You might also like
- HTML5 Programming CookbookDocument67 pagesHTML5 Programming CookbookSean Burger100% (4)
- IS 1395-1982 - Manual Arc Welding PDFDocument43 pagesIS 1395-1982 - Manual Arc Welding PDFAmal SamantaNo ratings yet
- CSS Programing WEBDocument109 pagesCSS Programing WEBDodhie Setiadi88% (16)
- Welding of Cast IronDocument35 pagesWelding of Cast IronincaurcoNo ratings yet
- Guide Cast Iron Welding TechniquesDocument8 pagesGuide Cast Iron Welding TechniquesAgustine SetiawanNo ratings yet
- Ultimate Guide To Cast Iron WeldingDocument16 pagesUltimate Guide To Cast Iron WeldingMohamedNo ratings yet
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesFrom EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNo ratings yet
- Welding TrainingDocument87 pagesWelding Trainingeswar100% (1)
- Comparison Chart ElectrodeDocument2 pagesComparison Chart ElectrodeAsaad Mohamed67% (3)
- Welding EngineeringDocument338 pagesWelding EngineeringMuhammed Sulfeek100% (3)
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Technical Data & Terms for Welding AlloysDocument32 pagesTechnical Data & Terms for Welding Alloysnarutothunderjet216No ratings yet
- Welding RodsDocument12 pagesWelding RodsDigital BusinessNo ratings yet
- Welding of Nickel AlloysDocument12 pagesWelding of Nickel AlloysErick HoganNo ratings yet
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- Sheet Metal Welding-Tips PDFDocument5 pagesSheet Metal Welding-Tips PDFMphilipTNo ratings yet
- Esab DublexDocument8 pagesEsab DublexSuphi YükselNo ratings yet
- SHR2400 Liquid Ring Pump Datasheet - SHR2400895Document2 pagesSHR2400 Liquid Ring Pump Datasheet - SHR2400895manuel_lopescasa9273No ratings yet
- Storage recommendations for welding consumablesDocument20 pagesStorage recommendations for welding consumablesBasel M IkhleifNo ratings yet
- Arc Welding ElectrodesDocument6 pagesArc Welding ElectrodeswaleedyossefNo ratings yet
- ECAT Session I Physics and Mathematics ReviewDocument15 pagesECAT Session I Physics and Mathematics Reviewlaptop 12No ratings yet
- Welding of Nickel AlloysDocument12 pagesWelding of Nickel Alloysaj87_goswamiNo ratings yet
- WTDocument299 pagesWTrsarunprasathNo ratings yet
- The Manual Metal Arc ProcessDocument4 pagesThe Manual Metal Arc ProcessMehmet SoysalNo ratings yet
- Types of Welding ElectrodesDocument6 pagesTypes of Welding ElectrodesChristopher JonesNo ratings yet
- Lec 02Document19 pagesLec 02أمير حامد100% (1)
- Arc Welding Solutions From EsAB - ESAB Welding & Cutting Products PDFDocument87 pagesArc Welding Solutions From EsAB - ESAB Welding & Cutting Products PDFkubaNo ratings yet
- C871Document5 pagesC871dinhtung2210No ratings yet
- ESAB Welding HandbookDocument31 pagesESAB Welding Handbookhooky1100% (4)
- Welding Cast Iron GuideDocument10 pagesWelding Cast Iron GuideRoberto CordovaNo ratings yet
- Hydroprocessing: Hydrocracking & HydrotreatingDocument45 pagesHydroprocessing: Hydrocracking & HydrotreatingRobin ZwartNo ratings yet
- Report On Hydrogen ProductionDocument237 pagesReport On Hydrogen ProductionAnura Bandara100% (2)
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- WELDING QUESTIONS AND ANSWERSDocument6 pagesWELDING QUESTIONS AND ANSWERSengrzia76No ratings yet
- Stellite 6 - ERCoCrADocument2 pagesStellite 6 - ERCoCrAtilakthakar1No ratings yet
- Elga Electrodes LRDocument6 pagesElga Electrodes LRgori5No ratings yet
- Magna 770Document20 pagesMagna 770கோகுல் இராNo ratings yet
- MainTypes of Welding ProcessesDocument6 pagesMainTypes of Welding ProcessesJasmine MalolesNo ratings yet
