You might also like
- BHS RPMDocument16 pagesBHS RPMchand_yelNo ratings yet
- Ams 201301 enDocument200 pagesAms 201301 enLucas LobãoNo ratings yet
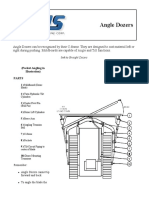
- Angle Dozers - CWSDocument3 pagesAngle Dozers - CWSJoshwaNo ratings yet
- Slim Tyre Handler - Manitou (EN)Document1 pageSlim Tyre Handler - Manitou (EN)ManitouNo ratings yet
- Funk TransmissionsDocument4 pagesFunk TransmissionsNoe Melgarejo PonceNo ratings yet
- H-E Parts Case Study Improved Cone Crusher PerformanceDocument1 pageH-E Parts Case Study Improved Cone Crusher PerformanceJorge VillalobosNo ratings yet
- Alert IndexDocument5 pagesAlert IndexMiller Andres Aroca100% (1)
- Fastach II Screed Manual 22415Document40 pagesFastach II Screed Manual 22415julianmataNo ratings yet
- Lokotrack Mobile Crushing PlantDocument6 pagesLokotrack Mobile Crushing PlantAleksandar GogovNo ratings yet
- GGB DU BearingsDocument52 pagesGGB DU BearingsMSc Kostic MilosNo ratings yet
- H. Gill - Spon's Quarry Guide - To The British Hard Rock Industry (1990)Document625 pagesH. Gill - Spon's Quarry Guide - To The British Hard Rock Industry (1990)Bee Psh100% (1)
- Turolla Hydraulic Gear Pumps Group3 Catalogue en l1016456Document32 pagesTurolla Hydraulic Gear Pumps Group3 Catalogue en l1016456Gerardo MalpiediNo ratings yet
- HP HidráulicaDocument72 pagesHP HidráulicaRafaelaNo ratings yet
- S154-1209 IomDocument66 pagesS154-1209 IomAlfredo GodinezNo ratings yet
- R New Recycling Equipment Range enDocument39 pagesR New Recycling Equipment Range enAndy LarkinNo ratings yet
- Wirtgen Surface Mining Manual: Edition 2002Document52 pagesWirtgen Surface Mining Manual: Edition 2002rtegac15100% (4)
- RVS Protector System: For Loaders and ExcavatorsDocument8 pagesRVS Protector System: For Loaders and ExcavatorsRyan Abubakar Obili PakayaNo ratings yet
- H-E Parts White Paper MP1000 BoddingtonDocument3 pagesH-E Parts White Paper MP1000 BoddingtonJorge VillalobosNo ratings yet
- S BX Cone CrusherDocument4 pagesS BX Cone CrusherLuis Miguel Añasco CorimayhuaNo ratings yet
- R230 Parts ManualDocument88 pagesR230 Parts ManualBSilvaNo ratings yet
- Deepak Project On Jaw CrusherDocument96 pagesDeepak Project On Jaw CrusherAnil Kumar KnNo ratings yet
- Jaw Crusher Nordberg® C120™Document6 pagesJaw Crusher Nordberg® C120™Salah ali AlmorisyNo ratings yet
- Project Case - CT4254 JAW PLATESDocument4 pagesProject Case - CT4254 JAW PLATESNicole WuNo ratings yet
- Datasheet Kleemann Mco9s EVO enDocument2 pagesDatasheet Kleemann Mco9s EVO enRobinson GuanemeNo ratings yet
- Binding Agent Spreader: High-Precision, Highly Efficient Binder DischargeDocument12 pagesBinding Agent Spreader: High-Precision, Highly Efficient Binder DischargeRodrigo EncisoNo ratings yet
- UH320 ClassicDocument2 pagesUH320 ClassicRicardo E Andrea RachelNo ratings yet
- Wirtgen Surface MinerDocument29 pagesWirtgen Surface MinerRodrigo Sabino100% (1)
- Wheeled-Range Broch LowqDocument12 pagesWheeled-Range Broch LowqLee LiNo ratings yet
- Lubrication Hose DiagramDocument8 pagesLubrication Hose Diagramvic13rNo ratings yet
