You might also like
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsFrom EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsRating: 4 out of 5 stars4/5 (1)
- RKB - ROVSX - For - Vibrating - Machinery - WebDocument17 pagesRKB - ROVSX - For - Vibrating - Machinery - WebCristian OrtizNo ratings yet
- Technical Manual RKBDocument66 pagesTechnical Manual RKBRentu Philipose100% (3)
- Design of Foundations for Offshore Wind TurbinesFrom EverandDesign of Foundations for Offshore Wind TurbinesRating: 5 out of 5 stars5/5 (3)
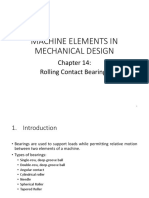
- Ch14 BearingsDocument76 pagesCh14 Bearingsabdallah ghannamNo ratings yet
- Tapered+Roller+Bearing Detail SuffixDocument20 pagesTapered+Roller+Bearing Detail SuffixDeni SuhayaNo ratings yet
- Renk KPBV enDocument4 pagesRenk KPBV enhumayun121No ratings yet
- Unit 11: Automotive IndustriesDocument3 pagesUnit 11: Automotive Industriesdangthanhhd79No ratings yet
- Bodymaker Solutions Flyer RBC WEBDocument2 pagesBodymaker Solutions Flyer RBC WEBfrankNo ratings yet
- PG 209-215Document7 pagesPG 209-215filkeNo ratings yet
- SKF Spherical Roller BearingDocument68 pagesSKF Spherical Roller BearingKaiser CarloNo ratings yet
- All About BearingsDocument6 pagesAll About BearingsRichardNo ratings yet
- Renk Water Power Pbr170sbDocument6 pagesRenk Water Power Pbr170sbhumayun121No ratings yet
- RBC Roller CamfollowersDocument56 pagesRBC Roller CamfollowersЮра ПименовNo ratings yet
- PG 169-175 PDFDocument7 pagesPG 169-175 PDFfilkeNo ratings yet
- 4155 SRB DigestDocument33 pages4155 SRB Digestperi irawanNo ratings yet
- Modern Engineering For Design of Liquid (225-325)Document101 pagesModern Engineering For Design of Liquid (225-325)Misha's Kitchen And OtherNo ratings yet
- Carb en Pulp & PaperDocument4 pagesCarb en Pulp & PaperGUSTAVO HOLGUIN RAMIREZNo ratings yet
- Catalogo SKF PDFDocument48 pagesCatalogo SKF PDFwilllycorreaNo ratings yet
- Design of The Drive Mechanism For A Reciprocating Coal FeederDocument81 pagesDesign of The Drive Mechanism For A Reciprocating Coal FeederemersonNo ratings yet
- Kingsbury Bearing PDFDocument32 pagesKingsbury Bearing PDFdfNo ratings yet
- E1 Lozyska Barylkowe FAGDocument26 pagesE1 Lozyska Barylkowe FAGnoregisteredNo ratings yet
- 6102 - I - EN CarbDocument84 pages6102 - I - EN CarbCeliocp PinheiroNo ratings yet
- 140701Document16 pages140701MarceloPolicastroNo ratings yet
- No. AB/RB-41-2016: Reason For Amendment October - 2016Document18 pagesNo. AB/RB-41-2016: Reason For Amendment October - 2016Tuff qualityNo ratings yet
- Rolling-Contact Bearings: Overview and Expectations For This WeekDocument23 pagesRolling-Contact Bearings: Overview and Expectations For This WeekGaurav AgarwalNo ratings yet
- Spherical Plain BearingsDocument8 pagesSpherical Plain Bearingsabooali_abbadan4684No ratings yet
- Coring 1Document24 pagesCoring 1jalalNo ratings yet
- 1-En PDFDocument48 pages1-En PDFJohnDimNo ratings yet
- RHP BearingsDocument24 pagesRHP BearingsdeshpravinNo ratings yet
- Design of A High Performance Suspension For Lunar Rover Based On EvolutionDocument10 pagesDesign of A High Performance Suspension For Lunar Rover Based On EvolutionGourdhan Singh ShekhawatNo ratings yet
- Compact Equalizing Tilting Pad Thrust Bearings-CE ...Document14 pagesCompact Equalizing Tilting Pad Thrust Bearings-CE ...Sirish Shrestha100% (1)
- RULMAN Spherical-Roller-BearingsDocument68 pagesRULMAN Spherical-Roller-BearingsHamdi AslanNo ratings yet
- Bearing Numbers and Types ExplainedDocument3 pagesBearing Numbers and Types ExplainedVippin Kumar RanaNo ratings yet
