You might also like
- En 1515-1Document12 pagesEn 1515-1teacgNo ratings yet
- BS en 15380-5Document22 pagesBS en 15380-5rohita kumar dahNo ratings yet
- BS en 12258-1-2012Document186 pagesBS en 12258-1-2012Abey Vettoor100% (2)
- BS 3690-2 1989Document10 pagesBS 3690-2 1989Kenji LauNo ratings yet
- Code of Practice For The Use of Rope Access Methods For Industrial Purposes - Recommendations and Guidance Supplementary To BS ISO 22846Document7 pagesCode of Practice For The Use of Rope Access Methods For Industrial Purposes - Recommendations and Guidance Supplementary To BS ISO 22846Project NiteksindoNo ratings yet
- BS en 755 9 2008Document24 pagesBS en 755 9 2008Luis Sierra100% (1)
- BS 598-104-1989Document18 pagesBS 598-104-1989hibonardo100% (1)
- BS-1881-118 Concrete Flexural Strength PDFDocument12 pagesBS-1881-118 Concrete Flexural Strength PDFAshraf TomizehNo ratings yet
- BS 812-109Document12 pagesBS 812-109ShahryarNo ratings yet
- BS 63 - Part 1-1987-Road Aggregate PDFDocument8 pagesBS 63 - Part 1-1987-Road Aggregate PDFAlsonChinNo ratings yet
- Determining Degree of Pavement Compaction of Bituminous Aggregate MixturesDocument2 pagesDetermining Degree of Pavement Compaction of Bituminous Aggregate MixturesEvert RiveraNo ratings yet
- Is - 15462 PDFDocument20 pagesIs - 15462 PDFAnuradhaPatraNo ratings yet
- BS 598 104 1989 PDFDocument18 pagesBS 598 104 1989 PDFEnd EndNo ratings yet
- 03AggregatesRID-ENSTP 2016Document95 pages03AggregatesRID-ENSTP 2016Jimmy RostantNo ratings yet
- En 12697-17Document12 pagesEn 12697-17Vag KatsikopoulosNo ratings yet
- BS1881-116 1983Document11 pagesBS1881-116 1983gagokapala100% (1)
- SBS BinderDocument11 pagesSBS Binderprabin kumar ashishNo ratings yet
- IRI E1926.ssrt0435Document16 pagesIRI E1926.ssrt0435AaaaaNo ratings yet
- 2015.10.24, Rock Durability Tests (DMI TEST Etc) PDFDocument31 pages2015.10.24, Rock Durability Tests (DMI TEST Etc) PDFkyuguNo ratings yet
- Determination of The International Roughness Index (IRI) Using ARRB TR Walking ProfilerDocument9 pagesDetermination of The International Roughness Index (IRI) Using ARRB TR Walking Profilerतिप्लोकाची तिरुनचिपल्ली केरकेट्टा100% (1)
- Design of Hot Mix Asphalt Using Bailey Method of GradationDocument8 pagesDesign of Hot Mix Asphalt Using Bailey Method of GradationInternational Journal of Research in Engineering and TechnologyNo ratings yet
- BS 1881 - 109-1983 Testing ConcreteDocument10 pagesBS 1881 - 109-1983 Testing ConcreteAlsonChinNo ratings yet
- Plymer Modified Bitumens BS en 14023 2010Document2 pagesPlymer Modified Bitumens BS en 14023 2010lyesNo ratings yet
- Aggregate Tests Related To Asphalt Concrete Performance in PavementsDocument114 pagesAggregate Tests Related To Asphalt Concrete Performance in PavementsProf. Prithvi Singh Kandhal100% (2)
- Crri Colas Project PDFDocument120 pagesCrri Colas Project PDFSunil BoseNo ratings yet
- Kenya RDM Volume 6 Part 2 - Traffic Signs - 2nd Draft - Rev 3-26-07-23Document246 pagesKenya RDM Volume 6 Part 2 - Traffic Signs - 2nd Draft - Rev 3-26-07-23mauncheetah_01No ratings yet
- Malaysia ReportDocument47 pagesMalaysia ReportAgim Derguti100% (1)
- JTG D50-2006 Specs For Asphalt PavementDocument180 pagesJTG D50-2006 Specs For Asphalt PavementmmonteiroNo ratings yet
- TDS-BS 3262 Thermoplastics PDFDocument2 pagesTDS-BS 3262 Thermoplastics PDFImran100% (1)
- ASTM (Los Angeles Test)Document4 pagesASTM (Los Angeles Test)Efri DwiyantoNo ratings yet
- Concrete Admixtures: Specification For Accelerating Admixtures, Retarding Admixtures and Water Reducing AdmixturesDocument21 pagesConcrete Admixtures: Specification For Accelerating Admixtures, Retarding Admixtures and Water Reducing AdmixtureskushanNo ratings yet
- BS 4987-2 2003Document19 pagesBS 4987-2 2003Alwyn AwNo ratings yet
- Astm C 936-2007Document2 pagesAstm C 936-2007Nikolay DrumevNo ratings yet
