You might also like
- Distillation - How To Specify & Install Cartridge TraysDocument7 pagesDistillation - How To Specify & Install Cartridge TraysRafaelNo ratings yet
- DIY Paper Airplane Instructions DownloadDocument2 pagesDIY Paper Airplane Instructions DownloadPauloHendrix100% (1)
- Cache file structure and contentsDocument1 pageCache file structure and contentsHiruksha Yajeewa100% (1)
- Abu Dhabi Government Information Security Policy SummaryDocument40 pagesAbu Dhabi Government Information Security Policy Summarymmh771100% (3)
- Plate Hydraulic Design ExampleDocument53 pagesPlate Hydraulic Design ExampleChristopher RileyNo ratings yet
- Consider Practical Conditions For Vacuum Unit ModelingDocument6 pagesConsider Practical Conditions For Vacuum Unit ModelingstudyendlessNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Cisco ASR 5000 System Administration GuideDocument380 pagesCisco ASR 5000 System Administration Guiderohitkamahi100% (1)
- Geiger Counter TutotialDocument3 pagesGeiger Counter Tutotialapi-248437787No ratings yet
- Eclectic IqDocument17 pagesEclectic IqriyanNo ratings yet
- Properly Employ Overhead Condensers For Vacuum ColumnsDocument8 pagesProperly Employ Overhead Condensers For Vacuum ColumnsmrtiemannNo ratings yet
- Gas AbsorberDocument4 pagesGas Absorberraghavm8No ratings yet
- Basco IBC Catalog 2013Document16 pagesBasco IBC Catalog 2013Mario BarbarićNo ratings yet
- Full Vacuum Vs Half Vacuum - Chemical Plant Design & Operations - Eng-TipsDocument5 pagesFull Vacuum Vs Half Vacuum - Chemical Plant Design & Operations - Eng-TipsShantanuNo ratings yet
- Hydrocarbon Processing TOV Offer Advantages in Emergency Services PDFDocument4 pagesHydrocarbon Processing TOV Offer Advantages in Emergency Services PDFSu KaNo ratings yet
- Minimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunityDocument7 pagesMinimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunitySHINo ratings yet
- ACS Montz BrochureDocument11 pagesACS Montz BrochureMarcoAlbaNo ratings yet
- Fuel Gas SystemDocument9 pagesFuel Gas SystemAnggun RushNo ratings yet
- High Performance Trays PDFDocument9 pagesHigh Performance Trays PDFAlan ChewNo ratings yet
- Avoid Pressure-Relief System PitfallsDocument8 pagesAvoid Pressure-Relief System PitfallschublackNo ratings yet
- Tower Line Size Criteria PDFDocument1 pageTower Line Size Criteria PDFBurhanNo ratings yet
- Design Separation Columns GuideDocument8 pagesDesign Separation Columns GuideDewi ApriyaniNo ratings yet
- Engineering Practice: Systematic Piping DesignDocument8 pagesEngineering Practice: Systematic Piping Designadamaso09No ratings yet
- Internals For Packed ColumnsDocument20 pagesInternals For Packed ColumnsIng Antony Matos100% (1)
- Engineeringpractice-January2020 Compressed PDFDocument40 pagesEngineeringpractice-January2020 Compressed PDFPatricia.PNo ratings yet
- Optimizing Pressure Relief SystemsDocument6 pagesOptimizing Pressure Relief SystemssgrsthNo ratings yet
- Select Best Model Two-Phase Relief Sizing: The ForDocument9 pagesSelect Best Model Two-Phase Relief Sizing: The ForjowarNo ratings yet
- How Important Is Surface Area .?Document7 pagesHow Important Is Surface Area .?john_serafica7104No ratings yet
