You might also like
- Polymer Fluidity Influenced by Type and Amount ofDocument5 pagesPolymer Fluidity Influenced by Type and Amount ofOumeyma HamlauiNo ratings yet
- Fabrication and Application of StainlessDocument6 pagesFabrication and Application of StainlessJarek PlaszczycaNo ratings yet
- Tham KhaoDocument12 pagesTham KhaoTuan DoNo ratings yet
- Improved Inverse Design Method For Thin-Wall Hollow Profiled Polymer Extrusion Die Based On FEM-CFD SimulationsDocument11 pagesImproved Inverse Design Method For Thin-Wall Hollow Profiled Polymer Extrusion Die Based On FEM-CFD SimulationsARSALAN AHMADNo ratings yet
- "Bottle Blow Molding" by Milind H. Mahajan, Girish M. Lonare IRJET-V6I1217Document2 pages"Bottle Blow Molding" by Milind H. Mahajan, Girish M. Lonare IRJET-V6I1217MilindMahajanNo ratings yet
- A Simulation and Fabrication Works On Optimization of High Pressure Aluminum Die Casting PartDocument3 pagesA Simulation and Fabrication Works On Optimization of High Pressure Aluminum Die Casting PartpepeNo ratings yet
- Group 1Document32 pagesGroup 1GemedaNo ratings yet
- Spin Casting Characterization Design For Runner DesignDocument9 pagesSpin Casting Characterization Design For Runner DesignuzairmetallurgistNo ratings yet
- Interacademic Collaboration Involving Higher Education Institutions in Tlaxcala and Puebla, Mexico. Presented in Collaboration with Université Clermont Auvergne (France): Case Studies of Collaborative, Multidisciplinary Applications.From EverandInteracademic Collaboration Involving Higher Education Institutions in Tlaxcala and Puebla, Mexico. Presented in Collaboration with Université Clermont Auvergne (France): Case Studies of Collaborative, Multidisciplinary Applications.No ratings yet
- Optimization of Continuous Casting Process in Steel Manufacturing IndustryDocument5 pagesOptimization of Continuous Casting Process in Steel Manufacturing IndustryrohitNo ratings yet
- The Solder Paste Printing Process: Critical Parameters, Defect Scenarios, Specifications, and Cost ReductionDocument14 pagesThe Solder Paste Printing Process: Critical Parameters, Defect Scenarios, Specifications, and Cost ReductionNurul KhomariyahNo ratings yet
- 1150Document4 pages1150russokiss77No ratings yet
- 11 20 1 SMDocument7 pages11 20 1 SMConkrang KajuNo ratings yet
- Finite Element Analysis and Design OptimDocument6 pagesFinite Element Analysis and Design OptimMuhammad HammadNo ratings yet
- Design and Manufacture of C-Clamp by Injection Molding ProcessDocument6 pagesDesign and Manufacture of C-Clamp by Injection Molding ProcessEng Stephen ArendeNo ratings yet
- A Study On Two Plate and Three Plate Mol PDFDocument7 pagesA Study On Two Plate and Three Plate Mol PDFKamleshVasavaNo ratings yet
- Application of Computational Fluid Dynamics To Design of Polymer Extrusion DiesDocument7 pagesApplication of Computational Fluid Dynamics To Design of Polymer Extrusion Dies李庆森No ratings yet
- Liu 2020Document7 pagesLiu 2020neel gajNo ratings yet
- Simulation of Die Casting Process in An Industrial Helical Gearbox Flange DieDocument6 pagesSimulation of Die Casting Process in An Industrial Helical Gearbox Flange DieBashir AsadNo ratings yet
- (Kekasaranpermukaan) IJESIT201301 51 PDFDocument7 pages(Kekasaranpermukaan) IJESIT201301 51 PDFMuhammad Tatma'inul QulubNo ratings yet