- STC-TRS-Conv-03-Details of Mechanical Equipment of AC Elect Conventional Loco PDFDocument126 pagesSTC-TRS-Conv-03-Details of Mechanical Equipment of AC Elect Conventional Loco PDFsiva shankarNo ratings yet
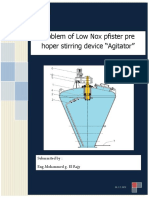
- Problem of Low Nox Pfister Pre Hoper Stirring Device "Agitator"Document8 pagesProblem of Low Nox Pfister Pre Hoper Stirring Device "Agitator"Mohammed El rajyNo ratings yet
- Rolling Element Bearings: Defintions and Useful InformationDocument6 pagesRolling Element Bearings: Defintions and Useful InformationRobert Michael CorpusNo ratings yet
- Balanced Draft GearDocument51 pagesBalanced Draft Geard bhNo ratings yet
- CarbDocument84 pagesCarbJurun_BidanshiNo ratings yet
- Rocker ReportDocument26 pagesRocker ReportAmal TharakaNo ratings yet
- NBC Bearings TrainingDocument23 pagesNBC Bearings TrainingChiragJoshi25% (4)
- SSK KBK Pillar-Mounted Slewing Jib Cranes WSK KBK Wall-Mounted Slewing Jib CranesDocument16 pagesSSK KBK Pillar-Mounted Slewing Jib Cranes WSK KBK Wall-Mounted Slewing Jib CranesMuhammadJunaidiNo ratings yet
- Pressure Dam Bearings USEFULDocument16 pagesPressure Dam Bearings USEFULAmna Chaudary100% (1)
- Final Specification - STR No. WD-40-LWLH25 Bogie-K-class Dated 26-02-16 PDFDocument61 pagesFinal Specification - STR No. WD-40-LWLH25 Bogie-K-class Dated 26-02-16 PDFAbhishek Tripathi100% (1)
- SKF - 10000 EN - Page(s) 1076 To 1097 - Spherical Roller Thrust BearingsDocument22 pagesSKF - 10000 EN - Page(s) 1076 To 1097 - Spherical Roller Thrust Bearingsbdibujante89No ratings yet
- 6000 en 07 CARB Toroidal Roller BearingDocument58 pages6000 en 07 CARB Toroidal Roller BearingM Ferry AnwarNo ratings yet
- Pulverizer and Vert Rolling MillDocument6 pagesPulverizer and Vert Rolling Millnagendra babuNo ratings yet
- Spherical Bearings enDocument32 pagesSpherical Bearings enOscar CruzNo ratings yet
- Tpi183 de en PDFDocument40 pagesTpi183 de en PDFAGNALDOJULIONo ratings yet
- Main Shaft of Two Wheerls Modelling and AnalysisDocument42 pagesMain Shaft of Two Wheerls Modelling and AnalysisAVINASHNo ratings yet
- InformationDocument117 pagesInformationMohmmed MusaNo ratings yet
- L6 RollerBearings 16-12 v2Document58 pagesL6 RollerBearings 16-12 v2Ugo PetrusNo ratings yet
- Hull Basic Training Course: Outfitting (Rudder, Hatch Cover)Document26 pagesHull Basic Training Course: Outfitting (Rudder, Hatch Cover)ding liuNo ratings yet
- NIKO Track Roller Bearing CatalogueDocument29 pagesNIKO Track Roller Bearing CataloguezhiqianxuNo ratings yet
- WWW - Skf.com Group Products Bearings-Units-Housings BallDocument1 pageWWW - Skf.com Group Products Bearings-Units-Housings BallYoni Gonzales AlarconNo ratings yet
- SUCKER ROD PUMP Fact SheetDocument9 pagesSUCKER ROD PUMP Fact Sheetsufiyan siddiquiNo ratings yet
- General BearingsDocument2 pagesGeneral BearingsFaizal JamalNo ratings yet
- 2250e 05Document114 pages2250e 05Pertamini KTBNo ratings yet
- Rolling Contact BearingsDocument45 pagesRolling Contact BearingsBin MassoudNo ratings yet
- Dubrov Diplom 455Document118 pagesDubrov Diplom 455Nenad RadovicNo ratings yet
- Bone Crusher Machine Bone Powder Machine PriceDocument3 pagesBone Crusher Machine Bone Powder Machine PriceNenad RadovicNo ratings yet
- Wild Cats of The WorldDocument28 pagesWild Cats of The WorldNenad RadovicNo ratings yet
- Wild Cats of The WorldDocument28 pagesWild Cats of The WorldNenad RadovicNo ratings yet
- Filter Belt Presses: WWW - Parnaby.co - UkDocument3 pagesFilter Belt Presses: WWW - Parnaby.co - UkNenad RadovicNo ratings yet
