNo ratings yet
- Fa Wagen Apex CourtDocument16 pagesFa Wagen Apex CourtLatif RafiqiNo ratings yet
- Finnie WearDocument2 pagesFinnie WearmiguelNo ratings yet
- Models of E-GovernanceDocument26 pagesModels of E-GovernanceTarek HossainNo ratings yet
- Clinics in Chest MedicineDocument161 pagesClinics in Chest MedicineVeronica SimamoraNo ratings yet
- Rizal Module 2Document16 pagesRizal Module 2Johnray MendozaNo ratings yet
- Some Costing Questions PDFDocument85 pagesSome Costing Questions PDFHarshit AggarwalNo ratings yet