- Experimental Investigation On Spinning of Aluminum Alloy 19500 CupDocument7 pagesExperimental Investigation On Spinning of Aluminum Alloy 19500 CupArifat Ridho DionNo ratings yet
- Lab Report 2Document21 pagesLab Report 2Cherif ChokeirNo ratings yet
- Investigation of The Influence of Coating and The Tapered Entry in The Internal Forming Tapping ProcessDocument13 pagesInvestigation of The Influence of Coating and The Tapered Entry in The Internal Forming Tapping ProcessLincoln BrandãoNo ratings yet
- Manufacturing Technology-1Document23 pagesManufacturing Technology-1Pratham DakoriaNo ratings yet
- J Jmatprotec 2004 04 139Document7 pagesJ Jmatprotec 2004 04 139quickclear0No ratings yet
- Design of Porthole DiesDocument14 pagesDesign of Porthole DiesKhaledNo ratings yet
- Micro Deep Drawing of C1100 Conical-Cylindrical Cups: SciencedirectDocument6 pagesMicro Deep Drawing of C1100 Conical-Cylindrical Cups: SciencedirectHari KiranNo ratings yet
- The Influence of Cavity Deformation On The Shrinkage and Warpage of An Injection-Molded PartDocument11 pagesThe Influence of Cavity Deformation On The Shrinkage and Warpage of An Injection-Molded Part박지원No ratings yet
- BMM3643 CHP 1 Forming and Shaping Polymer ProcessesDocument30 pagesBMM3643 CHP 1 Forming and Shaping Polymer Processesemadaddin alezzaniNo ratings yet
- Manufacturing Processes - II PPT GTU LDCEDocument39 pagesManufacturing Processes - II PPT GTU LDCEAnandNo ratings yet
- Review of Casting Defect Analysis To Initiate The Improvement ProcessDocument4 pagesReview of Casting Defect Analysis To Initiate The Improvement Processshrikant mishraNo ratings yet
- Measuring of Temperature and Pressure in Injection Mold: AbstractDocument8 pagesMeasuring of Temperature and Pressure in Injection Mold: AbstractMirka LukicNo ratings yet
- ME-208 Manufacturing Technology Innovative Work: Innovation and Recent Development in Casting TechniquesDocument20 pagesME-208 Manufacturing Technology Innovative Work: Innovation and Recent Development in Casting TechniquesSubhash SharmaNo ratings yet
- Improved Gate System For Scrap Reduction in Injection - 2015 - Procedia ManufacDocument5 pagesImproved Gate System For Scrap Reduction in Injection - 2015 - Procedia ManufacJagdish KhaireNo ratings yet
- Simulative Analysis of Tube HydroformingDocument8 pagesSimulative Analysis of Tube HydroformingĐặng Quốc ĐạiNo ratings yet
- Study & Review of Design and Manufacturing of Vertical Injection Moulding Machine Prototype PartsDocument3 pagesStudy & Review of Design and Manufacturing of Vertical Injection Moulding Machine Prototype PartsAniket ChavanNo ratings yet
- Ppce Me6005-2018-Ut-1 Ans KeyDocument8 pagesPpce Me6005-2018-Ut-1 Ans KeyKrishnan VelavanNo ratings yet
- Experimental Study On Manufacturing Metal Bellows FormingDocument5 pagesExperimental Study On Manufacturing Metal Bellows FormingNayri AkbugaNo ratings yet
- Technical Report 1 - Sdb24103 (Sept 2022) Mohd Iqmal HafizDocument15 pagesTechnical Report 1 - Sdb24103 (Sept 2022) Mohd Iqmal HafiziqmalNo ratings yet
- A Review of Research in Numerical Simulation For The Glass-Pressing Process PDFDocument11 pagesA Review of Research in Numerical Simulation For The Glass-Pressing Process PDFLuis ArmadilloNo ratings yet