- Automation Engineering Practice For Pressure Definitions: AEP-32e 13 January 2010Document25 pagesAutomation Engineering Practice For Pressure Definitions: AEP-32e 13 January 2010arraziy fauzanNo ratings yet
- Role of Sparger Design in Mechanically Agitated Gas-Liquid ReacDocument8 pagesRole of Sparger Design in Mechanically Agitated Gas-Liquid ReacAriel AnnaNo ratings yet
- Thermal Cracking and Delayed Coking ProcessesDocument8 pagesThermal Cracking and Delayed Coking ProcessesAnonymous rUs4PjYo5No ratings yet
- Xu Distillation How To Push A Tower To Its Maximum Capacity PDFDocument9 pagesXu Distillation How To Push A Tower To Its Maximum Capacity PDFRajendraNo ratings yet
- Structured PackingDocument8 pagesStructured PackingUsama IqbalNo ratings yet
- Energy Optimization Using Pinch Analysis: Practical ConsiderationsDocument10 pagesEnergy Optimization Using Pinch Analysis: Practical ConsiderationsconfyNo ratings yet
- Structure PackingDocument8 pagesStructure PackingKalpesh MoreNo ratings yet
- Process Equipment Design Guidelines Chapter Ten Pressure Relief Valve Selection and Sizing (Engineering Design Guidelines)Document31 pagesProcess Equipment Design Guidelines Chapter Ten Pressure Relief Valve Selection and Sizing (Engineering Design Guidelines)einsten777No ratings yet
- CHE Facts 1211Document1 pageCHE Facts 1211kumar_chemicalNo ratings yet
- EjectorsDocument7 pagesEjectorsashirwad shetty50% (2)
- Conveying Bends Article Paul SoltDocument8 pagesConveying Bends Article Paul SoltJoel Olson100% (1)
- 4 SPE-77495-Increasing Separation Capacity With New and Proven TechnologiesDocument6 pages4 SPE-77495-Increasing Separation Capacity With New and Proven TechnologiesDavid VMNo ratings yet
- Piping Design 5 PDFDocument9 pagesPiping Design 5 PDFSandra MArrugo100% (1)
- 05 - 2 Heat Balance - Practice Problem - InstructorDocument31 pages05 - 2 Heat Balance - Practice Problem - Instructorsawitri diah ayu komala100% (2)
- TraysDocument23 pagesTraysAmgadNo ratings yet
- AlphaSEP Coalescers PDFDocument12 pagesAlphaSEP Coalescers PDFRajesh KrishnamoorthyNo ratings yet
- At-04304-Aspen ELearning Catalog 0918Document44 pagesAt-04304-Aspen ELearning Catalog 0918sashi ianNo ratings yet
- Horizontal - THREE (Revisar, Petroleum and Gas Field ProcessingDocument4 pagesHorizontal - THREE (Revisar, Petroleum and Gas Field Processingrene123456789eduardoNo ratings yet
- Distillation Column InternalsDocument16 pagesDistillation Column InternalsBon Joey BernestoNo ratings yet
- 2 Evaporator BasicsDocument2 pages2 Evaporator BasicsAntonio MendesNo ratings yet
- A I Che Weir Loading SPR 2009Document13 pagesA I Che Weir Loading SPR 2009mehul10941No ratings yet
- Ejector technology for efficient and cost effective flare gas recoveryDocument10 pagesEjector technology for efficient and cost effective flare gas recoverySdadNo ratings yet
- How to Size Liquid Ring Vacuum PumpsDocument3 pagesHow to Size Liquid Ring Vacuum PumpsdayrogNo ratings yet
- Heat Exchangers Selecting Tube Inserts For Shell and Tube (Cep) PDFDocument7 pagesHeat Exchangers Selecting Tube Inserts For Shell and Tube (Cep) PDFRicardo BecNo ratings yet
- Sulzer MTT Overall BrochureDocument12 pagesSulzer MTT Overall BrochureMatt AgonyaNo ratings yet
- Calculate Vent Sizing for Storage TanksDocument5 pagesCalculate Vent Sizing for Storage TanksSteve WanNo ratings yet