- Hpalloy X: High Performance Nickel Base Temp AlloyDocument4 pagesHpalloy X: High Performance Nickel Base Temp AlloycandraNo ratings yet
- AT0016-0311 - Tech Briefs - Resistance Welding Copper BerylliumDocument3 pagesAT0016-0311 - Tech Briefs - Resistance Welding Copper BerylliumAnonymous CYdagINo ratings yet
- Cast-iron welding guide covers standardsDocument10 pagesCast-iron welding guide covers standardsclnNo ratings yet
- Notes On Welding & Metal CuttingDocument69 pagesNotes On Welding & Metal CuttingSaptarshi PalNo ratings yet
- Structural Materials: Metals and Metal AlloysDocument9 pagesStructural Materials: Metals and Metal AlloysAbhishek AroraNo ratings yet
- ProjectDocument34 pagesProjectSTAR PRINTINGNo ratings yet
- Austenitic Manganese Steels 1Document12 pagesAustenitic Manganese Steels 1gabisaNo ratings yet
- TDS 351do enDocument1 pageTDS 351do enMumkoNo ratings yet
- Arc N Gas ReportDocument25 pagesArc N Gas ReportAnahAlhabshiNo ratings yet
- EutecTrode Manual Metal Arc Electrodes PDFDocument12 pagesEutecTrode Manual Metal Arc Electrodes PDFswapneel_kulkarniNo ratings yet
- Avesta 2D3D4DDocument12 pagesAvesta 2D3D4DKamal ShahNo ratings yet
- Gas Tungsten Arc Welding Practice:: Jobs 20-J1-J17 (Pipe)Document8 pagesGas Tungsten Arc Welding Practice:: Jobs 20-J1-J17 (Pipe)Willy UioNo ratings yet
- Piping Inspection 22.01.2020Document72 pagesPiping Inspection 22.01.2020KarthikNo ratings yet
- Select Arc Brochure On Ni Alloy Welding ProductsDocument6 pagesSelect Arc Brochure On Ni Alloy Welding Productsharan2000No ratings yet
- High strength electrode for welding all steelsDocument3 pagesHigh strength electrode for welding all steelsSameer KhanNo ratings yet
- Certilas CW CAT EN PDFDocument44 pagesCertilas CW CAT EN PDFwindsurferke007No ratings yet
- Quiz Test No DrieDocument17 pagesQuiz Test No Drieapurva karleNo ratings yet
- Welding Manual For SP ElectrodeDocument72 pagesWelding Manual For SP Electrodehim123verNo ratings yet
- Stainless Steel ASTM A815 S31803: Specifications Alloy DesignationsDocument2 pagesStainless Steel ASTM A815 S31803: Specifications Alloy Designationsallouche_abdNo ratings yet
- Aalco Metals LTD Stainless Steel ASTM A815 S31803 261Document2 pagesAalco Metals LTD Stainless Steel ASTM A815 S31803 261Irvin PajueloNo ratings yet
- Toolx WeldingDocument16 pagesToolx WeldingKvocic d.o.o.No ratings yet
- BRASS FORMSDocument10 pagesBRASS FORMSAnilduth BaldanNo ratings yet
- Cutting and Grinding Equipment: Module For First Quarter Week 1Document11 pagesCutting and Grinding Equipment: Module For First Quarter Week 1JayNo ratings yet
- Weld Wire CatalogDocument50 pagesWeld Wire CatalogMurdock Howling MadNo ratings yet
- Flux Cored WiireDocument25 pagesFlux Cored WiirehetpinNo ratings yet
- High Performance Austenitic Welded Stainless Tubular ProductDocument2 pagesHigh Performance Austenitic Welded Stainless Tubular ProductGuido RuizNo ratings yet
- Information SheetDocument14 pagesInformation SheetMathias NsimbeNo ratings yet
- Esab Tech Tips: Quick Guide Aristo U8 Control PanelDocument16 pagesEsab Tech Tips: Quick Guide Aristo U8 Control Panelthom0% (1)
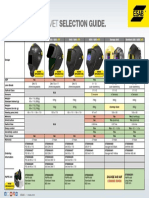
- ESAB Welding Helmet Selection GuideDocument1 pageESAB Welding Helmet Selection GuidebernardohbgNo ratings yet
- Python Cookbook PDFDocument88 pagesPython Cookbook PDFGajanan AiyerNo ratings yet
- Component Performance and Design DataDocument29 pagesComponent Performance and Design DatabernardohbgNo ratings yet
- UpitnikDocument1 pageUpitnikNikola GrgićNo ratings yet
