You might also like
- Engineering Applications: A Project Resource BookFrom EverandEngineering Applications: A Project Resource BookRating: 2.5 out of 5 stars2.5/5 (1)
- Casting Process OverviewDocument46 pagesCasting Process OverviewHarish KumarNo ratings yet
- Manufacturing TechnologyDocument27 pagesManufacturing TechnologymuthupuviNo ratings yet
- Outcomes:: Pec / Dome / Ii Year-Mechanical Engineering / Iii Sem / Me 6302: Manufacturing Technology - IDocument68 pagesOutcomes:: Pec / Dome / Ii Year-Mechanical Engineering / Iii Sem / Me 6302: Manufacturing Technology - IDineshNo ratings yet
- Manufacturing Science and Technology: July 2017Document53 pagesManufacturing Science and Technology: July 2017Gyg GtgNo ratings yet
- 257 - Basic Manufacturing Processes-Ilovepdf-Compressed PDFDocument112 pages257 - Basic Manufacturing Processes-Ilovepdf-Compressed PDFsoul tunesNo ratings yet
- 1 Expendable and Permanent Moulding ProcessesDocument275 pages1 Expendable and Permanent Moulding Processesvasanthakumarsk17No ratings yet
- Regulation 2013 Me 6352 Manufacturing Technology Notes - PmsDocument164 pagesRegulation 2013 Me 6352 Manufacturing Technology Notes - PmsSubramanian PmNo ratings yet
- Manufacturing ProcessesDocument136 pagesManufacturing ProcessesArijit GhoshNo ratings yet
- Innovative Casting TechniquesDocument20 pagesInnovative Casting TechniquesSubhash SharmaNo ratings yet
- Topic 4Document21 pagesTopic 4nizamgaming350No ratings yet
- Manufacturing Engineering IDocument6 pagesManufacturing Engineering Iamin ahmedNo ratings yet
- Brass Flange CastingDocument10 pagesBrass Flange CastingManjunath ReddyNo ratings yet
- Unit 1 Metal Casting ProcessesDocument115 pagesUnit 1 Metal Casting ProcessesMadhav MaheshwariNo ratings yet
- 19ME302 - Module 1 NotesDocument41 pages19ME302 - Module 1 NotesLikhith Kumar NNo ratings yet
- Manufacturing Process: I Semester ES-119Document170 pagesManufacturing Process: I Semester ES-119sayan halderNo ratings yet
- MP 24july PDFDocument130 pagesMP 24july PDFMaloth PrakashNo ratings yet
- Emg 4102 CN 1Document3 pagesEmg 4102 CN 1MaxwellNo ratings yet
- FINAL MCW-17ME35A - Notes PDFDocument108 pagesFINAL MCW-17ME35A - Notes PDFAMOGHNo ratings yet
- Unit I Sand CastingDocument36 pagesUnit I Sand CastingSrinivas Gowda100% (1)
- ME 203 Manufacturing Technology: V. ThulasikanthDocument77 pagesME 203 Manufacturing Technology: V. ThulasikanthRaghav satijaNo ratings yet
- Workshop FoundryDocument13 pagesWorkshop FoundryBOLLYWOOD LIFESTYLENo ratings yet
- Manufacturing Technology - I Course ID: ME 222 (3-0-0-6)Document33 pagesManufacturing Technology - I Course ID: ME 222 (3-0-0-6)captain indiaNo ratings yet
- Final Assignment AMPDocument9 pagesFinal Assignment AMPMebrahtom LuelNo ratings yet
- Introduction To Powder Metallurgy A ReviDocument7 pagesIntroduction To Powder Metallurgy A ReviFerry SetiawanNo ratings yet
- ME6352 Manufacturing Technolgy: Unit I Casting 8Document54 pagesME6352 Manufacturing Technolgy: Unit I Casting 8Aravind PhoenixNo ratings yet
- Sand Casting Lit ReDocument77 pagesSand Casting Lit ReIxora MyNo ratings yet
- Foundry ReportDocument7 pagesFoundry Reportmcdonald juma0% (1)
- MFT-I 2marks 16 MarksDocument46 pagesMFT-I 2marks 16 Markssjcet mech hodNo ratings yet
- MET 275-Welding and MachiningDocument200 pagesMET 275-Welding and MachiningfaizuNo ratings yet
- Recent Development in Casting Technology: A Pragmatic ReviewDocument13 pagesRecent Development in Casting Technology: A Pragmatic Reviewchandika herathNo ratings yet
- Man TechDocument40 pagesMan TechnoraNo ratings yet
- Foundary ShopDocument5 pagesFoundary Shopprince prosaNo ratings yet
- Lab Sheet PDFDocument8 pagesLab Sheet PDFFaizMuhamadZainNo ratings yet
