You might also like
- Rihanna Loud Master Local PromoterDocument19 pagesRihanna Loud Master Local PromoterDeco Neves100% (1)
- Dishwasher RepairDocument61 pagesDishwasher RepairRanieri Benčić100% (2)
- Machines, Tools and Methods of Automobile ManufactureFrom EverandMachines, Tools and Methods of Automobile ManufactureRating: 4 out of 5 stars4/5 (1)
- Ball Bearing Case Studies enDocument8 pagesBall Bearing Case Studies ensubodh ranjanNo ratings yet
- ElectroluxDocument82 pagesElectroluxintialonso100% (2)
- From Rotation To Swiveling: Injection MoldingDocument4 pagesFrom Rotation To Swiveling: Injection Moldingweb312_twNo ratings yet
- Measuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopFrom EverandMeasuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopRating: 4 out of 5 stars4/5 (1)
- 21 The Cartoon Guide To Calculus and Algebra PDFDocument7 pages21 The Cartoon Guide To Calculus and Algebra PDFmscarreraNo ratings yet
- Logitech Thin Section PreparationDocument14 pagesLogitech Thin Section Preparationeddie_f22No ratings yet
- Process Analysis: Discussion QuestionsDocument30 pagesProcess Analysis: Discussion QuestionsAlbert 'papo' RobertNo ratings yet
- Rand D EngineersDocument44 pagesRand D EngineersR & D EngineersNo ratings yet
- Refractory ReferenceDocument11 pagesRefractory ReferenceEdy AeNo ratings yet
- Manual D403-N3046 PDFDocument103 pagesManual D403-N3046 PDFBob Wiggins0% (1)
- Rieter - Card C 60Document8 pagesRieter - Card C 60Marathi VideoNo ratings yet
- Specifiers Guide To Architectural Glass - 2005 EditionDocument18 pagesSpecifiers Guide To Architectural Glass - 2005 EditionHoàng Xuân Quý100% (3)
- Altuglas Injection - Moulding ResinsDocument40 pagesAltuglas Injection - Moulding ResinsKawadasanNo ratings yet
- Glass Processing Line ALLBESTDocument49 pagesGlass Processing Line ALLBESTShailendra KelaniNo ratings yet
- Mill GrindingDocument28 pagesMill GrindingMehmet C100% (2)
- Glass Batch AnalysisDocument3 pagesGlass Batch AnalysismehariiNo ratings yet
- Polymer Pencil Mini PlantDocument4 pagesPolymer Pencil Mini Plantcareindia100% (1)
- Ceramic Tile Manufacturing ProcesssDocument20 pagesCeramic Tile Manufacturing ProcesssMike Cajes AsiadoNo ratings yet
- Manual Freze WirtgenDocument52 pagesManual Freze WirtgenOvidiu Ciobanu83% (6)
- Hot Runner TechnologyDocument3 pagesHot Runner Technologysuveesh nvNo ratings yet
- Ball Mill OperatingDocument14 pagesBall Mill OperatingCao Ngoc AnhNo ratings yet
- FPI Technical CharacteristicsDocument36 pagesFPI Technical Characteristicsfahimshah1301No ratings yet
- Effective Crushing and Screening Methods For The Conservation - 2012Document27 pagesEffective Crushing and Screening Methods For The Conservation - 2012quinteroudinaNo ratings yet
- 2 Stock Preparation & Approach SystemDocument73 pages2 Stock Preparation & Approach SystemSanjeev GautamNo ratings yet
- NWP RotaMesh PP Process En-08-2Document37 pagesNWP RotaMesh PP Process En-08-2Vu Duc ToanNo ratings yet
- Catalogo Horno Tamglastamglass ProEDocument8 pagesCatalogo Horno Tamglastamglass ProEДушан СлијепчевићNo ratings yet
- 4 Seco ULCDocument60 pages4 Seco ULCmscarreraNo ratings yet
- Report On Gunj GlassDocument4 pagesReport On Gunj Glassumer263No ratings yet
- Refractory Molds For Glass Sintering: Technology BriefDocument2 pagesRefractory Molds For Glass Sintering: Technology Briefمحمد هاني ابوالنورNo ratings yet
- Report On The Industrial Visit ToDocument14 pagesReport On The Industrial Visit Tovgokuul100% (6)
- PD FFFFFFFF FFFFFFFF FFFFFFFFDocument12 pagesPD FFFFFFFF FFFFFFFF FFFFFFFFBhuvana ArasuNo ratings yet
- Development of Modern Hot Strip Mill and Its Main FeaturesDocument16 pagesDevelopment of Modern Hot Strip Mill and Its Main Featuresrocky mishraNo ratings yet