- BS 812-111 (1990) PDFDocument12 pagesBS 812-111 (1990) PDFwahizanNo ratings yet
- Astm C 215Document7 pagesAstm C 215mickyfelixNo ratings yet
- BS 1881-110 CONCRETE Making Test Cylinders From Fresh ConDocument12 pagesBS 1881-110 CONCRETE Making Test Cylinders From Fresh ConhajimakNo ratings yet
- 513 Week8Document58 pages513 Week8matsoul100% (3)
- BS 812-123Document19 pagesBS 812-123aliscooter65No ratings yet
- D2111Document4 pagesD2111gwinnru100% (1)
- Australian Standard: 1 ScopeDocument12 pagesAustralian Standard: 1 Scopeyu yanNo ratings yet
- BS 598-106Document7 pagesBS 598-106muhammad iqbalNo ratings yet
- BS 594-1 1992Document23 pagesBS 594-1 1992surangaNo ratings yet
- As 2350.14-2006 Methods of Testing Portland Blended and Masonry Cements Length Change of Cement Mortars ExposDocument2 pagesAs 2350.14-2006 Methods of Testing Portland Blended and Masonry Cements Length Change of Cement Mortars ExposSAI Global - APAC100% (1)
- Irc SP 53 2010Document30 pagesIrc SP 53 2010pradeepputta92567% (3)
- HD 2606Document29 pagesHD 2606alfaza3No ratings yet
- Bitumen Extraction Test PDFDocument4 pagesBitumen Extraction Test PDFAyat ANo ratings yet
- Is 13311.2.1992 PDFDocument12 pagesIs 13311.2.1992 PDFTayyab AnwarNo ratings yet
- BS-3262 - Part 3 PDFDocument11 pagesBS-3262 - Part 3 PDFCornel Tryphone0% (3)
- Base CourseDocument3 pagesBase Courseprobook450_ehsanNo ratings yet
- Is 5816 Splitting Tesile Strength of Concrete-Method of Test.182112830Document11 pagesIs 5816 Splitting Tesile Strength of Concrete-Method of Test.182112830shinjinkuroNo ratings yet
- Flow of Grout For Preplaced-Aggregate Concrete (Flow Cone Method)Document3 pagesFlow of Grout For Preplaced-Aggregate Concrete (Flow Cone Method)Aung Kyaw100% (1)
- SH 7-83-Soil Suitability For Earthworks-MCV PDFDocument53 pagesSH 7-83-Soil Suitability For Earthworks-MCV PDFADF3000No ratings yet
- BS 1881-116-1983 - Testing Concrete Part 116 - Method For Determination of Compressive Strength of Concrete CubesDocument10 pagesBS 1881-116-1983 - Testing Concrete Part 116 - Method For Determination of Compressive Strength of Concrete CubesSarifNo ratings yet
- European International Geotextilestandards Shortguide2010Document25 pagesEuropean International Geotextilestandards Shortguide2010Michael HarnackNo ratings yet
- Astm DDocument13 pagesAstm Dnurul hidayahNo ratings yet
- BS 434-2 (1984) - Code of Practice For Use of Bitumen Road EmulDocument22 pagesBS 434-2 (1984) - Code of Practice For Use of Bitumen Road EmulStephen Mauta KithongoNo ratings yet
- Reclamation of Recycled Aggregate Base (RAB) Material: Standard Practice ForDocument5 pagesReclamation of Recycled Aggregate Base (RAB) Material: Standard Practice ForRed RedNo ratings yet
- BS EN 933-2 - Nominal Size of Apetures PDFDocument8 pagesBS EN 933-2 - Nominal Size of Apetures PDFCraig LongNo ratings yet
- Tolerances and BackfillingDocument4 pagesTolerances and BackfillingAjitesh YelisettyNo ratings yet
- D4945.Chjc6965 - ASTM 4945-12 - High Strain Dynamic Testing of Deep FoundationDocument9 pagesD4945.Chjc6965 - ASTM 4945-12 - High Strain Dynamic Testing of Deep FoundationdhyforNo ratings yet
- Research and Application of Hot In-Place Recycling Technology for Asphalt PavementFrom EverandResearch and Application of Hot In-Place Recycling Technology for Asphalt PavementNo ratings yet
- BS 598-104-1989 Sampling and Examination of Bituminous Mixtures For Roads and Other Paved Areas.Document18 pagesBS 598-104-1989 Sampling and Examination of Bituminous Mixtures For Roads and Other Paved Areas.Lici001No ratings yet
- BS598 Part 101Document10 pagesBS598 Part 101abhishekNo ratings yet
- BS598 Part 100Document14 pagesBS598 Part 100abhishekNo ratings yet
- Methods For DeterminationDocument10 pagesMethods For Determinationmp SinghNo ratings yet
- Asphalt BS 598-109Document10 pagesAsphalt BS 598-109David JohnNo ratings yet