- 73.terex® WJ1175 Wheeled Jaw Plant - EDocument4 pages73.terex® WJ1175 Wheeled Jaw Plant - EHữu Dũng Nguyễn100% (2)
- A1753037 48 Conveyor Parts Manual CON 203 1 J1349Document19 pagesA1753037 48 Conveyor Parts Manual CON 203 1 J1349waltergvNo ratings yet
- Final Report - STONE CRUSHERDocument71 pagesFinal Report - STONE CRUSHERneusonNo ratings yet
- Sandvik HSI EN PDFDocument8 pagesSandvik HSI EN PDFkranthiNo ratings yet
- B30D 4Document150 pagesB30D 4Teknik MakinaNo ratings yet
- Terex Jaques - Apron FeederDocument12 pagesTerex Jaques - Apron FeederJoseph Amoateng Appiah-kubi WadaadaNo ratings yet
- Pam enDocument502 pagesPam enozanNo ratings yet
- BIVITECDocument8 pagesBIVITECxzarrandikoNo ratings yet
- HE Crushing Solutions Engineeing and MN OverviewDocument48 pagesHE Crushing Solutions Engineeing and MN OverviewJorge VillalobosNo ratings yet
- Aard 55 LP LHDDocument4 pagesAard 55 LP LHDEric CNo ratings yet
- Module 5 ASRi SystemDocument34 pagesModule 5 ASRi SystemGracjan Cmok-GawrońskiNo ratings yet
- A1752902-48 Conveyor Parts Manual CON-203-4-J1349Document15 pagesA1752902-48 Conveyor Parts Manual CON-203-4-J1349waltergv100% (1)
- JS Series Jaw Brochure - 2010 PDFDocument2 pagesJS Series Jaw Brochure - 2010 PDFNanjappa K NuchumaniandaNo ratings yet
- S175Document7 pagesS175FD2027No ratings yet
- dl321 Specification Sheet English PDFDocument4 pagesdl321 Specification Sheet English PDFmegamNo ratings yet
- TeleStacker Conveyor SPLT1123ENWB 03Document12 pagesTeleStacker Conveyor SPLT1123ENWB 03Surekha Ajay SatputeNo ratings yet
- Pve27 2 ParteDocument4 pagesPve27 2 ParteEdgar Rojas EspejoNo ratings yet
- Crusher Backing Compound EstimatorDocument1 pageCrusher Backing Compound Estimatorlandago100% (1)
- Size Control: - Screening Using A Geometrical Pattern For Size ControlDocument5 pagesSize Control: - Screening Using A Geometrical Pattern For Size ControlSergei DumrovaNo ratings yet
- Introducing The: Specification Xr400/206Document14 pagesIntroducing The: Specification Xr400/206Sergio RazoNo ratings yet
- Brochure Nordberg HP Series 4236-10-22 en AggDocument20 pagesBrochure Nordberg HP Series 4236-10-22 en Aggkev YNo ratings yet
- Specifications ST36 X 100: Optional Direct Load Hopper ShownDocument3 pagesSpecifications ST36 X 100: Optional Direct Load Hopper Shownleonidas cespedesNo ratings yet
- Terex Finlay J-1160Document4 pagesTerex Finlay J-1160eaglego00No ratings yet
- O193240v101 01 Screen Redesign Bro Mc110ievo2 GBDocument23 pagesO193240v101 01 Screen Redesign Bro Mc110ievo2 GBroberth ponceNo ratings yet
- CONFIG 1x 315 KW 2700-059 2010 08 23 ENG CLIENT COMINVESTDocument15 pagesCONFIG 1x 315 KW 2700-059 2010 08 23 ENG CLIENT COMINVESTAndrey L'vovNo ratings yet
- Low Profile Vibrating Screen 8X20Document14 pagesLow Profile Vibrating Screen 8X20VladimirNo ratings yet
- Recommended Setting Maximum Setting: Current Revision ApprovedDocument1 pageRecommended Setting Maximum Setting: Current Revision Approvedtecnicomineria14060No ratings yet
- 46208842894275614205M1 25-Bro2015Document12 pages46208842894275614205M1 25-Bro2015المهندسوليدالطويلNo ratings yet