- Cycolac Process GuideDocument25 pagesCycolac Process GuideTorcuato Gonzalez100% (1)
- Toughened Glass aRTICLEDocument11 pagesToughened Glass aRTICLETarique KhanNo ratings yet
- TascoDocument3 pagesTascoJason GraceNo ratings yet
- Roller Wave Distortion - Definition, Causes and A Novel Approach To Accurate, On-Line MeasurementDocument5 pagesRoller Wave Distortion - Definition, Causes and A Novel Approach To Accurate, On-Line Measurementy2kareinNo ratings yet
- Cemfil Sprayguide WW 12 2008 Rev1Document32 pagesCemfil Sprayguide WW 12 2008 Rev1freidorNo ratings yet
- Heads MNF For BeginnersDocument6 pagesHeads MNF For BeginnersFELIXENGIPLASCOMNo ratings yet
- Injection MoldingDocument17 pagesInjection MoldingAnoj pahathkumburaNo ratings yet
- Injection Molding From 3d Printed MoldsDocument22 pagesInjection Molding From 3d Printed MoldsDamien WayneNo ratings yet
- Small Dimensions With Huge PotentialDocument5 pagesSmall Dimensions With Huge PotentialjeyaselvanmNo ratings yet
- R & D English GeneralBook 2009Document40 pagesR & D English GeneralBook 2009Suman Kakkirala100% (1)
- Manufacturing Glass InsulatorsDocument4 pagesManufacturing Glass InsulatorsPeter VallejoNo ratings yet
- Extrusion Screens and ScreeningDocument2 pagesExtrusion Screens and ScreeningWerner SchrammelNo ratings yet
- Plaster Mould CastingDocument25 pagesPlaster Mould CastingProfMVSNo ratings yet
- BP Final Powerpoint Buse66Document33 pagesBP Final Powerpoint Buse66Allyce OfcNo ratings yet
- A Report On The Winter Internship at Apollo Tyre1Document17 pagesA Report On The Winter Internship at Apollo Tyre1Krishnakumar ErattemparambilNo ratings yet
- Erkado Tuerenmagazin 2017 ENDocument12 pagesErkado Tuerenmagazin 2017 ENliwenmaoNo ratings yet
- Unax InternalsDocument4 pagesUnax InternalsMohamed ShehataNo ratings yet
- Fabrication of Ceramic Parts For A Miniature Jet Engine Application Using Mold SDMDocument11 pagesFabrication of Ceramic Parts For A Miniature Jet Engine Application Using Mold SDMshah_gen89No ratings yet
- CH 21Document5 pagesCH 21ProfNDAcharyaNo ratings yet
- 2 Spring LLCDocument80 pages2 Spring LLCmscarreraNo ratings yet
- Glass NGP Section 20Document22 pagesGlass NGP Section 20ben_splNo ratings yet
- Development of New SamplingDocument19 pagesDevelopment of New SamplingVikram KedambadiNo ratings yet
- Large Format Additive ManufacturingDocument29 pagesLarge Format Additive ManufacturingWei QuanNo ratings yet
- Processes Involved in Production of Aluminium Sheets: Department of Mechanical EngineeringDocument29 pagesProcesses Involved in Production of Aluminium Sheets: Department of Mechanical EngineeringSudeepHandikherkarNo ratings yet
- Case 333Document3 pagesCase 333mohamadalfar111No ratings yet
- Amercoat 56E Polyamide Epoxy High Solids Tank LiningDocument4 pagesAmercoat 56E Polyamide Epoxy High Solids Tank LiningMuhammad MustahsinNo ratings yet
- 77th Conference on Glass Problems: A Collection of Papers Presented at the 77th Conference on Glass Problems, Greater Columbus Convention Center, Columbus, OH, November 7-9, 2016From Everand77th Conference on Glass Problems: A Collection of Papers Presented at the 77th Conference on Glass Problems, Greater Columbus Convention Center, Columbus, OH, November 7-9, 2016S. K. SundaramNo ratings yet
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- Turkey Sloppy Joes (Quick and Easy!) - The Chunky ChefDocument15 pagesTurkey Sloppy Joes (Quick and Easy!) - The Chunky ChefmscarreraNo ratings yet
- 2 Spring LLCDocument80 pages2 Spring LLCmscarreraNo ratings yet
- Beef Chorizo and Beer Sloppy Joes - The Chunky ChefDocument9 pagesBeef Chorizo and Beer Sloppy Joes - The Chunky ChefmscarreraNo ratings yet
