You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- CSWIP Welding Inspection Notes and QuestionsDocument133 pagesCSWIP Welding Inspection Notes and Questionslram70100% (20)
- Fitting PresentationDocument15 pagesFitting PresentationDicky Fernando BagwellNo ratings yet
- The Piping Guide by David SherwoodDocument215 pagesThe Piping Guide by David Sherwoodhussnainreflect100% (3)
- BORAL PlywoodDocument36 pagesBORAL PlywoodKeri Martinez100% (1)
- Slope Stability AnalysisDocument7 pagesSlope Stability AnalysisBindu SrirangamNo ratings yet
- Quality AssuaranceDocument150 pagesQuality Assuarancelamia97100% (1)
- Wire Fuse and SwitchDocument47 pagesWire Fuse and SwitchMacy RiegoNo ratings yet
- Procedure Qualification RecordDocument10 pagesProcedure Qualification Recordlamia97No ratings yet
- Dye Penetrant Test ProcedureDocument7 pagesDye Penetrant Test ProcedurePer DC100% (1)
- Introduction To Optical Emission Spectroscopy: Edmund HalászDocument30 pagesIntroduction To Optical Emission Spectroscopy: Edmund HalászKleverton JunioNo ratings yet
- Method StatementDocument12 pagesMethod Statementfelix sowah-laryeaNo ratings yet
- Wood-Filled Plastics - They Need The Right Additives For Strength, Good Looks, and Long Life - Plastics TechnologyDocument5 pagesWood-Filled Plastics - They Need The Right Additives For Strength, Good Looks, and Long Life - Plastics TechnologyParas PatelNo ratings yet
- High Efficiency Coalescers For Gas Processing OperationsDocument9 pagesHigh Efficiency Coalescers For Gas Processing OperationsAndri SaputraNo ratings yet
- TQIWPJS0ON 9 Aluminium ExtrusionDocument3 pagesTQIWPJS0ON 9 Aluminium Extrusionlamia97No ratings yet
- Jump To Navigation Jump To SearchDocument16 pagesJump To Navigation Jump To Searchlamia97No ratings yet
- Stud And: The MineraDocument172 pagesStud And: The Mineralamia97No ratings yet
- Differences in Densification Behaviour oDocument8 pagesDifferences in Densification Behaviour olamia97No ratings yet
- Bohr MagnetonsDocument5 pagesBohr Magnetonslamia97No ratings yet
- Coxem CX-200Plus - Operating ManualDocument4 pagesCoxem CX-200Plus - Operating Manuallamia97No ratings yet
- RaiS2012 PDFDocument21 pagesRaiS2012 PDFlamia97No ratings yet
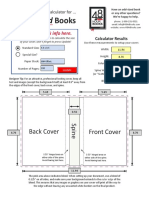
- Case Bound Books: Back Cover Front CoverDocument1 pageCase Bound Books: Back Cover Front Coverlamia97No ratings yet
- 0deec5241b45d2bb69000000 PDFDocument6 pages0deec5241b45d2bb69000000 PDFlamia97No ratings yet
- Jubail Industrial College: Dept. of Çáåäïóé Çáãíßçäíßíé Æçáêõäíú / Program Maaden Al/5 Rolling/ExtrusionDocument1 pageJubail Industrial College: Dept. of Çáåäïóé Çáãíßçäíßíé Æçáêõäíú / Program Maaden Al/5 Rolling/Extrusionlamia97No ratings yet
- 4d Indoor Sports FlooringDocument23 pages4d Indoor Sports FlooringOmair Akhtar KhanNo ratings yet
- Biocompatibility & Mechanical PropertiesDocument96 pagesBiocompatibility & Mechanical PropertiesPavan PreethamNo ratings yet
- Tapered Equipment: Secoroc Rock Drilling ToolsDocument12 pagesTapered Equipment: Secoroc Rock Drilling Toolsedin saquilNo ratings yet
- WIweld01 Co2 Welding Rev 01Document1 pageWIweld01 Co2 Welding Rev 01Gautam KumarNo ratings yet
- AY240 Weldcraft A200 Series TIG Torches EnglishDocument4 pagesAY240 Weldcraft A200 Series TIG Torches EnglishbbNo ratings yet
- CHEMISTRY (XI, XII & Medical) by VIJAY KUMAR (M.Sc. B.Ed.)Document10 pagesCHEMISTRY (XI, XII & Medical) by VIJAY KUMAR (M.Sc. B.Ed.)Vijay KumarNo ratings yet
- Methane MSDSDocument2 pagesMethane MSDSa0% (1)
- Unit - 1: General Features of Reinforced ConcreteDocument36 pagesUnit - 1: General Features of Reinforced ConcretemdaashuNo ratings yet
- Flavor Encapsulation - Reineccius - 1998 PDFDocument208 pagesFlavor Encapsulation - Reineccius - 1998 PDFBruna Barbon PauloNo ratings yet
- Crown NotesDocument10 pagesCrown NotesIbrahim ElnaggarNo ratings yet
- Analytical Modeling of Graded Channel TFET - v1Document5 pagesAnalytical Modeling of Graded Channel TFET - v1sudipta2580No ratings yet
- Molecule Shapes Student HandoutDocument7 pagesMolecule Shapes Student HandoutmrschnellteacherNo ratings yet
- 11 Cold-Formed Member Joints: Fastenings With Mechanical FastenersDocument15 pages11 Cold-Formed Member Joints: Fastenings With Mechanical FastenersmabuhamdNo ratings yet
- Carbon Steel BarDocument11 pagesCarbon Steel Barprajakt_pieNo ratings yet
- CH.4. PP: Assivity AssivityDocument38 pagesCH.4. PP: Assivity Assivity이선엽100% (1)
- Astm A 148 Cast SteelDocument4 pagesAstm A 148 Cast SteelVernon Jiménez Fonseca100% (1)
- CHEM 201/L - EXPERIMENT: Elements, Compounds, and Mixture ADocument2 pagesCHEM 201/L - EXPERIMENT: Elements, Compounds, and Mixture Aroven desuNo ratings yet
- Microwave Sintering of Calcium Phosphate Ceramics PDFDocument6 pagesMicrowave Sintering of Calcium Phosphate Ceramics PDFfishvalNo ratings yet
- Box Bed FinalDocument1 pageBox Bed FinalVishakha MaratheNo ratings yet