- Lecture 15 - Earned Value AnalysisDocument41 pagesLecture 15 - Earned Value AnalysisDavid JohnNo ratings yet
- PMR 2005 S1 GirtlerDocument4 pagesPMR 2005 S1 GirtlerDavid JohnNo ratings yet
- Asphalt BS 598-108Document10 pagesAsphalt BS 598-108David JohnNo ratings yet
- Lecture 1-TM322 - Civil Engineering ProceduresDocument25 pagesLecture 1-TM322 - Civil Engineering ProceduresDavid JohnNo ratings yet
- Slab/Mat Panels StaticDocument13 pagesSlab/Mat Panels StaticDavid JohnNo ratings yet
- Crown Tech ReportDocument100 pagesCrown Tech ReportDavid JohnNo ratings yet
- Retaining Wall AnalysisDocument13 pagesRetaining Wall AnalysisDavid JohnNo ratings yet
- Solid Slab DesignDocument3 pagesSolid Slab DesignModestus SangaNo ratings yet
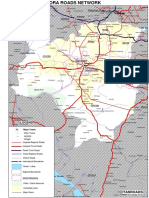
- Tabora Roads NetworkDocument1 pageTabora Roads NetworkDavid John100% (1)
- Ground Floor - RevisedDocument1 pageGround Floor - RevisedDavid JohnNo ratings yet
- Front View Right Hand Side ViewDocument1 pageFront View Right Hand Side ViewDavid JohnNo ratings yet
- Notes: Flat Reinforced Concrete Roof For Water Tanks StorageDocument7 pagesNotes: Flat Reinforced Concrete Roof For Water Tanks StorageDavid JohnNo ratings yet
- BS 1247-1Document17 pagesBS 1247-1Karam AlmasriNo ratings yet
- Environmental Statement Volume 4 - A6.1 Noise and Vibration - Detailed AssessmentDocument36 pagesEnvironmental Statement Volume 4 - A6.1 Noise and Vibration - Detailed AssessmentmutiaralfiantiNo ratings yet
- BS en Iso 13783 - 1998Document12 pagesBS en Iso 13783 - 1998Kim WongNo ratings yet
- BS 6399 PDFDocument22 pagesBS 6399 PDFTeoh ChunliNo ratings yet
- BSMA18 1973 Salt Water Piping Systems in Ships PDFDocument70 pagesBSMA18 1973 Salt Water Piping Systems in Ships PDFminhyNo ratings yet
- BS 5835-1-1980 PDFDocument21 pagesBS 5835-1-1980 PDFMohammad Twaha JaumbocusNo ratings yet
- British Standards InstitutionDocument11 pagesBritish Standards InstitutionFlorin Daniel TudorNo ratings yet
- En 12697-8Document12 pagesEn 12697-8Vag Katsikopoulos100% (3)
- BS 648 - Weights of Building MaterialsDocument50 pagesBS 648 - Weights of Building MaterialsYang GaoNo ratings yet
- BS 6121-5 1993Document11 pagesBS 6121-5 1993Džoš FrešNo ratings yet
- BS 1853-2 (1995) PDFDocument17 pagesBS 1853-2 (1995) PDFAdesina AlabiNo ratings yet
- 124:BS EN 462-2-外文Document14 pages124:BS EN 462-2-外文你giao哥No ratings yet
- BS EN 809-1998 Pumps and Pump Units For Liquids-Common Safety RequiremntsDocument22 pagesBS EN 809-1998 Pumps and Pump Units For Liquids-Common Safety RequiremntsAnonymous SeMYcS29100% (1)
- BS - EN - 1371-1 - 1997 - DP TestDocument30 pagesBS - EN - 1371-1 - 1997 - DP TestHarish JanardhananNo ratings yet
- BS Iec 60364-7-714Document7 pagesBS Iec 60364-7-714wx LiNo ratings yet
- BS 1881-202 (1986)Document12 pagesBS 1881-202 (1986)Morris Kwok100% (1)
- BS 88-2.1 1988 - Low-Voltage FusesDocument12 pagesBS 88-2.1 1988 - Low-Voltage Fusesravibraju100% (1)
- Depth of Carbanation-UnlockedDocument28 pagesDepth of Carbanation-Unlockedmuhammed sabir v aNo ratings yet
- BS 1881-124 Method of Analysis of Hardened ConcreteDocument33 pagesBS 1881-124 Method of Analysis of Hardened Concretenadher albaghdadiNo ratings yet
- Wedge Socket For Wire Rope BS-7166 PDFDocument12 pagesWedge Socket For Wire Rope BS-7166 PDFMaazARazaNo ratings yet
- BS 1881 Part 107 83Document4 pagesBS 1881 Part 107 83Faizah SophiNo ratings yet
- BS en 01807-1-2013Document74 pagesBS en 01807-1-2013Amer AmeryNo ratings yet
- BS 04592-6-2008Document12 pagesBS 04592-6-2008khanhNo ratings yet
- BS en 14620-3-2006 Part 3 Concrete ComponentsDocument24 pagesBS en 14620-3-2006 Part 3 Concrete ComponentsThụNo ratings yet
- Insulating and Sheathing Materials For Cables ÐDocument8 pagesInsulating and Sheathing Materials For Cables ÐHanh-Trang DangNo ratings yet