You might also like
- Industrial Process Plant Construction Estimating and Man-Hour AnalysisFrom EverandIndustrial Process Plant Construction Estimating and Man-Hour AnalysisRating: 5 out of 5 stars5/5 (1)
- ENG1002 Template DPDocument13 pagesENG1002 Template DPUzair Maqbool KhanNo ratings yet
- Exercise. Heat Transfer in Jacketed VesselsDocument2 pagesExercise. Heat Transfer in Jacketed VesselsJane SitaNo ratings yet
- TUTORIAL 1 Solutions - LEAN SUPPLY CHAINSDocument16 pagesTUTORIAL 1 Solutions - LEAN SUPPLY CHAINSKhathutshelo KharivheNo ratings yet
- Design Calculation For Softener UnitDocument12 pagesDesign Calculation For Softener Unitaraikun74775% (8)
- Lecture No 12 MaintainabilityDocument25 pagesLecture No 12 MaintainabilityAltamash MunirNo ratings yet
- Rigid Pipeline DesignDocument123 pagesRigid Pipeline DesignAditya Prasad100% (1)
- Paper 1 Calvin and Hobbes Essay - Sarah Al ObaidanDocument3 pagesPaper 1 Calvin and Hobbes Essay - Sarah Al ObaidanSarah Al ObaidanNo ratings yet
- Social Media Pitch Proposal - PublicisDocument42 pagesSocial Media Pitch Proposal - PublicisЕлизаветаNo ratings yet
- 1 ConfortDocument26 pages1 ConfortmscarreraNo ratings yet
- Inventory 2Document42 pagesInventory 2ganeshantreNo ratings yet
- BZAN 505 Quiz 2 - SolutionDocument6 pagesBZAN 505 Quiz 2 - SolutionJahedulHoqNo ratings yet
- Twin Screw OverviewDocument9 pagesTwin Screw Overviewdavid SinangoteNo ratings yet
- Selection in Present Economy (Extra Problems)Document4 pagesSelection in Present Economy (Extra Problems)Lawrence BelloNo ratings yet
- MCE 493 MCE 593 CH 2 and 3Document47 pagesMCE 493 MCE 593 CH 2 and 3Toto TitiNo ratings yet
- QPDocument29 pagesQPcoolareNo ratings yet
- Commercial Operation of 600 MW UnitDocument5 pagesCommercial Operation of 600 MW Unitwaleed emaraNo ratings yet
- A Constant Volume Batch Reactor For Saponification Reaction PDFDocument49 pagesA Constant Volume Batch Reactor For Saponification Reaction PDFanuri nwagbaraNo ratings yet
- Term Project SimulationDocument13 pagesTerm Project Simulationpimco12No ratings yet
- Lecture 1Document6 pagesLecture 1محمد احمدNo ratings yet
- Chapter 5 Reactor DesignDocument16 pagesChapter 5 Reactor DesignAli AhsanNo ratings yet
- Aicfm TM 008Document18 pagesAicfm TM 008Melvin LeongNo ratings yet
- Instituto Tecnológico Superior Progreso Ingeniería en Energías RenovablesDocument11 pagesInstituto Tecnológico Superior Progreso Ingeniería en Energías RenovablesFidelina QuijanoNo ratings yet
- 6.revised Galvanized Iron Sheet Product Producing PlantDocument23 pages6.revised Galvanized Iron Sheet Product Producing PlantaschalewNo ratings yet
- CentrifugeDocument4 pagesCentrifugeagsan.algabh2718No ratings yet
- Energy and Exergy Analysis of The Crude Oil Fractionation UnitsDocument10 pagesEnergy and Exergy Analysis of The Crude Oil Fractionation UnitsAlvin PhươngNo ratings yet
- GB 02 Mixing Process DesignDocument28 pagesGB 02 Mixing Process DesignRamakrishna Somu100% (3)