- Modeling and Finite Element Analysis For A Casting Defect in Thin-Wall StructuresDocument6 pagesModeling and Finite Element Analysis For A Casting Defect in Thin-Wall StructuresSeethaNo ratings yet
- Metals: Vacuum Die Casting Process and Simulation For Manufacturing 0.8 Mm-Thick Aluminum Plate With Four Maze ShapesDocument14 pagesMetals: Vacuum Die Casting Process and Simulation For Manufacturing 0.8 Mm-Thick Aluminum Plate With Four Maze Shapesrekyts31No ratings yet
- Inspection Method of Aluminium Extrusion Process: SciencedirectDocument8 pagesInspection Method of Aluminium Extrusion Process: SciencedirectMrbigbos6666No ratings yet
- Optimization of Injection Molding Manufacturing For Automotive IndustryDocument5 pagesOptimization of Injection Molding Manufacturing For Automotive IndustryJessica AlvarezNo ratings yet
- Can Manufacturing Paper 9 AprilDocument22 pagesCan Manufacturing Paper 9 AprilTysir SarhanNo ratings yet
- A Review On "Forging Defects and Its Remedies"-Http://iaetsdjaras - OrgDocument3 pagesA Review On "Forging Defects and Its Remedies"-Http://iaetsdjaras - Orgiaetsdiaetsd100% (1)
- Bottle Blow MoldingDocument3 pagesBottle Blow MoldingDANISHPREET SINGHNo ratings yet
- Micromachines 11 00428 v2Document13 pagesMicromachines 11 00428 v2Giap NguyenNo ratings yet
- Basics of Injection Molding DesignDocument12 pagesBasics of Injection Molding DesignGajender MehraNo ratings yet
- Project Final Year On The Injection Plastic ModuleDocument41 pagesProject Final Year On The Injection Plastic ModuleSajid ZeyaNo ratings yet
- Numerical Optimization of Grey C.I. Casting Using SimulationDocument5 pagesNumerical Optimization of Grey C.I. Casting Using Simulationakshay ghorpadeNo ratings yet
- (212051542) Lab 5 - Injection Moulding LaboratoryDocument9 pages(212051542) Lab 5 - Injection Moulding LaboratoryNur Anisa Wasilah Binti Mohd Noor ShahrinNo ratings yet
- 36 Ijmperddec201836Document8 pages36 Ijmperddec201836TJPRC PublicationsNo ratings yet
- Design of Family Mould Tool For Plastic BoxDocument4 pagesDesign of Family Mould Tool For Plastic BoxEditor IJTSRDNo ratings yet
- Design of Singe Impression Injection Mould For Lower Bearing Cover IJERTV4IS050974Document5 pagesDesign of Singe Impression Injection Mould For Lower Bearing Cover IJERTV4IS050974Harshvardhan KharatNo ratings yet
- Research Paper Optimization To Improve The Quality of Centrifugal Casting by Grey Fuzzy MethodDocument3 pagesResearch Paper Optimization To Improve The Quality of Centrifugal Casting by Grey Fuzzy Methodavnishchauhan8_46499No ratings yet
- Optimizing Flow in Plastic Injection MoldingDocument9 pagesOptimizing Flow in Plastic Injection MoldingThang NguyenNo ratings yet
- Topic 4Document21 pagesTopic 4nizamgaming350No ratings yet
- Modeling of Plasticating Injection Molding - Experimental AssessmentDocument14 pagesModeling of Plasticating Injection Molding - Experimental AssessmentDavid StefanNo ratings yet
- Chemical Cross ReferenceDocument7 pagesChemical Cross ReferenceGreg PanganNo ratings yet
- Rhein Chemie - Products For Rubber IndustriesDocument36 pagesRhein Chemie - Products For Rubber IndustriesMarcos ROSSINo ratings yet
- Improvement of The Crosslinking of PolychloropreneDocument8 pagesImprovement of The Crosslinking of PolychloropreneMarcos ROSSINo ratings yet
- Baypren New Development With Old PolymerDocument30 pagesBaypren New Development With Old PolymerMarcos ROSSINo ratings yet