- DWC Column SimulationDocument14 pagesDWC Column SimulationFatih FıratNo ratings yet
- Multi-Effect Plate Distiller MEP SeriesDocument4 pagesMulti-Effect Plate Distiller MEP Seriesgochi bestNo ratings yet
- Refinery Energy Systems TrainingDocument208 pagesRefinery Energy Systems TrainingLuis Enrique Leyva OvalleNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- AIChE Equipment Testing Procedure - Trayed and Packed Columns: A Guide to Performance EvaluationFrom EverandAIChE Equipment Testing Procedure - Trayed and Packed Columns: A Guide to Performance EvaluationNo ratings yet
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsFrom EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahNo ratings yet
- Choosing Column InternalsDocument7 pagesChoosing Column Internalspetrolhead1No ratings yet
- Column Internals 3Document19 pagesColumn Internals 3Shyam Prasad K SNo ratings yet
- Distillation Column Tray Selection & Sizing - 1 - Separation Technologies PDFDocument22 pagesDistillation Column Tray Selection & Sizing - 1 - Separation Technologies PDFmehul10941100% (1)
- CASE 2901: Inquiry: Under What Requirements May External Loads (Forces and Bending Moments) Be Evaluated ForDocument2 pagesCASE 2901: Inquiry: Under What Requirements May External Loads (Forces and Bending Moments) Be Evaluated ForDijin MaroliNo ratings yet
- Sloleya DistillationtraysasmechanicalequipmentDocument62 pagesSloleya Distillationtraysasmechanicalequipmentmsn1981No ratings yet
- Choosing Column InternalsDocument7 pagesChoosing Column Internalspetrolhead1No ratings yet
- HARDWARE FOR TOWER INTERNALSDocument16 pagesHARDWARE FOR TOWER INTERNALSmsn1981No ratings yet
- Tower Tray Bulletin 300 Guide to Tray Types, Materials & DesignDocument28 pagesTower Tray Bulletin 300 Guide to Tray Types, Materials & DesignKamil MarszałekNo ratings yet
- Sloleya DistillationtraysasmechanicalequipmentDocument62 pagesSloleya Distillationtraysasmechanicalequipmentmsn1981No ratings yet
- HARDWARE FOR TOWER INTERNALSDocument16 pagesHARDWARE FOR TOWER INTERNALSmsn1981No ratings yet
- Sloleya DistillationtraysasmechanicalequipmentDocument62 pagesSloleya Distillationtraysasmechanicalequipmentmsn1981No ratings yet
- Choosing Column InternalsDocument7 pagesChoosing Column Internalspetrolhead1No ratings yet
- HARDWARE FOR TOWER INTERNALSDocument16 pagesHARDWARE FOR TOWER INTERNALSmsn1981No ratings yet
- Design and Rating of Trayed Distillation Columns PDFDocument45 pagesDesign and Rating of Trayed Distillation Columns PDFaliarbiNo ratings yet
- Tower Tray Bulletin 300 Guide to Tray Types, Materials & DesignDocument28 pagesTower Tray Bulletin 300 Guide to Tray Types, Materials & DesignKamil MarszałekNo ratings yet
- Design and Rating of Trayed Distillation Columns PDFDocument45 pagesDesign and Rating of Trayed Distillation Columns PDFaliarbiNo ratings yet
- Code Case 2901 - Consideration of External Loads On ASME B16.5 Standard Flanges Under ASME Code Section VIII, Division 1 & 2Document2 pagesCode Case 2901 - Consideration of External Loads On ASME B16.5 Standard Flanges Under ASME Code Section VIII, Division 1 & 2msn1981No ratings yet
- SharadDocument1 pageSharadmsn1981No ratings yet
- Ethylene c2 Splitter Tower Selection SizDocument27 pagesEthylene c2 Splitter Tower Selection Sizmsn1981No ratings yet
