You might also like
- Soldering electronic circuits: Beginner's guideFrom EverandSoldering electronic circuits: Beginner's guideRating: 4.5 out of 5 stars4.5/5 (9)
- Coils and Electronics: Catalog HY15-3502/USDocument27 pagesCoils and Electronics: Catalog HY15-3502/USPartsGopher.comNo ratings yet
- Component Identification 2012Document22 pagesComponent Identification 2012kimbalsummers801No ratings yet
- SSSSSMMMMRTTTTTDocument8 pagesSSSSSMMMMRTTTTTshashishashank949No ratings yet
- Surface Mount TechnologyDocument138 pagesSurface Mount Technologynksharma44100% (2)
- Building Pedals Crash CourseDocument10 pagesBuilding Pedals Crash Courseliveanddirect60% (5)
- Digital Clock CircuitDocument40 pagesDigital Clock CircuitdatmawgabwoyNo ratings yet
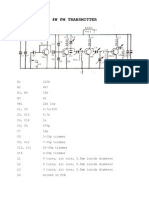
- 4 Watt FM TransmitterDocument5 pages4 Watt FM TransmitterPrasad DeshpandeNo ratings yet
- Flex-Circuit Soldering and Assembly Tutorial and NotesDocument18 pagesFlex-Circuit Soldering and Assembly Tutorial and NotescaptnskydiverNo ratings yet
- Soldering and DesolderingDocument24 pagesSoldering and DesolderingMedley CharlesNo ratings yet
- Fuji Finepix s5200 s5600Document121 pagesFuji Finepix s5200 s5600zilikonNo ratings yet
- Crash Course - Guitar PedalsDocument11 pagesCrash Course - Guitar PedalsFabian100% (1)
- TTSH Version 4 Build Guide v1 - 2Document41 pagesTTSH Version 4 Build Guide v1 - 2Loli BreederNo ratings yet
- E Plus Kit ManualDocument27 pagesE Plus Kit ManualJCMNo ratings yet
- Assembling SRD Products Onto Customers' PwbsDocument23 pagesAssembling SRD Products Onto Customers' PwbsILikeScribd5050No ratings yet
- Transformers Manufacturing Process - Electrical Controls & Switchgear LTDDocument8 pagesTransformers Manufacturing Process - Electrical Controls & Switchgear LTDRaghavendra M RNo ratings yet
- Construction Hints and TechniquesDocument8 pagesConstruction Hints and Techniquesbayman66No ratings yet
- HCD Cpx11 SMDocument78 pagesHCD Cpx11 SMNelu FnNo ratings yet
- AN3025Document2 pagesAN3025PalmNo ratings yet
- Soldering Guidelines: Solder0 R0.1Document24 pagesSoldering Guidelines: Solder0 R0.1srtrtyrtNo ratings yet
- Application Note: Transistor Mounting and SolderingDocument2 pagesApplication Note: Transistor Mounting and SolderingJakaTingKingNo ratings yet
- Surface-Mount Technology: HistoryDocument11 pagesSurface-Mount Technology: Historyulf8014100% (1)
- Component IdentificationDocument22 pagesComponent Identificationjactopple0% (1)
- Manuale Saldatura WellerDocument0 pagesManuale Saldatura WellerTorero CamomilloNo ratings yet
- Surface Mount Technology (SMT)Document68 pagesSurface Mount Technology (SMT)Lishan JayanathNo ratings yet
- General Construction & Assembly Techniques For Our Kits: Common PracticesDocument6 pagesGeneral Construction & Assembly Techniques For Our Kits: Common PracticesDavid M.No ratings yet
- Fujifilm Finepix s9000 s9500 SM ET 1Document147 pagesFujifilm Finepix s9000 s9500 SM ET 1newionNo ratings yet
- Soldering TechniqueDocument23 pagesSoldering TechniquemokongNo ratings yet
- 4w FM TransmitterDocument9 pages4w FM TransmitterMantas PauliukonisNo ratings yet
- Distribution Overhead Polymer Insulators Sec13 EnergycatDocument8 pagesDistribution Overhead Polymer Insulators Sec13 EnergycatCarlos FernandezNo ratings yet
- KAT-KIT Deacy Amp Assembly and Test InstructionsDocument22 pagesKAT-KIT Deacy Amp Assembly and Test InstructionsAntony Sebastián Villalobos CataldoNo ratings yet
