You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Please Answer This Sincerely An TruthfullyDocument3 pagesPlease Answer This Sincerely An TruthfullyTiffany Tan100% (1)
- Scania DC12 Operator's ManualDocument65 pagesScania DC12 Operator's ManualAlex Renne Chambi100% (3)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Fdiatallis NewhollandDocument28 pagesFdiatallis Newhollanddeisy ortegaNo ratings yet
- Renaissance RapierDocument66 pagesRenaissance Rapierrshpr100% (1)
- Data Science BooksDocument11 pagesData Science BooksAnalytics Insight100% (1)
- CBLM FinalDocument33 pagesCBLM Finalopep7775% (8)
- Test Bench Parts ListDocument11 pagesTest Bench Parts ListUmairNo ratings yet
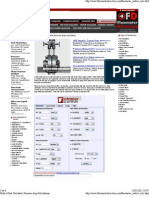
- Orifice Plate Calculator Pressure Drop CalculationsDocument4 pagesOrifice Plate Calculator Pressure Drop CalculationsAnderson Pioner100% (1)
- Trockel Flash Art 1987Document4 pagesTrockel Flash Art 1987cvg_geNo ratings yet
- The Promised Land PDFDocument12 pagesThe Promised Land PDFnazim2851No ratings yet
- 3149 Sample Business Letter of Request PDFDocument1 page3149 Sample Business Letter of Request PDFMichael Niño LazaroNo ratings yet
- Graduate School, Inha University: Completed by The Applicant VerificationDocument2 pagesGraduate School, Inha University: Completed by The Applicant VerificationUmairNo ratings yet
- Morocco 30 Months PP.Document1 pageMorocco 30 Months PP.UmairNo ratings yet
- gc2 N Sample QP 2019 v1Document4 pagesgc2 N Sample QP 2019 v1JezzNo ratings yet
- 2018 Fall Admission Graduate ENDocument10 pages2018 Fall Admission Graduate ENUmairNo ratings yet
- Ashraf Ali: PHD (Analytical Chemistry/Separation Science)Document5 pagesAshraf Ali: PHD (Analytical Chemistry/Separation Science)UmairNo ratings yet
- Effects of Mgo-Zsm-23 Zeolite Catalyst On The Pyrolysis of Pet Bottle WasteDocument8 pagesEffects of Mgo-Zsm-23 Zeolite Catalyst On The Pyrolysis of Pet Bottle WasteUmairNo ratings yet
- Faisal Cottages (Phase-II) Faisal Cottages (Phase-II) : Mode of Payment (11-Marla) Mode of Payment (11-Marla)Document1 pageFaisal Cottages (Phase-II) Faisal Cottages (Phase-II) : Mode of Payment (11-Marla) Mode of Payment (11-Marla)UmairNo ratings yet
- Utilization of Renewable Resources in The Synthesis of Novolac Polymers:: Studies On Its Structural and Curing CharacteristicsDocument5 pagesUtilization of Renewable Resources in The Synthesis of Novolac Polymers:: Studies On Its Structural and Curing CharacteristicsUmairNo ratings yet
- Morocco 30 Months PP.Document1 pageMorocco 30 Months PP.UmairNo ratings yet
- Faisal Cottages (Phase-II) Faisal Cottages (Phase-II) : Mode of Payment (11-Marla) Mode of Payment (11-Marla)Document1 pageFaisal Cottages (Phase-II) Faisal Cottages (Phase-II) : Mode of Payment (11-Marla) Mode of Payment (11-Marla)UmairNo ratings yet
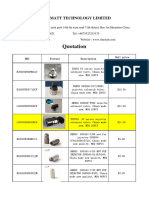
- Shumatt Technology Limited: Description Qty Unit Price USD Amount USDDocument1 pageShumatt Technology Limited: Description Qty Unit Price USD Amount USDUmairNo ratings yet
- BOSCH Control Valve QuotationDocument4 pagesBOSCH Control Valve QuotationUmairNo ratings yet
- Shumatt Quotation - Solenoid Valve and NUTDocument2 pagesShumatt Quotation - Solenoid Valve and NUTUmairNo ratings yet
- Work-Related Road Safety: A Review of The Evidence For InterventionsDocument12 pagesWork-Related Road Safety: A Review of The Evidence For InterventionsUmairNo ratings yet
- Graduate Admissions Guide For International Students and Overseas KoreansDocument15 pagesGraduate Admissions Guide For International Students and Overseas KoreansUmairNo ratings yet