- Lab Session 05 - Sand CastingDocument5 pagesLab Session 05 - Sand CastingZaid BaigNo ratings yet
- Foundry Experiment - Aluminium Sand CastingDocument4 pagesFoundry Experiment - Aluminium Sand CastingRaj PratyushNo ratings yet
- ME 2201 - Manufacturing Technology-IDocument147 pagesME 2201 - Manufacturing Technology-IMahendra Babu MekalaNo ratings yet
- Unit - 1 Metal Casting Processes-NVRDocument287 pagesUnit - 1 Metal Casting Processes-NVRPrashon GNo ratings yet
- A Review of Advanced Casting Techniques: ISSN 0976-2973 (Print) 2321-581X (Online)Document7 pagesA Review of Advanced Casting Techniques: ISSN 0976-2973 (Print) 2321-581X (Online)Nairo MejiaNo ratings yet
- A Finite Element Method Based Analysis of Casting Solidification Onpermanent Metallic ModelsDocument10 pagesA Finite Element Method Based Analysis of Casting Solidification Onpermanent Metallic ModelsseenisitNo ratings yet
- ManufacturingTechnology 15ME202Document510 pagesManufacturingTechnology 15ME202Mohan Raj PNo ratings yet
- Introduction, Press & MachiningDocument327 pagesIntroduction, Press & MachiningLucky DagaNo ratings yet
- Warpage in Casting - A ReviewDocument7 pagesWarpage in Casting - A Reviewlaukik_rautNo ratings yet
- Topic 1-Introduction To Manufacturing Processes 1Document28 pagesTopic 1-Introduction To Manufacturing Processes 1lihinNo ratings yet
- Assignment No-01 Machine Element: Fundamental Rules For The Selection and Planning of A Manufacturing ProcessDocument10 pagesAssignment No-01 Machine Element: Fundamental Rules For The Selection and Planning of A Manufacturing ProcessTushar PingateNo ratings yet
- Adama Science and Technology University: School of Mechanical, Chemical & Materials EngineeringDocument12 pagesAdama Science and Technology University: School of Mechanical, Chemical & Materials EngineeringAbel MeketaNo ratings yet
- 1188-Article Text-5152-1-10-20190406Document7 pages1188-Article Text-5152-1-10-20190406careta2007No ratings yet
- Metal Casting Defects and PreventionDocument11 pagesMetal Casting Defects and PreventionazizsultanNo ratings yet
- Thivaagar Segeranazan (Sheet Metal Report)Document18 pagesThivaagar Segeranazan (Sheet Metal Report)thivaagaarNo ratings yet
- Question Paper Code: 21557: Expendable Mold Permanent MoldDocument20 pagesQuestion Paper Code: 21557: Expendable Mold Permanent MoldAnson AntonyNo ratings yet
- Optimization of Shrinkage Porosity in Grinding Media Balls by Casting Design Modification and Simulation Technique-IJRASETDocument12 pagesOptimization of Shrinkage Porosity in Grinding Media Balls by Casting Design Modification and Simulation Technique-IJRASETIJRASETPublicationsNo ratings yet
- Simulation of Shrinkage - IJETT - International Journal of EngineeringDocument5 pagesSimulation of Shrinkage - IJETT - International Journal of EngineeringBasyirNo ratings yet
- Mce516 Lecture Note 1Document98 pagesMce516 Lecture Note 1Edward JNo ratings yet
- NPTL CompressedDocument228 pagesNPTL CompressedAniketan kumar Singh - EC-32No ratings yet
- 4802 Major Gabrys 2022 Effect of The Biodegradable ComponeDocument14 pages4802 Major Gabrys 2022 Effect of The Biodegradable ComponeXantos YulianNo ratings yet
- Design and Development of A Permanent MoDocument7 pagesDesign and Development of A Permanent MoUzoghelu InnocentNo ratings yet
- Mold Flow Analysis & Injection Mold Tool of Plastic ModelDocument9 pagesMold Flow Analysis & Injection Mold Tool of Plastic ModelDhika PurnomoNo ratings yet
- Lec 2 Fundamental of Casting 1Document36 pagesLec 2 Fundamental of Casting 1Sherif El-soudyNo ratings yet
- CastingDocument21 pagesCastingVinitJoryNo ratings yet