- 80M 40M Receiver Manual FinalDocument19 pages80M 40M Receiver Manual FinalcasagrandeNo ratings yet
- Contact Welders GuideDocument13 pagesContact Welders GuideValvemakerNo ratings yet
- Month Marine Engineering at The Operational LevelDocument79 pagesMonth Marine Engineering at The Operational LevelMum ZetaNo ratings yet
- Tcp50s60 Panasonic ServiceDocument55 pagesTcp50s60 Panasonic ServiceJim EzellNo ratings yet
- Soldering TipsDocument14 pagesSoldering TipsFelimar CalaNo ratings yet
- Ap02014 R1 SolderingDocument7 pagesAp02014 R1 SolderingBernz Apura FernandezNo ratings yet
- Otalgiafx: "Overdrive Based On The Vox V1901 Overdrive"Document8 pagesOtalgiafx: "Overdrive Based On The Vox V1901 Overdrive"Hans stroffelNo ratings yet
- PicoKeyer Plus 080501Document10 pagesPicoKeyer Plus 080501diney m e willemenNo ratings yet
- Nec Schott SefuseDocument20 pagesNec Schott SefuseJuan Pablo AmadorNo ratings yet
- Mep July 23Document24 pagesMep July 23chandramohandass22No ratings yet
- STM 800 BuildDocument17 pagesSTM 800 BuildKevin Montañez Huaman0% (1)
- Power Supply Kit: Model Xp-720KDocument20 pagesPower Supply Kit: Model Xp-720Kjulian2109No ratings yet
- Light Switch: General DescriptionDocument4 pagesLight Switch: General DescriptionPranusha AdiviNo ratings yet
- Acknowledgment: SHIVANSH KANSAL (1209099) VISHAL KAKKAR (1209121) VARUN HOODA (1209113)Document59 pagesAcknowledgment: SHIVANSH KANSAL (1209099) VISHAL KAKKAR (1209121) VARUN HOODA (1209113)Shivansh KansalNo ratings yet
- Final File of Comp HRDWR 8 PracticlsDocument21 pagesFinal File of Comp HRDWR 8 Practiclssheoran3No ratings yet
- Types of SMD Components and How To Identify ThemDocument9 pagesTypes of SMD Components and How To Identify ThemjackNo ratings yet
- 14 Practicals of Computer HardwareDocument52 pages14 Practicals of Computer Hardwaresheoran3No ratings yet
- Electronics/ETI THE Soldering: EverydayDocument48 pagesElectronics/ETI THE Soldering: EverydayRobson DiasNo ratings yet
- Sony CFD g555cp g555cpkDocument70 pagesSony CFD g555cp g555cpkCarlos PadillaNo ratings yet
- Soldering and Disoldering Techniques-1Document32 pagesSoldering and Disoldering Techniques-1noelmartin006No ratings yet
- Installation Manual - Dodge Spirit RTDocument20 pagesInstallation Manual - Dodge Spirit RTalfredoNo ratings yet
- 63-2823 Operator's Ready ReferenceDocument24 pages63-2823 Operator's Ready ReferenceHannah G. PiedraNo ratings yet
- Training Report On Basic Electronics and Robotics.Document40 pagesTraining Report On Basic Electronics and Robotics.Devendra Jadav50% (2)
- Piping BasicDocument37 pagesPiping Basicaliyildizx17730100% (1)
- DLP Panasonic Pt50dl54 Pt60dl54Document93 pagesDLP Panasonic Pt50dl54 Pt60dl54SonnyandDawn BerryNo ratings yet
- Soldering PrectiDocument12 pagesSoldering PrectiDhaval V BhatasanaNo ratings yet
- Beginning Digital Electronics through ProjectsFrom EverandBeginning Digital Electronics through ProjectsRating: 5 out of 5 stars5/5 (1)
- 2014.02 Advantages Silicone RubberDocument28 pages2014.02 Advantages Silicone Rubberstan zlatNo ratings yet
- Samenvatting Sterkteleer BASFDocument86 pagesSamenvatting Sterkteleer BASFdroessaert_stijnNo ratings yet
- Blender Cheatsheet v1Document7 pagesBlender Cheatsheet v1frankjoss100% (1)
- Guide To Great Logos v1Document222 pagesGuide To Great Logos v1Jhonatan Medina95% (19)
- Blender 2-93 Hotkey Sheet v8 ColorDocument12 pagesBlender 2-93 Hotkey Sheet v8 ColorCoder ZealotNo ratings yet