- Venderbilt Rubber HandbookDocument987 pagesVenderbilt Rubber HandbookDaikinllc100% (3)
- Antioxidants - MELROB - RubberDocument6 pagesAntioxidants - MELROB - RubberMarcos ROSSINo ratings yet
- The Impact of Antiozonants On Rubber-to-Metal Adhesion, Part 2 - LORD CorpDocument18 pagesThe Impact of Antiozonants On Rubber-to-Metal Adhesion, Part 2 - LORD CorpMarcos ROSSINo ratings yet
- Full Doc PDFDocument636 pagesFull Doc PDFMeryl PalenciaNo ratings yet
- Elastic Modulus MeasurementDocument100 pagesElastic Modulus MeasurementMarcos Antonio RossiNo ratings yet
- Vulkanox 3100: IdentificationDocument3 pagesVulkanox 3100: IdentificationMarcos ROSSINo ratings yet
- Chemicals of High Concern List (Sorted Alphabetically)Document125 pagesChemicals of High Concern List (Sorted Alphabetically)Marcos ROSSINo ratings yet
- Compounds Useful As Stabilising Agents For Rubber VulcanisatesDocument35 pagesCompounds Useful As Stabilising Agents For Rubber VulcanisatesMarcos ROSSINo ratings yet
- Openstax - Chemistry - FullDocument1,395 pagesOpenstax - Chemistry - Fulli. g.No ratings yet
- Vulkanox 4030: ® Product Description Supply Form Product CharacteristicsDocument1 pageVulkanox 4030: ® Product Description Supply Form Product CharacteristicsMarcos ROSSINo ratings yet
- Ubber Hemicals: Flexzone 4L Antioxidant / AntiozonantDocument1 pageUbber Hemicals: Flexzone 4L Antioxidant / AntiozonantMarcos ROSSINo ratings yet
- Fast Analysis Method For Rubber Chemical AntidegradantsDocument6 pagesFast Analysis Method For Rubber Chemical AntidegradantsMarcos ROSSINo ratings yet
- The Effect of Antiozonants On Rubber-to-Metal Adhesion, Part 1 - LORD CorpDocument11 pagesThe Effect of Antiozonants On Rubber-to-Metal Adhesion, Part 1 - LORD CorpMarcos ROSSINo ratings yet
- Vulkanox® Products & Applications - Overview: Grade Name Description LinksDocument1 pageVulkanox® Products & Applications - Overview: Grade Name Description LinksMarcos ROSSINo ratings yet
- MSA Reference Manual 4th EditionDocument241 pagesMSA Reference Manual 4th EditionMukhammadali Shukuraliev100% (2)
- MSA 4th EditionDocument54 pagesMSA 4th EditionMarcos ROSSINo ratings yet
- Flexzone 4L Antiozonant: TechnicalDocument2 pagesFlexzone 4L Antiozonant: TechnicalMarcos ROSSINo ratings yet
- Flexsys Santoflex 77PDDocument5 pagesFlexsys Santoflex 77PDMarcos ROSSINo ratings yet
- High Production Volume Status of Chemicals On The 2019Document20 pagesHigh Production Volume Status of Chemicals On The 2019Marcos ROSSINo ratings yet
- Santoflex (TM) 77PD: Safety Data SheetDocument13 pagesSantoflex (TM) 77PD: Safety Data SheetMarcos ROSSI100% (1)
- Chemicals of High Concern List (Sorted Alphabetically)Document125 pagesChemicals of High Concern List (Sorted Alphabetically)Marcos ROSSINo ratings yet
- A2S Phenols AromaticsDocument62 pagesA2S Phenols AromaticsMarcos ROSSINo ratings yet
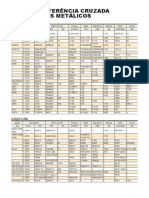
- Lista de Referência Cruzada de Materiais Metálicos: Aço CarbonoDocument4 pagesLista de Referência Cruzada de Materiais Metálicos: Aço CarbonoMarcos ROSSINo ratings yet
- Hand Safety HandbookDocument38 pagesHand Safety HandbookMarcos ROSSINo ratings yet
- Industrial ChemistryDocument168 pagesIndustrial ChemistryAbdullah Sabry AzzamNo ratings yet
- HSN7471-75 R449A t0 - 35 TC 45Document2 pagesHSN7471-75 R449A t0 - 35 TC 45KritsdaNo ratings yet