- Stari Zavet Velika Biblija U StripuDocument56 pagesStari Zavet Velika Biblija U StripuNenad RadovicNo ratings yet
- Vebuka 235569637 Atlas Ljekovitog BiljaDocument184 pagesVebuka 235569637 Atlas Ljekovitog BiljaNenad RadovicNo ratings yet
- Odbrana I Pad VukovaraDocument18 pagesOdbrana I Pad VukovaraNenad RadovicNo ratings yet
- Kid Crane Riding ToyDocument31 pagesKid Crane Riding ToyNenad RadovicNo ratings yet
- Atlas Lekovitog BiljaDocument184 pagesAtlas Lekovitog BiljaNenad RadovicNo ratings yet
- All Products: Sauer-Danfoss Technical LiteratureDocument21 pagesAll Products: Sauer-Danfoss Technical LiteratureNenad Radovic0% (1)
- Slovenska MitologijaDocument40 pagesSlovenska MitologijaNenad Radovic100% (1)
- Cruise Atlas 2018Document156 pagesCruise Atlas 2018Nenad RadovicNo ratings yet
- Products Catalog: 1 800 293 0070 WWW - Dutchmantreespade COMDocument12 pagesProducts Catalog: 1 800 293 0070 WWW - Dutchmantreespade COMNenad RadovicNo ratings yet
- Delegation-of-Power CasesDocument35 pagesDelegation-of-Power CasesKazzy GNo ratings yet
- NDA For Consultants Template-1Document4 pagesNDA For Consultants Template-1David Jay Mor100% (1)
- Caso 1 - Tunel Sismico BoluDocument4 pagesCaso 1 - Tunel Sismico BoluCarlos Catalán CórdovaNo ratings yet
- Enhancing LAN Using CryptographyDocument2 pagesEnhancing LAN Using CryptographyMonim Moni100% (1)
- ANSYS 14.0 Fluid Dynamics Update - Dipankar ChoudhuryDocument87 pagesANSYS 14.0 Fluid Dynamics Update - Dipankar Choudhuryj_c_garcia_d100% (1)
- C.F.A.S. Hba1C: English System InformationDocument2 pagesC.F.A.S. Hba1C: English System InformationtechlabNo ratings yet
- Manual Honda CivicDocument469 pagesManual Honda CivicshikinNo ratings yet
- Bank Soal LettersDocument17 pagesBank Soal Lettersderoo_wahidahNo ratings yet
- Class Participation 9 E7-18: Last Name - First Name - IDDocument2 pagesClass Participation 9 E7-18: Last Name - First Name - IDaj singhNo ratings yet
- TCRP Wheel Rail Noise ReportDocument220 pagesTCRP Wheel Rail Noise ReportAnonymous OmwbxkB100% (1)
- General Director AdDocument1 pageGeneral Director Adapi-690640369No ratings yet
- HP-exampleDocument30 pagesHP-exampleAnonymous 105zV1No ratings yet
- University of MauritiusDocument4 pagesUniversity of MauritiusAtish KissoonNo ratings yet
- Level of Life Skills Dev 5Document59 pagesLevel of Life Skills Dev 5MJ BotorNo ratings yet
- NATIONAL DEVELOPMENT COMPANY v. CADocument11 pagesNATIONAL DEVELOPMENT COMPANY v. CAAndrei Anne PalomarNo ratings yet
- Midterm Quiz 1 March 9.2021 QDocument5 pagesMidterm Quiz 1 March 9.2021 QThalia RodriguezNo ratings yet
- U HalliburtonDocument3 pagesU Halliburtonanas soufNo ratings yet
- Expanded Breastfeeding ActDocument9 pagesExpanded Breastfeeding ActJohn Michael CamposNo ratings yet
- Address All Ifrs 17 Calculations Across The Organization W Ith A Unified PlatformDocument4 pagesAddress All Ifrs 17 Calculations Across The Organization W Ith A Unified Platformthe sulistyoNo ratings yet
- Borang Pengesahan PembetulanDocument7 pagesBorang Pengesahan PembetulanARMIZAWANI BINTI MOHAMED BUANG (KMPH)No ratings yet
- Feeding Pipe 2'' L 20m: General Plan Al-Sabaeen Pv-Diesel SystemDocument3 pagesFeeding Pipe 2'' L 20m: General Plan Al-Sabaeen Pv-Diesel Systemمحمد الحديNo ratings yet
- 05 - SRX NatDocument44 pages05 - SRX NatLuc TranNo ratings yet
- Appraisal: From Theory To Practice: Stefano Stanghellini Pierluigi Morano Marta Bottero Alessandra Oppio EditorsDocument342 pagesAppraisal: From Theory To Practice: Stefano Stanghellini Pierluigi Morano Marta Bottero Alessandra Oppio EditorsMohamed MoussaNo ratings yet