- Chapter 12-ModifiersDocument7 pagesChapter 12-Modifiersstan zlatNo ratings yet
- Blender Cheat SheetDocument6 pagesBlender Cheat Sheetstan zlatNo ratings yet
- Dissertation Conflit Israelo PalestinienDocument7 pagesDissertation Conflit Israelo PalestinienPaySomeoneToWriteAPaperForMeUK100% (2)
- Rack & Pinion DesignDocument9 pagesRack & Pinion Designmannu057No ratings yet
- BT JOE Quiz 4 MasonryDocument1 pageBT JOE Quiz 4 Masonrycorazon phil100% (1)
- Pink & Green Colorful Vintage Aesthetic Minimalist Manhwa Interior Decor Illustration Work From Home Basic PresentationDocument221 pagesPink & Green Colorful Vintage Aesthetic Minimalist Manhwa Interior Decor Illustration Work From Home Basic PresentationHứa Nguyệt VânNo ratings yet
- The Baldur's Gate Series 1 - Baldur GateDocument125 pagesThe Baldur's Gate Series 1 - Baldur GateJustin MooreNo ratings yet
- Value For Money Analysis.5.10.12Document60 pagesValue For Money Analysis.5.10.12Jason SanchezNo ratings yet
- Case Study 6Document6 pagesCase Study 6Shaikh BilalNo ratings yet
- Multiple Choice Questions: This Activity Contains 15 QuestionsDocument4 pagesMultiple Choice Questions: This Activity Contains 15 QuestionsRaman Kulkarni100% (1)
- Contacts Modeling in AnsysDocument74 pagesContacts Modeling in Ansyssudhirm16100% (2)
- Management Information SystemDocument65 pagesManagement Information SystemMuhammad FaizanNo ratings yet
- 66 Essential Phrasal Verbs EnglishDocument6 pages66 Essential Phrasal Verbs EnglishNarcisVega100% (15)
- ToRs ESIA Maputo Sewerage System FinalDocument36 pagesToRs ESIA Maputo Sewerage System FinalVirgilio MuandoNo ratings yet
- Gas Pressure Reduction StationDocument2 pagesGas Pressure Reduction StationMathias OnosemuodeNo ratings yet
- Muetd - Session 3 - 2022 - 030716-08-1238 2Document1 pageMuetd - Session 3 - 2022 - 030716-08-1238 2Laila HaliliNo ratings yet
- Anatomy Book For DoctorsDocument3 pagesAnatomy Book For DoctorsMuhammad JunaidNo ratings yet
- Rural MarketingDocument25 pagesRural MarketingMohd. Farhan AnsariNo ratings yet
- Gta 07-10-002 Advanced Infantry MarksmanshipDocument2 pagesGta 07-10-002 Advanced Infantry MarksmanshipMark CheneyNo ratings yet
- Ac-Ppt On Crystal OscillatorDocument10 pagesAc-Ppt On Crystal OscillatorRitika SahuNo ratings yet
- Basic English Grammar ChartDocument3 pagesBasic English Grammar Chartm1eme1mNo ratings yet
- Primax Solar Energy CatalogueDocument49 pagesPrimax Solar Energy CatalogueSalman Ali QureshiNo ratings yet
- Scenario - Taxation 2019 UNISA - Level 1 Test 4Document7 pagesScenario - Taxation 2019 UNISA - Level 1 Test 4Tyson RuvengoNo ratings yet
- Real Estate License AgreementDocument2 pagesReal Estate License AgreementRocketLawyerNo ratings yet
- 2010 ATRA Technical SeminarDocument35 pages2010 ATRA Technical Seminartambache69100% (1)
- Social Change Theme in The Cherry Orchard - LitChartsDocument17 pagesSocial Change Theme in The Cherry Orchard - LitChartsShivashankar. DNo ratings yet
- VC2200 Vibration MonitorsDocument16 pagesVC2200 Vibration MonitorsAnonymous HrTzKENo ratings yet
- Levers of Control Analysis of Management Control SDocument17 pagesLevers of Control Analysis of Management Control SApriana RahmawatiNo ratings yet
- 304 TextsetlessonDocument18 pages304 Textsetlessonapi-506887728No ratings yet
- UCLA-Career Preparation ToolkitDocument61 pagesUCLA-Career Preparation ToolkitCaelulalaNo ratings yet
- Assignment CM Final PDFDocument9 pagesAssignment CM Final PDFRefisa JiruNo ratings yet