- Sa 29 PDFDocument26 pagesSa 29 PDFRaju SkNo ratings yet
- Additive Sunset YellowDocument2 pagesAdditive Sunset YellowMohammad RofikNo ratings yet
- Ficha Tecnica - Lana Mineral ThermafiberDocument2 pagesFicha Tecnica - Lana Mineral ThermafiberJeshua Diego BarrientosNo ratings yet
- SpecsDocument5 pagesSpecsGo farNo ratings yet
- SteelBook PlateDocument9 pagesSteelBook PlatePageduesca RouelNo ratings yet
- Heat Tracing Catalog DataDocument160 pagesHeat Tracing Catalog Datalam266No ratings yet
- BBA Glasroc XDocument11 pagesBBA Glasroc XGibbs PerNo ratings yet
- Folded Plate StructureDocument4 pagesFolded Plate StructureSonal Sharma50% (2)
- 4 - Class Notes (CH-101 &CH-201) Module-4 - PolymerizationDocument9 pages4 - Class Notes (CH-101 &CH-201) Module-4 - PolymerizationMtabazi SahiniNo ratings yet
- Rendercon ChemDocument4 pagesRendercon ChemHarshvardhan PathakNo ratings yet
- Module 3Document27 pagesModule 3justineNo ratings yet
- BKC4543 Environmental EngineeringDocument16 pagesBKC4543 Environmental EngineeringHarshini SivanganamNo ratings yet
- Solid State Physics - Ii: Dr. N.Balasundari Assistant Professor Physics Department Sri K.G.S Arts College SrivaikundamDocument112 pagesSolid State Physics - Ii: Dr. N.Balasundari Assistant Professor Physics Department Sri K.G.S Arts College SrivaikundamGamma FactsNo ratings yet
- Rizal Technological University Pasig Senior High School: Title PageDocument68 pagesRizal Technological University Pasig Senior High School: Title PageChristian KhalilNo ratings yet
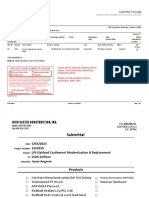
- Submittal Package 74-07 46 46-00 - Mineral-Fiber Cement Siding NET - 230622Document56 pagesSubmittal Package 74-07 46 46-00 - Mineral-Fiber Cement Siding NET - 230622Apple CabreraNo ratings yet
- Asme Codes: Section IDocument2 pagesAsme Codes: Section IChamboo ChapsNo ratings yet
- Petrochemicals SbuDocument4 pagesPetrochemicals SbuAbhishek MishraNo ratings yet
- Sustainable Post-Consumer Diaper Recycler: Designer: Bei-Ren Wu, Miley Tsai, Sz-Chwun John HwangDocument22 pagesSustainable Post-Consumer Diaper Recycler: Designer: Bei-Ren Wu, Miley Tsai, Sz-Chwun John HwangluisNo ratings yet
- Homogeneous and Structured PCD-WC-Co Materials For DrillingDocument9 pagesHomogeneous and Structured PCD-WC-Co Materials For Drillingdan_cunningham_15No ratings yet
- ASTM D4767 (TriaxialCU) PDFDocument11 pagesASTM D4767 (TriaxialCU) PDFgtddyNo ratings yet
- Reviewer (PHYSICAL SCIENCE)Document9 pagesReviewer (PHYSICAL SCIENCE)Alexis Joy P. DangoNo ratings yet
- Smart Material and Intelligent System Design (NOC19-ME68) : Assignment 2Document5 pagesSmart Material and Intelligent System Design (NOC19-ME68) : Assignment 2Prakash Singh100% (2)
- SFS Solid Front Process Pressure GaugeDocument2 pagesSFS Solid Front Process Pressure GaugeTlehony HaryNo ratings yet
- Appendix A3Document6 pagesAppendix A3Thomas Stephen100% (1)
- SP-2092 - GRP Specification Qualification and ManufacturingDocument47 pagesSP-2092 - GRP Specification Qualification and Manufacturingchandana kumar100% (2)
- 8 - Inorganic Salt AnalysisDocument95 pages8 - Inorganic Salt AnalysisArkaNo ratings yet
- Banan Fiber PDFDocument19 pagesBanan Fiber PDFtulasi saladiNo ratings yet
- Physical Chemistry I (100 Items)Document14 pagesPhysical Chemistry I (100 Items)Mark Ryan Tripole67% (3)