- 1 ConfortDocument26 pages1 ConfortmscarreraNo ratings yet
- Burj Khalifa: Dubai, United Arab Emirates Dubaï, Émirats Arabes Unis Dubái (Emiratos Árabes Unidos)Document116 pagesBurj Khalifa: Dubai, United Arab Emirates Dubaï, Émirats Arabes Unis Dubái (Emiratos Árabes Unidos)mscarreraNo ratings yet
- Burger King Holdings IncDocument146 pagesBurger King Holdings IncmscarreraNo ratings yet
- Milan StudyDocument28 pagesMilan StudymscarreraNo ratings yet
- Hampstead Heath: Transport For London Bicycles Map June 2016Document1 pageHampstead Heath: Transport For London Bicycles Map June 2016mscarreraNo ratings yet
- Standard Work Instruction: Variable Operador 1 VariableDocument2 pagesStandard Work Instruction: Variable Operador 1 VariablemscarreraNo ratings yet
- Why SIMUL8 PDFDocument8 pagesWhy SIMUL8 PDFmscarreraNo ratings yet
- Key Performance Indicators MST NDocument14 pagesKey Performance Indicators MST NmscarreraNo ratings yet
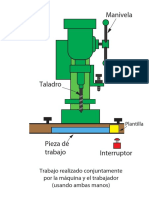
- Manivela: Trabajo Realizado Conjuntamente Por La Máquina y El Trabajador (Usando Ambas Manos)Document5 pagesManivela: Trabajo Realizado Conjuntamente Por La Máquina y El Trabajador (Usando Ambas Manos)mscarreraNo ratings yet
- Candy GVC D101BC-80 DryerDocument16 pagesCandy GVC D101BC-80 DryerKeetykatNo ratings yet
- Product Design SpecificationDocument2 pagesProduct Design SpecificationCharlie100% (1)
- Baumatic WM - Manual - BWDI1485D-UK-43015734Document32 pagesBaumatic WM - Manual - BWDI1485D-UK-43015734sinytellsNo ratings yet
- WM8061D ManualDocument98 pagesWM8061D ManualСаша СтојановићNo ratings yet
- Gorenje Highlights HDocument32 pagesGorenje Highlights Hjamppajoo2No ratings yet
- Wter SvingDocument8 pagesWter Svingian reyNo ratings yet
- WLJ2016WINDocument3 pagesWLJ2016WINfirst projectNo ratings yet
- 400XLS-500XLS Operator ManualDocument130 pages400XLS-500XLS Operator ManualsprinkusNo ratings yet
- AD-25v Parts Manual PN 450342 (REV-3) 101002Document61 pagesAD-25v Parts Manual PN 450342 (REV-3) 101002naokito AkemiNo ratings yet
- Esf 235 Instruction BookDocument13 pagesEsf 235 Instruction Bookadnoctum18No ratings yet
- Hitachi Washing Machine Top LoadingDocument3 pagesHitachi Washing Machine Top LoadingRoni100% (1)
- Project Charter - NikhilDocument4 pagesProject Charter - NikhilTanya SinghNo ratings yet
- Operator Controls 320 Excavator YBP00001-UPDocument23 pagesOperator Controls 320 Excavator YBP00001-UPkiagengbrantas heavyequipmentNo ratings yet
- Beko WMB 51021 ManualDocument20 pagesBeko WMB 51021 ManualPero PerićNo ratings yet
- Week 2 - Handout-1648049636136Document11 pagesWeek 2 - Handout-1648049636136tazkiaNo ratings yet
- MFL67653046 150120Document36 pagesMFL67653046 150120Dhorvic PacardoNo ratings yet
- Pwse 61070 S Eu - 6941Document50 pagesPwse 61070 S Eu - 6941Дмитро ПанкратьєвNo ratings yet
- Washing Machine: ZWF 1421S ZWF 1521W ZWF 1621S ZWF 1621WDocument28 pagesWashing Machine: ZWF 1421S ZWF 1521W ZWF 1621S ZWF 1621WMark ZedNo ratings yet
- CASE STUDY Godrej Assingnment AnswersDocument2 pagesCASE STUDY Godrej Assingnment AnswersNiveditaNo ratings yet
- Washing MachineDocument11 pagesWashing MachineJonathan CeballosNo ratings yet
- Edv7552 User Manual En-MyDocument32 pagesEdv7552 User Manual En-Mylind shalamNo ratings yet
- PRENSA - MANUAL - DEPR603704000632103 - en - PTDocument517 pagesPRENSA - MANUAL - DEPR603704000632103 - en - PTivan.fonsecanetoNo ratings yet
- Feasibilities Study (10set) and LG CatalogueDocument17 pagesFeasibilities Study (10set) and LG CatalogueDodge89% (28)
- User'S Operation Manual WM-915B WM-916S WM-919NCPDocument38 pagesUser'S Operation Manual WM-915B WM-916S WM-919NCPJosue rodriguezNo ratings yet