- Determining PDFDocument10 pagesDetermining PDFALL THE GOOD STUFFNo ratings yet
- The Sense of Synthetics in Worm Gear LubricationDocument6 pagesThe Sense of Synthetics in Worm Gear LubricationEscurçó NegreNo ratings yet
- Strahman Line BlindDocument2 pagesStrahman Line BlindbernardohbgNo ratings yet
- The Sense of Synthetics in Worm Gear LubricationDocument6 pagesThe Sense of Synthetics in Worm Gear LubricationEscurçó NegreNo ratings yet
- Colonial LANCO 75Document2 pagesColonial LANCO 75mndmattNo ratings yet
- A Textbook of Electrical Technology Vol. 2 - Theraja-P1Document29 pagesA Textbook of Electrical Technology Vol. 2 - Theraja-P1Muhammad TaimoorNo ratings yet
- PhotovoltaicsDocument3 pagesPhotovoltaicsAnonymous vQha76ISNo ratings yet
- Economic Competitiveness of Compact Steam Methane Reforming Technology For On-Site Hydrogen Supply A Foshan Case StudyDocument13 pagesEconomic Competitiveness of Compact Steam Methane Reforming Technology For On-Site Hydrogen Supply A Foshan Case Study吳浩宇No ratings yet
- Dilution Tube Instruction Manual - enDocument2 pagesDilution Tube Instruction Manual - entransteven93No ratings yet
- # 151Document10 pages# 151Olegs AndreNo ratings yet
- MasterPel SP 6000 - BASF July 2018 - en - NZDocument2 pagesMasterPel SP 6000 - BASF July 2018 - en - NZDan IonelNo ratings yet
- MSDS - PS-200 PVC Pipe AdhesiveDocument4 pagesMSDS - PS-200 PVC Pipe AdhesivesatriaNo ratings yet
- CRP-turbilatex: Quantitative Determination of C-Reactive Protein (CRP)Document3 pagesCRP-turbilatex: Quantitative Determination of C-Reactive Protein (CRP)Assane SenghorNo ratings yet
- Ficha Técnica Aero 404, 407,412 PromoterDocument2 pagesFicha Técnica Aero 404, 407,412 PromoterMari BelNo ratings yet
- Phyto NanotechnologyDocument3 pagesPhyto NanotechnologyKrishnendu PramanikNo ratings yet
- Safeguarding Us and The Environment: Flame Retardant High Insulation Resistance Rohs & Reach ComplaintDocument4 pagesSafeguarding Us and The Environment: Flame Retardant High Insulation Resistance Rohs & Reach ComplaintAnkanPattanayakNo ratings yet
- New Gravity-Flow Column Gives Faster and Simpler Purification of Histidine-Tagged ProteinsDocument2 pagesNew Gravity-Flow Column Gives Faster and Simpler Purification of Histidine-Tagged ProteinsAsmaNo ratings yet
- Cambridge O Level Physics 5054 - Classification of TopicsDocument1 pageCambridge O Level Physics 5054 - Classification of TopicsRaufoon Shafiq57% (7)
- A 1370Document20 pagesA 1370Vikram Kumar JhaNo ratings yet
- Chelate Effect 2007Document29 pagesChelate Effect 2007Ragini SinghNo ratings yet
- Bonding Types Ionic Covalent MetallicDocument43 pagesBonding Types Ionic Covalent Metallicapi-236069914100% (1)
- Engineering Thermodynamics Problems and SolutionsDocument3 pagesEngineering Thermodynamics Problems and SolutionsMuruganantham MajesticNo ratings yet
- Ipc2012 90184Document10 pagesIpc2012 90184Marcelo Varejão CasarinNo ratings yet
- eCFR Code of Federal Regulations UN Portable Tank TableDocument8 pageseCFR Code of Federal Regulations UN Portable Tank TablegwinnruNo ratings yet
- UTP Steel+brochure EN 2017 WEBDocument28 pagesUTP Steel+brochure EN 2017 WEBCarlos Anibal OrtizNo ratings yet
- Nannaya University 4th Sem Subject ResultsDocument150 pagesNannaya University 4th Sem Subject ResultsLalithaa LaliiNo ratings yet
- Envirocarb 207C 4X8 AND 6X12: Coconut Based Granular Activated CarbonsDocument2 pagesEnvirocarb 207C 4X8 AND 6X12: Coconut Based Granular Activated CarbonsAlfonso BlancoNo ratings yet
- AIIMS Mock QPaper PDFDocument21 pagesAIIMS Mock QPaper PDFSangram Munde100% (1)