- CASE 2901: Inquiry: Under What Requirements May External Loads (Forces and Bending Moments) Be Evaluated ForDocument2 pagesCASE 2901: Inquiry: Under What Requirements May External Loads (Forces and Bending Moments) Be Evaluated ForDijin MaroliNo ratings yet
- CV ManojDocument3 pagesCV Manojmsn1981No ratings yet
- Separation Equipments Mod5Document34 pagesSeparation Equipments Mod5msn1981No ratings yet
- Value Engineering and Value AnalysisDocument97 pagesValue Engineering and Value AnalysisAnuj Verma100% (1)
- The Innovators DNADocument5 pagesThe Innovators DNAzia.ulhaq100% (2)
- WoodRidge D16704 - 0408Document106 pagesWoodRidge D16704 - 0408John HallowsNo ratings yet
- Service Impacting Alarm ClassificationDocument15 pagesService Impacting Alarm ClassificationNaftaliNo ratings yet
- Te MJ07Document4 pagesTe MJ07Anonymous ijGnA6CWEaNo ratings yet
- PSBDDocument7 pagesPSBDKartik KhergadeNo ratings yet
- Bioreactor Engineering module-1: Basic design and construction of a fermentor and its ancillariesDocument23 pagesBioreactor Engineering module-1: Basic design and construction of a fermentor and its ancillariesssfoodtechNo ratings yet
- Multitronic 01j A8 2003 EngDocument113 pagesMultitronic 01j A8 2003 EngEderson BJJNo ratings yet
- Marketing Strategy of BMWDocument45 pagesMarketing Strategy of BMWMohit Bhardwaj100% (1)
- Urban Economics Model For Land-Use PlanningDocument20 pagesUrban Economics Model For Land-Use PlanningInes ArozaNo ratings yet
- XVR TDocument87 pagesXVR Tarjuna1210No ratings yet
- Vehicle owner's manual essential safety guideDocument232 pagesVehicle owner's manual essential safety guideHamzah Hussain100% (2)
- Ali Campbell Complete PA Spec 2011 V8Document7 pagesAli Campbell Complete PA Spec 2011 V8Duke Smith-Holley0% (1)
- 2010 Key Determinants of Service Quality in Retail BankingDocument16 pages2010 Key Determinants of Service Quality in Retail BankinglengocthangNo ratings yet
- AcademicBulletin2015 16Document140 pagesAcademicBulletin2015 16Sreekumar KsNo ratings yet
- AIA'sDocument3 pagesAIA'sVictorNo ratings yet
- Operational Risk Business Continuity Program Management in NYC Resume Laura WilsonDocument2 pagesOperational Risk Business Continuity Program Management in NYC Resume Laura WilsonLauraWilson2No ratings yet
- Disk Shelf ds14hwg2 User GuideDocument128 pagesDisk Shelf ds14hwg2 User GuideJegan JeyarajNo ratings yet
- MG07B302 Design Guide FC 280Document104 pagesMG07B302 Design Guide FC 280Dave DuasoNo ratings yet
- Dan's Fanuc Spindle InfoDocument13 pagesDan's Fanuc Spindle InfoPham LongNo ratings yet
- KVAERNER ENERGY LTD THERMAL POWER DIVISION CSD FIELD TECHNICAL INSTRUCTIONDocument2 pagesKVAERNER ENERGY LTD THERMAL POWER DIVISION CSD FIELD TECHNICAL INSTRUCTIONChidiebere Samuel OkogwuNo ratings yet
- UART Component Examples and Interrupt-Driven Serial CommunicationDocument5 pagesUART Component Examples and Interrupt-Driven Serial CommunicationCarlos Morales CarbajalNo ratings yet
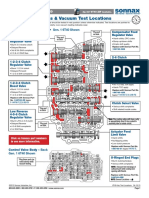
- 6T40-Vac Test LocationsDocument4 pages6T40-Vac Test LocationsMauricio Exequiel ChavezNo ratings yet
- E-Commerce 2018: Business. Technology. Society: Fourteenth EditionDocument54 pagesE-Commerce 2018: Business. Technology. Society: Fourteenth EditionCarlo WidjajaNo ratings yet