- National Certification Examination 2008 FOR Energy AuditorsDocument10 pagesNational Certification Examination 2008 FOR Energy AuditorsMukesh KumarNo ratings yet
- Manufacturing Example PDFDocument6 pagesManufacturing Example PDFAbdul RahmanNo ratings yet
- Section 9 Electricity GenerationDocument23 pagesSection 9 Electricity GenerationhaqjmiNo ratings yet
- Acetone ProductionDocument8 pagesAcetone ProductionZahraa GhanemNo ratings yet
- Simulacion Con SimanDocument6 pagesSimulacion Con SimanRebeca PachecoNo ratings yet
- Project 6 AmmoniaDocument10 pagesProject 6 AmmoniaAhmed AliNo ratings yet
- Pyrolysis Oil Machinery ComparisonDocument7 pagesPyrolysis Oil Machinery Comparisonsrscribd10No ratings yet
- MRP Part IDocument48 pagesMRP Part IDanielle David AbandoNo ratings yet
- Comments On QuestionsDocument2 pagesComments On QuestionsAbdul Sami Abdul LatifNo ratings yet
- EnergyManagement Workbook Director StudentDocument10 pagesEnergyManagement Workbook Director StudentHMNoorHaqOpuNo ratings yet
- Motores CuestionarioDocument5 pagesMotores CuestionarioEliza Martinez de PattinsonNo ratings yet
- Mémoire: AvancementDocument24 pagesMémoire: AvancementHugo JacqueminNo ratings yet
- Adani Power Limited CS NECA2012 First PrizeDocument6 pagesAdani Power Limited CS NECA2012 First Prizechandan mishraNo ratings yet
- Takt Time: Shared Resource Weighted Average Method Practical Usage ExamplesDocument17 pagesTakt Time: Shared Resource Weighted Average Method Practical Usage ExamplesVENKATESHAN SNo ratings yet
- 3 Glass PLCDocument34 pages3 Glass PLCmscarreraNo ratings yet
- Encon Basement VentilationDocument15 pagesEncon Basement VentilationcyruskuleiNo ratings yet
- Computational Fluid Flow AnalysisDocument6 pagesComputational Fluid Flow AnalysisRiddhesh PatelNo ratings yet
- Packman Condensate TankDocument10 pagesPackman Condensate TankAmir ShamshiriNo ratings yet
- Multipurpose Solar Water Heater Cum Organic Rankine Power PlantDocument29 pagesMultipurpose Solar Water Heater Cum Organic Rankine Power PlantsirneonashNo ratings yet
- Energy Efficiency Improvements in Melting Furnaces: BackgroundDocument4 pagesEnergy Efficiency Improvements in Melting Furnaces: Backgroundshubhendra89No ratings yet
- Exam 1 - 2009Document3 pagesExam 1 - 2009yaprak dönerNo ratings yet
- Spe 14685 PaDocument7 pagesSpe 14685 PayeralhNo ratings yet
- Ch14Document5 pagesCh14Misbah NiamatNo ratings yet
- Week 5 - Production SmoothingDocument34 pagesWeek 5 - Production SmoothingQuynh Chau Tran100% (1)
- Biomass-Fired CHP Plant Based On A Screw-Type Engine Cycle"Document4 pagesBiomass-Fired CHP Plant Based On A Screw-Type Engine Cycle"Lahiru BoralugodaNo ratings yet
- CHAP 2 Manufacturing OperationDocument24 pagesCHAP 2 Manufacturing OperationSyahmi HasanNo ratings yet
- Machining EconomicsDocument16 pagesMachining Economicskibwanajuma4956No ratings yet
- LP-Application Operations PDFDocument14 pagesLP-Application Operations PDFAnand DharunNo ratings yet
- Option-1 - EGB+ Steam & Hot Water Chiller Offer For Shohagpur Textiles Mills Ltd.Document10 pagesOption-1 - EGB+ Steam & Hot Water Chiller Offer For Shohagpur Textiles Mills Ltd.fakir mohammadNo ratings yet