- Screeningtheory PDFDocument54 pagesScreeningtheory PDFluis martinezNo ratings yet
- WG Brochure PaM-Compact Picks Generation X-Z 0217 EN1Document60 pagesWG Brochure PaM-Compact Picks Generation X-Z 0217 EN1أبو خالد الأثرى100% (1)
- Parts and More Compact Picks: Road and Mineral TechnologiesDocument56 pagesParts and More Compact Picks: Road and Mineral TechnologiesFelipe HernándezNo ratings yet
- Owners ManualDocument153 pagesOwners ManualVladimir Illich Pinzon BallenNo ratings yet
- Martin Viper PrecleanerDocument4 pagesMartin Viper PrecleanerVladimir Illich Pinzon BallenNo ratings yet
- B50 Life: The EPA 2007 EffectDocument1 pageB50 Life: The EPA 2007 EffectVladimir Illich Pinzon BallenNo ratings yet
- HB2 - HB4 Generator ManualDocument28 pagesHB2 - HB4 Generator ManualVladimir Illich Pinzon BallenNo ratings yet
- Enclosed Conductor System KBHDocument36 pagesEnclosed Conductor System KBHVladimir Illich Pinzon BallenNo ratings yet
- Model GT200 Track-Mounted Crushing Plant Spec Sheet: 1200Ls Crusher Hydraulic SystemDocument2 pagesModel GT200 Track-Mounted Crushing Plant Spec Sheet: 1200Ls Crusher Hydraulic SystemVladimir Illich Pinzon BallenNo ratings yet
- Model GT205S Mobile Screening Plant Model 205S Spec Sheet: Operational ModeDocument2 pagesModel GT205S Mobile Screening Plant Model 205S Spec Sheet: Operational ModeVladimir Illich Pinzon BallenNo ratings yet
- Differential Maintenance: Management GuideDocument12 pagesDifferential Maintenance: Management GuideVladimir Illich Pinzon BallenNo ratings yet
- Precision Products and Solutions: Smoother. Faster. LongerDocument60 pagesPrecision Products and Solutions: Smoother. Faster. LongerVladimir Illich Pinzon BallenNo ratings yet
- Revision Harness y ConectoresDocument9 pagesRevision Harness y ConectoresVladimir Illich Pinzon BallenNo ratings yet
- Distributor Manual MAX3B PDFDocument364 pagesDistributor Manual MAX3B PDFVladimir Illich Pinzon BallenNo ratings yet
- Backer Marathon Stock BookletDocument130 pagesBacker Marathon Stock BookletVladimir Illich Pinzon BallenNo ratings yet
- High Pressure Gear Motor Wm900Document16 pagesHigh Pressure Gear Motor Wm900Vladimir Illich Pinzon BallenNo ratings yet
- Viking SG Series Single Pumps (With Shaft Seal) : Operating RangeDocument18 pagesViking SG Series Single Pumps (With Shaft Seal) : Operating RangeVladimir Illich Pinzon BallenNo ratings yet
- Acople Rex OmegaDocument3 pagesAcople Rex OmegaVladimir Illich Pinzon BallenNo ratings yet
- Indice AnaliticoDocument5 pagesIndice AnaliticoVladimir Illich Pinzon BallenNo ratings yet
- Ilovepdf MergedDocument2 pagesIlovepdf MergedVladimir Illich Pinzon BallenNo ratings yet
- Jaw Crusher BookDocument10 pagesJaw Crusher BookVladimir Illich Pinzon BallenNo ratings yet
- Oe FruehaufDocument2 pagesOe FruehaufVladimir Illich Pinzon BallenNo ratings yet
- FdsaDocument21 pagesFdsaVladimir Illich Pinzon BallenNo ratings yet
- ZTND Sihi PDFDocument19 pagesZTND Sihi PDFVladimir Illich Pinzon BallenNo ratings yet
- Chap8 Fundamental Joining ProcessDocument20 pagesChap8 Fundamental Joining ProcessjojoNo ratings yet
