You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Standoblue Base Coat Colors With Use of Mix 130 Silk Silver: Working Process: Special Effect Standoblue BasecoatDocument3 pagesStandoblue Base Coat Colors With Use of Mix 130 Silk Silver: Working Process: Special Effect Standoblue BasecoatMee MeeNo ratings yet
- Utilization of Android-Base Smartphone To Support Handmade Spectrophotometer: A Preliminary StudyDocument6 pagesUtilization of Android-Base Smartphone To Support Handmade Spectrophotometer: A Preliminary StudyMee MeeNo ratings yet
- Teaching Materials Purchase Grant - APPLICATION GUIDELINESDocument8 pagesTeaching Materials Purchase Grant - APPLICATION GUIDELINESMee MeeNo ratings yet
- Qrd°by: Create, Track and Manage QR Code CampaignsDocument17 pagesQrd°by: Create, Track and Manage QR Code CampaignsMee MeeNo ratings yet
- Tech Sheet - Restoration Shop UB: DescriptionDocument2 pagesTech Sheet - Restoration Shop UB: DescriptionMee MeeNo ratings yet
- My Anma MedicineDocument196 pagesMy Anma MedicineMee MeeNo ratings yet
- Kivy Cookbook Sample ChapterDocument33 pagesKivy Cookbook Sample ChapterMee MeeNo ratings yet
- MODULAR DESIGN. INFINITE POSSIBILITIES. - Modern Furniture (PDFDrive)Document68 pagesMODULAR DESIGN. INFINITE POSSIBILITIES. - Modern Furniture (PDFDrive)Mee MeeNo ratings yet
- Standardized Health Messages Book (With Bookmarked Headings) PDFDocument350 pagesStandardized Health Messages Book (With Bookmarked Headings) PDFKyaw Zaw HeinNo ratings yet
- Politics Meets PoliciesDocument246 pagesPolitics Meets PoliciesMee MeeNo ratings yet
- DPG - ကုန္က်စရိတ္နည္းစိုက္ပ်ိဳးေရး PDFDocument60 pagesDPG - ကုန္က်စရိတ္နည္းစိုက္ပ်ိဳးေရး PDFSoe Thiha TinNo ratings yet
- TextBook5 Interactive PDFDocument98 pagesTextBook5 Interactive PDFSan AungNo ratings yet
- Baking Soda Power! Frugal and Natural - Health, Cleaning, and Hygiene Secrets of Baking Soda (60+) - 2nd Edition! (DIY Household Hacks, Chemical-Free, Green Cleaning, Natural Cleaning, Non-Toxic) PDFDocument83 pagesBaking Soda Power! Frugal and Natural - Health, Cleaning, and Hygiene Secrets of Baking Soda (60+) - 2nd Edition! (DIY Household Hacks, Chemical-Free, Green Cleaning, Natural Cleaning, Non-Toxic) PDFfr33mumiaNo ratings yet
- ကုန်သွယ်ခွန်မကျသည့်ကုန်စည်များDocument40 pagesကုန်သွယ်ခွန်မကျသည့်ကုန်စည်များMee MeeNo ratings yet
- ကေဝသာရက်မ္းDocument288 pagesကေဝသာရက်မ္းClean Text Library94% (16)
- Understanding Trace in Cold Process SoapDocument7 pagesUnderstanding Trace in Cold Process SoapMee MeeNo ratings yet
- S S S S So O O O Oap F Apf Apf Apf Ap Formulas Ormulas Ormulas Ormulas OrmulasDocument0 pagesS S S S So O O O Oap F Apf Apf Apf Ap Formulas Ormulas Ormulas Ormulas OrmulasDIN08No ratings yet
- F MPFtlzke TDocument262 pagesF MPFtlzke TbluegyiNo ratings yet
- ဝိုင္Document82 pagesဝိုင္Moe Nyan100% (1)
- Ex 15Document14 pagesEx 15Kamarul NzamNo ratings yet
- Medical - Plants - of - Myanmar - PDF Filename - UTF-8''Medical Plants of MyanmarDocument122 pagesMedical - Plants - of - Myanmar - PDF Filename - UTF-8''Medical Plants of MyanmarMee MeeNo ratings yet
- Articles CompanyDocument45 pagesArticles CompanyLet's Save MyanmarNo ratings yet
- The Morrow Guide To KnotsDocument253 pagesThe Morrow Guide To KnotsMaya Daya100% (1)
- 227 AbstraksiDocument1 page227 AbstraksiMee MeeNo ratings yet
- Paint Defect Troubleshooting Guide PDFDocument16 pagesPaint Defect Troubleshooting Guide PDFRavi KhoseNo ratings yet
- Cardbox-2.1x1x2.2 Inch YYMJXZTUFODocument1 pageCardbox-2.1x1x2.2 Inch YYMJXZTUFOMee MeeNo ratings yet
- 227 AbstraksiDocument1 page227 AbstraksiMee MeeNo ratings yet
- Inya - BilingualManualSocialResearch Methods PDFDocument360 pagesInya - BilingualManualSocialResearch Methods PDFliftfundNo ratings yet
- ကုန်သွယ်ခွန်မကျသည့်ကုန်စည်များDocument40 pagesကုန်သွယ်ခွန်မကျသည့်ကုန်စည်များMee MeeNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Best Practice To Measure Physical Progress of An EPC ProjectDocument5 pagesBest Practice To Measure Physical Progress of An EPC ProjectShimelash Kassahun100% (1)