- Cross-Compilers: / / Running ARM Grub On U-Boot On QemuDocument5 pagesCross-Compilers: / / Running ARM Grub On U-Boot On QemuSoukous LoverNo ratings yet
- D13A540, EU4SCR - Eng - 01 - 1499912Document2 pagesD13A540, EU4SCR - Eng - 01 - 1499912javed samaaNo ratings yet
- Microstrip Antennas: How Do They Work?Document2 pagesMicrostrip Antennas: How Do They Work?Tebogo SekgwamaNo ratings yet
- TCO & TCU Series Container Lifting Lugs - Intercon EnterprisesDocument4 pagesTCO & TCU Series Container Lifting Lugs - Intercon EnterprisesReda ElawadyNo ratings yet
- Call For Papers ICMIC-2016Document1 pageCall For Papers ICMIC-2016Zellagui EnergyNo ratings yet
- Diagrama Electronico EGED 285Document2 pagesDiagrama Electronico EGED 285Carlos Juarez Chunga100% (1)
- CRM (Coca Cola)Document42 pagesCRM (Coca Cola)Utkarsh Sinha67% (12)
- Bulk Material Handling: Practical Guidance for Mechanical EngineersFrom EverandBulk Material Handling: Practical Guidance for Mechanical EngineersRating: 5 out of 5 stars5/5 (1)
- Basic Digital Signal Processing: Butterworths Basic SeriesFrom EverandBasic Digital Signal Processing: Butterworths Basic SeriesRating: 5 out of 5 stars5/5 (1)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Mechanical Vibrations and Condition MonitoringFrom EverandMechanical Vibrations and Condition MonitoringRating: 5 out of 5 stars5/5 (1)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Airplane Flying Handbook: FAA-H-8083-3C (2024)From EverandAirplane Flying Handbook: FAA-H-8083-3C (2024)Rating: 4 out of 5 stars4/5 (12)
- Machinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionFrom EverandMachinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionNo ratings yet
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CFrom EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNo ratings yet
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- Cyber-Physical Systems: Foundations, Principles and ApplicationsFrom EverandCyber-Physical Systems: Foundations, Principles and ApplicationsHoubing H. SongNo ratings yet
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 3.5 out of 5 stars3.5/5 (7)
- Electrical (Generator and Electrical Plant): Modern Power Station PracticeFrom EverandElectrical (Generator and Electrical Plant): Modern Power Station PracticeRating: 4 out of 5 stars4/5 (9)
- Laminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataFrom EverandLaminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataNo ratings yet
- The Galactic Federation: Discovering the Unknown Can Be Stranger Than FictionFrom EverandThe Galactic Federation: Discovering the Unknown Can Be Stranger Than FictionNo ratings yet
- Practical Hydraulic Systems: Operation and Troubleshooting for Engineers and TechniciansFrom EverandPractical Hydraulic Systems: Operation and Troubleshooting for Engineers and TechniciansRating: 4 out of 5 stars4/5 (8)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 3.5 out of 5 stars3.5/5 (3)
- Safety Theory and Control Technology of High-Speed Train OperationFrom EverandSafety Theory and Control Technology of High-Speed Train OperationRating: 5 out of 5 stars5/5 (2)
- Chasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItFrom EverandChasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItRating: 4 out of 5 stars4/5 (25)
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideFrom EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideRating: 4 out of 5 stars4/5 (8)
- Gas Turbines: A Handbook of Air, Land and Sea ApplicationsFrom EverandGas Turbines: A Handbook of Air, Land and Sea ApplicationsRating: 4 out of 5 stars4/5 (9)