- Fontargen Sales ProgramDocument20 pagesFontargen Sales ProgramCarlos Nombela PalaciosNo ratings yet
- Astm A254 (1997)Document4 pagesAstm A254 (1997)Yalavarthi ChandrasekharNo ratings yet
- CuNi3Si C7025Document4 pagesCuNi3Si C7025strip1No ratings yet
- Light AlloysDocument526 pagesLight AlloysAdrián González BlancoNo ratings yet
- Presentation 3Document33 pagesPresentation 3Ritesh Goel100% (1)
- Copper Welding ProcedureDocument7 pagesCopper Welding ProcedureCharles JacobNo ratings yet
- 12 PAPYEX Flexible Graphite Mersen - 09 PDFDocument14 pages12 PAPYEX Flexible Graphite Mersen - 09 PDFarizagameroNo ratings yet
- Pressure Vessel Code Asme Section IxDocument132 pagesPressure Vessel Code Asme Section IxImane KhammouriNo ratings yet
- Instruction Manual For Brazed Plate Heat ExchangersDocument4 pagesInstruction Manual For Brazed Plate Heat ExchangersSani PoulouNo ratings yet
- Copper-Nickel - Seawater System Design - GuidelinesDocument15 pagesCopper-Nickel - Seawater System Design - GuidelinesVidyasenNo ratings yet
- Ch-1 Introduction To WeldingDocument26 pagesCh-1 Introduction To WeldingJRodengineer100% (2)
- Kesseli 2003Document6 pagesKesseli 2003sxasxasxNo ratings yet
- Materials For Electrotechnics and MicroelectronicsDocument155 pagesMaterials For Electrotechnics and MicroelectronicsRikyNo ratings yet
- Brazing, Soldering, AdhesivesDocument31 pagesBrazing, Soldering, AdhesivesAchinthya PereraNo ratings yet
- AKG P Series enDocument6 pagesAKG P Series enErdincNo ratings yet
- Process Design in Impression Die Forging: T. Altan and M. Shirgaokar, ERC/NSM, NSM Laboratory, Ohio State UniversityDocument12 pagesProcess Design in Impression Die Forging: T. Altan and M. Shirgaokar, ERC/NSM, NSM Laboratory, Ohio State Universitypzd5ngNo ratings yet
- Welding, Soldering and BrazingDocument11 pagesWelding, Soldering and BrazingAyush 100niNo ratings yet
- Busbar Sizing For 50ka For 1 SecDocument1 pageBusbar Sizing For 50ka For 1 SecAnagha Deb100% (6)
- 2019 Edition Changes: National Board Inspection Code-Part-3Document39 pages2019 Edition Changes: National Board Inspection Code-Part-3NAVANEETH NAVANINo ratings yet
- Sfa-5 31Document10 pagesSfa-5 31Sarvesh MishraNo ratings yet
- Chapter 4 Aircraft WeldingDocument30 pagesChapter 4 Aircraft Weldingmich48chinNo ratings yet
- EASA Part-66 Exam Questions of Module 07 Standart Practices - Part VDocument13 pagesEASA Part-66 Exam Questions of Module 07 Standart Practices - Part VSteven J. SelcukNo ratings yet
- H Im 67GDocument52 pagesH Im 67GMaria DazaNo ratings yet
- #13 Metal FabricationDocument41 pages#13 Metal FabricationRommel O P ManikNo ratings yet
- Mft-I Two & 13 Marks QuestionDocument16 pagesMft-I Two & 13 Marks QuestionrahulNo ratings yet
- Ship and Boat Building and Repair-2Document5 pagesShip and Boat Building and Repair-2navalmamunNo ratings yet
- Application of Cast Gamma TiAl For AutomobilesDocument5 pagesApplication of Cast Gamma TiAl For AutomobilesMuha KimNo ratings yet
- As 1210Document1 pageAs 1210Nguyen Duc DungNo ratings yet
- Basic Welding TermsDocument2 pagesBasic Welding TermsJelena MitrovicNo ratings yet