- Book Contents Publication List: Table 13s. Allowable ADTT, Axle-Load Category 3-Pavementa With Doweled JointsDocument9 pagesBook Contents Publication List: Table 13s. Allowable ADTT, Axle-Load Category 3-Pavementa With Doweled JointsSayuti YusofNo ratings yet
- College For Research and Technology of Cabanatuan: Del Pilar ST., Cabanatuan CityDocument2 pagesCollege For Research and Technology of Cabanatuan: Del Pilar ST., Cabanatuan CityLove JcwNo ratings yet
- امتحان وطني نماذج محلولة PDFDocument6 pagesامتحان وطني نماذج محلولة PDFApdel Rahman RazzoukNo ratings yet
- B. Tech Scheme - 2016 Batch PDFDocument8 pagesB. Tech Scheme - 2016 Batch PDFAlex HalesNo ratings yet
- Atomic StructureDocument28 pagesAtomic StructureIsrael PopeNo ratings yet
- Module 8 - DissDocument9 pagesModule 8 - Disskimberson alacyangNo ratings yet
- A Different Approach To Estimate Air MoistureDocument7 pagesA Different Approach To Estimate Air MoistureVal MosNo ratings yet
- Report of PDA Test Pile T29Document20 pagesReport of PDA Test Pile T29bertaNo ratings yet
- Nucleic Acids WorksheetDocument4 pagesNucleic Acids WorksheetNatalie PembertonNo ratings yet
- OrgMan - Week 5 - Tools in Business DecisionDocument13 pagesOrgMan - Week 5 - Tools in Business DecisionSilfa De la CruzNo ratings yet
- Data Sheet 65hdDocument3 pagesData Sheet 65hdoniferNo ratings yet
- Operating Manual - Innova 2300, 2350Document46 pagesOperating Manual - Innova 2300, 2350scottstreetNo ratings yet
- Year 3 Spring Block 1 Multiplcation and DivisionDocument32 pagesYear 3 Spring Block 1 Multiplcation and DivisionCeciNo ratings yet
- Nursing Philosophy PaperDocument6 pagesNursing Philosophy PaperDanielle AalderinkNo ratings yet
- Week 2 Measurement of Fluid PropertiesDocument7 pagesWeek 2 Measurement of Fluid PropertiesHafidzSecretzboyzNo ratings yet
- Simple and Multiple Regression Models For Relationship Between Electrical Resistivity and Various Soil Properties For Soil Characterization PDFDocument10 pagesSimple and Multiple Regression Models For Relationship Between Electrical Resistivity and Various Soil Properties For Soil Characterization PDFPato MeraNo ratings yet
- Survey Module 1 Introduction To Surveying Im-FormatDocument10 pagesSurvey Module 1 Introduction To Surveying Im-FormatJastine FG dela CruzNo ratings yet
- Lecture 8 Data Sources in GISDocument32 pagesLecture 8 Data Sources in GISkhakhamasetiNo ratings yet
- P&S QBDocument4 pagesP&S QBTrigun TejaNo ratings yet
- Chapter Sixteen: Organization Change and DevelopmentDocument17 pagesChapter Sixteen: Organization Change and DevelopmentJAKANNo ratings yet
- Timings To Avoid Based On Ghatak Chakra - Mariocean@gmail - Com - GmailDocument3 pagesTimings To Avoid Based On Ghatak Chakra - Mariocean@gmail - Com - GmailMariana SantosNo ratings yet
- Mini - First Lecture SymmetryDocument19 pagesMini - First Lecture SymmetryKhaled AbeedNo ratings yet
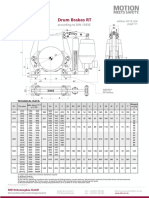
- Drum Brakes RT: According To DIN 15435Document1 pageDrum Brakes RT: According To DIN 15435LukaNo ratings yet
- R G M College of Engineering & R G M College of Engineering &technology TechnologyDocument1 pageR G M College of Engineering & R G M College of Engineering &technology TechnologyAyanwale-cole pelumi AkeemNo ratings yet
- Module 2. Lesson 2. OverexploitationDocument11 pagesModule 2. Lesson 2. OverexploitationJephthah Faith Adorable-PalicNo ratings yet
- Sustainable Development Goals (SDGS) As A Framework For Corporate Social Responsibility (CSR)Document27 pagesSustainable Development Goals (SDGS) As A Framework For Corporate Social Responsibility (CSR)Mona GhunageNo ratings yet
- Week 1 - Iot - Assignment 1 - AnsDocument3 pagesWeek 1 - Iot - Assignment 1 - Ansdude RohitNo ratings yet
- Chapter 5 Discrete Probalitity Dsitributions - Jaggia4e - PPTDocument66 pagesChapter 5 Discrete Probalitity Dsitributions - Jaggia4e - PPTpeter shlomoNo ratings yet
- FLS OM KPI Handbook Work 2012 Version 7 PDFDocument37 pagesFLS OM KPI Handbook Work 2012 Version 7 PDFTARNo ratings yet