- LP Formulation SheetDocument5 pagesLP Formulation Sheetmohamed hossamNo ratings yet
- Power Plant EngineeringDocument4 pagesPower Plant EngineeringKishore KrishNo ratings yet
- Turbine SystemsDocument46 pagesTurbine SystemsAmbrish Singh100% (1)
- Application of The GT35 Industrial Gas Turbine For The Propulsion of Fast FerriesDocument5 pagesApplication of The GT35 Industrial Gas Turbine For The Propulsion of Fast FerriesdislocationNo ratings yet
- Design of High Efficiency Pelton Turbine For Microhydropower PlantDocument14 pagesDesign of High Efficiency Pelton Turbine For Microhydropower PlantMohamed MagdyNo ratings yet
- Turkey Sloppy Joes (Quick and Easy!) - The Chunky ChefDocument15 pagesTurkey Sloppy Joes (Quick and Easy!) - The Chunky ChefmscarreraNo ratings yet
- 4 Seco ULCDocument60 pages4 Seco ULCmscarreraNo ratings yet
- 3 Glass PLCDocument34 pages3 Glass PLCmscarreraNo ratings yet
- Beef Chorizo and Beer Sloppy Joes - The Chunky ChefDocument9 pagesBeef Chorizo and Beer Sloppy Joes - The Chunky ChefmscarreraNo ratings yet
- Burj Khalifa: Dubai, United Arab Emirates Dubaï, Émirats Arabes Unis Dubái (Emiratos Árabes Unidos)Document116 pagesBurj Khalifa: Dubai, United Arab Emirates Dubaï, Émirats Arabes Unis Dubái (Emiratos Árabes Unidos)mscarreraNo ratings yet
- Milan StudyDocument28 pagesMilan StudymscarreraNo ratings yet
- Hampstead Heath: Transport For London Bicycles Map June 2016Document1 pageHampstead Heath: Transport For London Bicycles Map June 2016mscarreraNo ratings yet
- Burger King Holdings IncDocument146 pagesBurger King Holdings IncmscarreraNo ratings yet
- 21 The Cartoon Guide To Calculus and Algebra PDFDocument7 pages21 The Cartoon Guide To Calculus and Algebra PDFmscarreraNo ratings yet
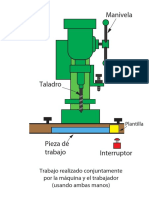
- Manivela: Trabajo Realizado Conjuntamente Por La Máquina y El Trabajador (Usando Ambas Manos)Document5 pagesManivela: Trabajo Realizado Conjuntamente Por La Máquina y El Trabajador (Usando Ambas Manos)mscarreraNo ratings yet
- Standard Work Instruction: Variable Operador 1 VariableDocument2 pagesStandard Work Instruction: Variable Operador 1 VariablemscarreraNo ratings yet
- Key Performance Indicators MST NDocument14 pagesKey Performance Indicators MST NmscarreraNo ratings yet
- Why SIMUL8 PDFDocument8 pagesWhy SIMUL8 PDFmscarreraNo ratings yet
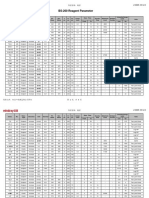
- BS-200 Reagent ParameterDocument3 pagesBS-200 Reagent ParameterBetina NdjiemiNo ratings yet
- SHE List DocumentDocument1 pageSHE List DocumentMunajamNo ratings yet
- The Philosophy of The Enlightenment (Routledge Revivals) 110 PgsDocument110 pagesThe Philosophy of The Enlightenment (Routledge Revivals) 110 PgsJoao DA CostaNo ratings yet
- Research Paper RubricDocument2 pagesResearch Paper RubricLeo SuingNo ratings yet
- DLL - Mathematics 6 - Q3 - W7Document12 pagesDLL - Mathematics 6 - Q3 - W7Gerome JutajeroNo ratings yet
- Motion MountainDocument1,132 pagesMotion MountainDoc SparkyNo ratings yet
