You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Bears' Picnic (PDFDrive)Document63 pagesThe Bears' Picnic (PDFDrive)Humera Mistry29% (7)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- CPA Syllabus 2016Document188 pagesCPA Syllabus 2016athancox5837100% (1)
- Cummins v555 Series Parts CatalogDocument4 pagesCummins v555 Series Parts Catalogdeborah100% (57)
- Definition of EncumbranceDocument3 pagesDefinition of EncumbranceamvronaNo ratings yet
- Storage Tank Hydrostatic Test Quality Control and Inspection Report Form PDFDocument1 pageStorage Tank Hydrostatic Test Quality Control and Inspection Report Form PDFAdhi PrihastomoNo ratings yet
- The Jeepney PhaseDocument12 pagesThe Jeepney PhaseShaiAbretilNieloMalinao100% (1)
- Parts Catalog: 850J TIER 3 Crawler Dozer (SN 130886-)Document567 pagesParts Catalog: 850J TIER 3 Crawler Dozer (SN 130886-)Castro FernandoNo ratings yet
- Corrosión Manual NalcoDocument126 pagesCorrosión Manual NalcotinovelazquezNo ratings yet
- PULSED X-RAY & Digital Radiography - PT. DCP PDFDocument33 pagesPULSED X-RAY & Digital Radiography - PT. DCP PDFAdhi PrihastomoNo ratings yet
- PULSED X-RAY & Digital Radiography - PT. DCP PDFDocument33 pagesPULSED X-RAY & Digital Radiography - PT. DCP PDFAdhi PrihastomoNo ratings yet
- XRS-3 Dose - Safety DistancesDocument3 pagesXRS-3 Dose - Safety DistancesAdhi PrihastomoNo ratings yet
- Dosimeter 3007 - Electronics LayoutDocument13 pagesDosimeter 3007 - Electronics LayoutAdhi PrihastomoNo ratings yet
- 2SK2351Document45 pages2SK2351Deibis Francisco Paredes HurtadoNo ratings yet
- Supplier Enlistment Form - CCG - V.001Document1 pageSupplier Enlistment Form - CCG - V.001Fahimul MowlaNo ratings yet
- Building Design ReportDocument6 pagesBuilding Design ReportJohn Rhey Almojallas BenedictoNo ratings yet
- Design of A Scale-Model Human-Powered HelicopterDocument102 pagesDesign of A Scale-Model Human-Powered HelicopterJohn DoeNo ratings yet
- 2023-Tutorial 04Document2 pages2023-Tutorial 04chyhyhyNo ratings yet
- Presentation 1Document19 pagesPresentation 1Savi NovenyaNo ratings yet
- FFPL Catalogue 24.02.2023 EXPORTDocument43 pagesFFPL Catalogue 24.02.2023 EXPORTSeamless Steel IndustriesNo ratings yet
- Sentinel Event Notification and Management Policy Final20227484Document19 pagesSentinel Event Notification and Management Policy Final20227484ahamedsahibNo ratings yet
- 2.2 Brabham Pavilion and Neighbourhood Park Design ReportDocument11 pages2.2 Brabham Pavilion and Neighbourhood Park Design ReportMUSKAANNo ratings yet
- Huỳnh Nguyễn Nam Phương - Reflection Report 2 - PMKDocument4 pagesHuỳnh Nguyễn Nam Phương - Reflection Report 2 - PMKhuynhharmony5No ratings yet
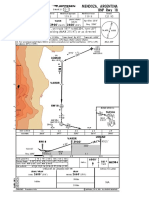
- RNP Rwy 18 Same/Mdz Mendoza, Argentina: LomadDocument1 pageRNP Rwy 18 Same/Mdz Mendoza, Argentina: Lomadfrancisco buschiazzoNo ratings yet
- Dodocool DA106 Instruction Manual PDFDocument1 pageDodocool DA106 Instruction Manual PDFginostraNo ratings yet
- Code of Hammurabi Code of Hammurabi, The Most Complete andDocument4 pagesCode of Hammurabi Code of Hammurabi, The Most Complete andApple Santos Mabagos0% (1)
- Product Manager Role DescriptionDocument2 pagesProduct Manager Role DescriptionJohn Ryan DunnNo ratings yet
- Concrete Technology Lab Experiments: by A1 BatchDocument15 pagesConcrete Technology Lab Experiments: by A1 BatchsugunaNo ratings yet
- Sbi Po Main QuestionDocument9 pagesSbi Po Main QuestionArnab MullickNo ratings yet
- Syllabus - GE 106 PCDocument13 pagesSyllabus - GE 106 PCJustin Roi ConstantinoNo ratings yet
- Past Simple or Past Continuous ExercisesDocument2 pagesPast Simple or Past Continuous ExercisesLucy PerezNo ratings yet
- S Setting Value, C Check Value) OT Outside Tolerance (X Is Set)Document3 pagesS Setting Value, C Check Value) OT Outside Tolerance (X Is Set)Agus WijayadiNo ratings yet
- Katalog STAG Akcesoria ENDocument32 pagesKatalog STAG Akcesoria ENBELLO SAIFULLAHINo ratings yet
- ContourDocument15 pagesContourkaran ahariNo ratings yet
- 3M India Limited - Annual Report 2015-16Document144 pages3M India Limited - Annual Report 2015-16Ishpreet singhNo ratings yet
- 12 CFT - 21-BID-024 - FEED 2.0 ANNEX XI - Quality Management - VF FinalDocument3 pages12 CFT - 21-BID-024 - FEED 2.0 ANNEX XI - Quality Management - VF FinalbarryNo ratings yet