- Materials Chemistry and Physics: Y.Y. Song, X.Y. Li, L.J. Rong, Y.Y. Li, T. NagaiDocument7 pagesMaterials Chemistry and Physics: Y.Y. Song, X.Y. Li, L.J. Rong, Y.Y. Li, T. NagaiEdward Giovanni Rodriguez AriasNo ratings yet
- CHEM253 Exp. 09 Hydrodistillation of Essential OilsDocument8 pagesCHEM253 Exp. 09 Hydrodistillation of Essential Oilskhan aarifNo ratings yet
- Crude Oil Pipeline CalculationDocument104 pagesCrude Oil Pipeline CalculationHendra Yudistira100% (3)
- Msds NonaneDocument5 pagesMsds Nonanenirmal_subudhiNo ratings yet
- Modular Aftertreatment System BrochureDocument4 pagesModular Aftertreatment System BrochureSalatyelNo ratings yet
- EllinghamDocument19 pagesEllinghamJuan Ignacio GonzálezNo ratings yet
- CAFAM BasicReportDocument135 pagesCAFAM BasicReportDaniel R. CC AIRESNo ratings yet
- Metabólica Review 1Document50 pagesMetabólica Review 1Eduardo Alonso Lopez OrnelasNo ratings yet
- OGA - Chemical Series - Soda Ash Market Outlook 2019-2025Document20 pagesOGA - Chemical Series - Soda Ash Market Outlook 2019-2025ambarish ramNo ratings yet
- Principles of Drug DistributionDocument55 pagesPrinciples of Drug DistributionSunil100% (3)
- MIL-DTL-38999 Thermocouple Contacts & Sealing PlugsDocument8 pagesMIL-DTL-38999 Thermocouple Contacts & Sealing PlugssasikalaNo ratings yet
- Essentials of Human Anatomy and Physiology 12th Edition Marieb Test BankDocument26 pagesEssentials of Human Anatomy and Physiology 12th Edition Marieb Test BankKevinRobertsbfak100% (46)
- Casein: The Chief Protein in MilkDocument4 pagesCasein: The Chief Protein in MilkalfidaNo ratings yet
- Ezeh Amara's Project1Document16 pagesEzeh Amara's Project1Amara EzehNo ratings yet
- Iron Ore Pellet Is at IonDocument19 pagesIron Ore Pellet Is at Ionvivekojha14645100% (1)
- 9700 BIOLOGY: MARK SCHEME For The October/November 2015 SeriesDocument11 pages9700 BIOLOGY: MARK SCHEME For The October/November 2015 SeriesNerminNo ratings yet
- E 378 - 97Document4 pagesE 378 - 97ruben carcamoNo ratings yet
- Identification of The Byzantine Encaustic Mural Painting in EgyptDocument14 pagesIdentification of The Byzantine Encaustic Mural Painting in EgyptVictor Hugo EsquivelNo ratings yet
- CDI Packing Design GuideDocument12 pagesCDI Packing Design GuideJIMNo ratings yet
- Safety CatalogDocument107 pagesSafety CatalogMiguel G V PNo ratings yet
- Ink ChemistryDocument38 pagesInk ChemistryBharati100% (1)
- Thermodynamic Evaluation and Optimization of The Li, Na, K, MG, Ca//F, CL Reciprocal System Using The Modified Quasi-Chemical ModelDocument14 pagesThermodynamic Evaluation and Optimization of The Li, Na, K, MG, Ca//F, CL Reciprocal System Using The Modified Quasi-Chemical ModelPérsio Mozart PintoNo ratings yet
- REDA Continuum LF Product Sheet - 7483196 - 01Document1 pageREDA Continuum LF Product Sheet - 7483196 - 01Andi PermanaNo ratings yet
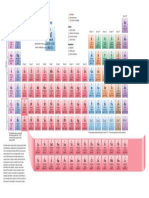
- Periodic TableDocument1 pagePeriodic TableChemist MookaNo ratings yet
- American Material SpecificationsDocument1 pageAmerican Material Specificationsrajdeep_saha_1No ratings yet
- A) Linear Sweep VoltammetryDocument2 pagesA) Linear Sweep VoltammetryGIRMA SELALE GELETANo ratings yet
- Operation With Ceramic Membrane Filtration System For DWTP in JapanDocument6 pagesOperation With Ceramic Membrane Filtration System For DWTP in JapanmadithakNo ratings yet
- Tds - BariteDocument1 pageTds - Bariteaditya imansyahNo ratings yet
- Slurry Rheology Prediction Based On Hyperspectral Character - 2017 - Minerals enDocument9 pagesSlurry Rheology Prediction Based On Hyperspectral Character - 2017 - Minerals enjvchiqueNo ratings yet
- Material Safety Data Sheet: Production IdentificationDocument6 pagesMaterial Safety Data Sheet: Production IdentificationFarmaceuticaNo ratings yet