- Youngs ModulusDocument10 pagesYoungs Modulusconnectrix.gohetrixNo ratings yet
- Preventive Maintenance of Substation EquipmentDocument2 pagesPreventive Maintenance of Substation EquipmentDipak BanerjeeNo ratings yet
- Pilz PSS1 DI 2 Operating ManualDocument33 pagesPilz PSS1 DI 2 Operating ManualHenrique FernandesNo ratings yet
- The Development of Coping Resources in Adulthood: Carolyn M. Aldwin and Karen J. SuttonDocument36 pagesThe Development of Coping Resources in Adulthood: Carolyn M. Aldwin and Karen J. SuttonZuluaga LlanedNo ratings yet
- Formula B2 - Unit 7a PhotocopiableDocument1 pageFormula B2 - Unit 7a PhotocopiablePolina GeorgievaNo ratings yet
- Gerald Holton, F. James Rutherford, Fletcher G. Watson Project Physics Test Booklet 3 The Triumph of Mechanics PDFDocument28 pagesGerald Holton, F. James Rutherford, Fletcher G. Watson Project Physics Test Booklet 3 The Triumph of Mechanics PDFMrsriyansyahNo ratings yet
- Primary Structure For A Cubesat 1U For QKD Applications: Design and AnalysisDocument7 pagesPrimary Structure For A Cubesat 1U For QKD Applications: Design and AnalysisShoaib IqbalNo ratings yet
- Bugreport Fog - in SKQ1.211103.001 2023 04 10 19 23 21 Dumpstate - Log 9097Document32 pagesBugreport Fog - in SKQ1.211103.001 2023 04 10 19 23 21 Dumpstate - Log 9097chandrakanth reddyNo ratings yet
- Status of Six Municipal Solid Waste To Energy Power PlantDocument4 pagesStatus of Six Municipal Solid Waste To Energy Power PlantSantosh KumarNo ratings yet
- Summary Paraphrase NotemakingDocument7 pagesSummary Paraphrase NotemakingRajni GoelNo ratings yet
- Ultradur B 4300 G4: ® PBT (Polybutylene Terephthalate)Document2 pagesUltradur B 4300 G4: ® PBT (Polybutylene Terephthalate)irisNo ratings yet
- GRADE 10 MATHS INVESTIGATION Jan 2020 Capricorn DistrictDocument4 pagesGRADE 10 MATHS INVESTIGATION Jan 2020 Capricorn DistrictDL Mkhabela0% (1)
- Pre - Historic ArchitectureDocument4 pagesPre - Historic ArchitecturemoodyNo ratings yet
- Particle Size Analyzer Cilas 990Document2 pagesParticle Size Analyzer Cilas 990WanYusLindaNo ratings yet
- Bhagwan Mahavir University: Subject Name Subject Code Topic Class Academic YearDocument17 pagesBhagwan Mahavir University: Subject Name Subject Code Topic Class Academic YearAditya SinghNo ratings yet
- Bachelor of Architecture: Qualification Code: BPAR17 - NQF Level 8 (480 Credits)Document8 pagesBachelor of Architecture: Qualification Code: BPAR17 - NQF Level 8 (480 Credits)anzaniNo ratings yet
- OCR Physics A: 12.3 The Young Double-Slit Experiment Teacher and Technician NotesDocument5 pagesOCR Physics A: 12.3 The Young Double-Slit Experiment Teacher and Technician NotessciencedocsmanNo ratings yet
- Cambridge IGCSE™: Biology 0610/62Document10 pagesCambridge IGCSE™: Biology 0610/62manar mohamedNo ratings yet
- Chapter Vocabulary Review: Name Class DateDocument1 pageChapter Vocabulary Review: Name Class Datesamixox singsNo ratings yet
- SKF Slim Thin BearingsDocument139 pagesSKF Slim Thin Bearingsaghamdi2206No ratings yet