- Guidelines For Korean Government ScholarshipDocument42 pagesGuidelines For Korean Government ScholarshipUmairNo ratings yet
- Safety Warning Notice No 3Document2 pagesSafety Warning Notice No 3UmairNo ratings yet
- Shumatt Quotation About The Hot Sell at PakistanDocument5 pagesShumatt Quotation About The Hot Sell at PakistanUmairNo ratings yet
- Factors Contributing To Disaster Evacuation: The Case of South KoreaDocument16 pagesFactors Contributing To Disaster Evacuation: The Case of South KoreaUmairNo ratings yet
- Sample Resume For Research PositionsDocument3 pagesSample Resume For Research PositionsengrusmanhabibNo ratings yet
- A1 PaperCSSBDocument8 pagesA1 PaperCSSBUmairNo ratings yet
- CRS PDFDocument1 pageCRS PDFUmairNo ratings yet
- A1 PaperCSSBDocument8 pagesA1 PaperCSSBUmairNo ratings yet
- Research Proposal FormatDocument7 pagesResearch Proposal FormatMubeen ShaikhNo ratings yet
- How To Search For Research Articles Papers, Professors, Departments, WebsitesDocument2 pagesHow To Search For Research Articles Papers, Professors, Departments, WebsitesXahid YousafNo ratings yet
- The Multan Chamber of Commerce & Industry: Application Form For MembershipDocument2 pagesThe Multan Chamber of Commerce & Industry: Application Form For MembershipUmairNo ratings yet
- A Lonely Quest For Facts On Genetically Modified CropsDocument5 pagesA Lonely Quest For Facts On Genetically Modified Cropsbrkica2011No ratings yet
- The Macquarie Australian Slang DictionarDocument7 pagesThe Macquarie Australian Slang DictionarnetshidoNo ratings yet
- James Bruce, One of Russian Tsar Peter The Great's Key Advisors (1669-1735)Document2 pagesJames Bruce, One of Russian Tsar Peter The Great's Key Advisors (1669-1735)Johanna Granville100% (1)
- 02 - Consumerism Then and NowDocument28 pages02 - Consumerism Then and NowGeorge TsangNo ratings yet
- Calydracomfort PiDocument16 pagesCalydracomfort PiionNo ratings yet
- REACH ArticlesDocument12 pagesREACH ArticlesChristian SugasttiNo ratings yet
- Unit Plan - Yr 9 Vis ArtDocument5 pagesUnit Plan - Yr 9 Vis Artapi-333348168No ratings yet
- Wireless Cellular and LTE 4g Broadband PDFDocument26 pagesWireless Cellular and LTE 4g Broadband PDFAE videosNo ratings yet
- Output D4Document34 pagesOutput D4Angel MingaNo ratings yet
- Stat and Prob Q4 M2 DigitizedDocument38 pagesStat and Prob Q4 M2 Digitizedsecret secretNo ratings yet
- Syeda Qirtas Zehra 14948 ObcDocument20 pagesSyeda Qirtas Zehra 14948 ObcSyeda ZehraNo ratings yet
- UntitledDocument4 pagesUntitledapi-223522684No ratings yet
- Arid Agriculture University, RawalpindiDocument4 pagesArid Agriculture University, RawalpindiIsHa KhAnNo ratings yet
- The Light BulbDocument6 pagesThe Light Bulbapi-244765407No ratings yet
- Department of Labor: BC Bond ListDocument67 pagesDepartment of Labor: BC Bond ListUSA_DepartmentOfLabor100% (1)
- 12 - Chepter 5Document11 pages12 - Chepter 5KhaireddineNo ratings yet
- Anti LeproticDocument9 pagesAnti LeproticMeenakshi shARMANo ratings yet
- Marking Scheme According To AIDocument2 pagesMarking Scheme According To AIAbdul RehmanNo ratings yet
- CanagliflozinDocument7 pagesCanagliflozin13201940No ratings yet
- GW1101-1DI (3IN1) DatasheetDocument6 pagesGW1101-1DI (3IN1) DatasheetGina HuachoNo ratings yet
- The Explanatory GapDocument2 pagesThe Explanatory GapPapuna ChivadzeNo ratings yet
- 6 Best Chainsaw Under 300: A Complete Buying Guide: What We LikeDocument5 pages6 Best Chainsaw Under 300: A Complete Buying Guide: What We LikeFahim WatsonNo ratings yet