You might also like
- Interview For Engine CadetsDocument2 pagesInterview For Engine CadetsVon Moreno Villacarlos80% (15)
- Application of Measuring Gas Flow in The DowncomerDocument4 pagesApplication of Measuring Gas Flow in The DowncomerAhmad NilNo ratings yet
- Advanced Temperature Measurement and Control, Second EditionFrom EverandAdvanced Temperature Measurement and Control, Second EditionNo ratings yet
- Og GC Kta19gcDocument4 pagesOg GC Kta19gcvinwin1986No ratings yet
- MÁY 4 GraphNET - Service Manual (EN) Rev1Document102 pagesMÁY 4 GraphNET - Service Manual (EN) Rev1Minh Thư100% (2)
- USP Chapter 41 2015Document14 pagesUSP Chapter 41 2015Anonymous cZ0Sn4hxFNo ratings yet
- High Performance CleanroomsDocument48 pagesHigh Performance Cleanroomscarlcrow0% (1)
- The Benchtop: A Useful But Little-Known Tool For Science and EngineeringDocument3 pagesThe Benchtop: A Useful But Little-Known Tool For Science and Engineeringramy86No ratings yet
- 6-Ch.1 IntroductionDocument3 pages6-Ch.1 IntroductionBfhf HdhgNo ratings yet
- Acoustic Pressure Transient Testing CIM 2008Document16 pagesAcoustic Pressure Transient Testing CIM 2008sameer bakshiNo ratings yet
- Technical Publication: Improving Wastewater Treatment With Air Flow InstrumentationDocument4 pagesTechnical Publication: Improving Wastewater Treatment With Air Flow InstrumentationMariana PorrasNo ratings yet
- Boiler Level Guidebook 01 PDFDocument26 pagesBoiler Level Guidebook 01 PDFShankar JhaNo ratings yet
- PDF Sensors Air Conditioning Automotive AN1Document5 pagesPDF Sensors Air Conditioning Automotive AN1Karthik RajaNo ratings yet
- Telstar Case Study Smart CR 25mar20Document8 pagesTelstar Case Study Smart CR 25mar20Whisnu AlbertusNo ratings yet
- IPM Mobile Air CleanerDocument6 pagesIPM Mobile Air CleanerFahreza SariNo ratings yet
- Basics of InstrumentDocument66 pagesBasics of InstrumentnizamuddinNo ratings yet
- Keys To On-Line Monitoring in Steam Generating SystemsDocument9 pagesKeys To On-Line Monitoring in Steam Generating SystemsShameer MajeedNo ratings yet
- A Simple Procedure To Measure The Tidal Volume Delivered B - 2023 - Archivos deDocument2 pagesA Simple Procedure To Measure The Tidal Volume Delivered B - 2023 - Archivos deJuan Manuel Claros BustosNo ratings yet
- Individual Room Control Applications IntroductionDocument12 pagesIndividual Room Control Applications IntroductionkkkhattabbbNo ratings yet
- Implementing Pressure Sensors Effectively With Integrated Closed Loop SystemsDocument5 pagesImplementing Pressure Sensors Effectively With Integrated Closed Loop SystemsSab-Win DamadNo ratings yet
- Commissioning Commercial KitchensDocument3 pagesCommissioning Commercial KitchensMoh'd KhadNo ratings yet
- PDF Sensorsairconditioningautomotive An1Document4 pagesPDF Sensorsairconditioningautomotive An1vampire.bliss2006No ratings yet
- Operating Manual: Miller-Nelson Model Hcs-401 Flow-Temperature-Humidity Control SystemDocument35 pagesOperating Manual: Miller-Nelson Model Hcs-401 Flow-Temperature-Humidity Control SystemShashank SaxenaNo ratings yet
- Amc Engineering College: Arm Self Study Soundarya.K 1AM16EC126 6 Sem BDocument7 pagesAmc Engineering College: Arm Self Study Soundarya.K 1AM16EC126 6 Sem BSoundaryaNo ratings yet
- Amc Engineering College: Arm Self Study Soundarya.K 1AM16EC126 6 Sem BDocument7 pagesAmc Engineering College: Arm Self Study Soundarya.K 1AM16EC126 6 Sem BSoundaryaNo ratings yet
- Iisco Training Report 2019Document20 pagesIisco Training Report 2019Aakarsh PrasadNo ratings yet
- Important On SdarticleDocument15 pagesImportant On Sdarticleveeresh1000No ratings yet
- Oncology, Gardiac, GI Design ReportDocument72 pagesOncology, Gardiac, GI Design ReportEng. Ayenew ZewdieNo ratings yet
- Basic Temperature Control SystemDocument26 pagesBasic Temperature Control SystemRajeev ValunjkarNo ratings yet
- Bioreactor Instrumentation MeasurementsDocument12 pagesBioreactor Instrumentation MeasurementsIrish Siaotong100% (1)
- HTTPWWW - Pc-Education - Mcmaster.cainstrumentationgo Inst - HTMDocument85 pagesHTTPWWW - Pc-Education - Mcmaster.cainstrumentationgo Inst - HTMTaha HasanNo ratings yet
- Instrumentation For Process ControlDocument153 pagesInstrumentation For Process ControlAudrey Patrick KallaNo ratings yet
- Research Article Arduino and Labview Based Control For Efficient Drive of Cooling Fan SystemDocument10 pagesResearch Article Arduino and Labview Based Control For Efficient Drive of Cooling Fan SystemnaveenNo ratings yet
- HVAC-Deep Vacuum PDFDocument8 pagesHVAC-Deep Vacuum PDFCliff BurtonNo ratings yet
- Chapter 11 - Monitoring and Control Systems: A. IntroductionDocument12 pagesChapter 11 - Monitoring and Control Systems: A. IntroductionHamid KhanNo ratings yet
- Application o FeedbackDocument4 pagesApplication o FeedbackPatoriku KunNo ratings yet
- Vav SystemsDocument4 pagesVav SystemsJesus RoldanNo ratings yet
- 1999arguello Serrano BDocument9 pages1999arguello Serrano BJorge Alejandro Martinez HerreraNo ratings yet
- Arduino and Labview Based Control For Efficient Drive of Cooling Fan SystemDocument10 pagesArduino and Labview Based Control For Efficient Drive of Cooling Fan SystemMUHAMMAD HILMY AZKARILLAHNo ratings yet
- The Structure of Control System of GLP Animal LaboratoryDocument6 pagesThe Structure of Control System of GLP Animal Laboratoryviet_ha04No ratings yet
- 1.2 Background of The ProjectDocument4 pages1.2 Background of The ProjectToheebdare100% (1)
- Filtration: Chapter 13: Return Relief, and Exhaust Chapter 14: ScrubbersDocument6 pagesFiltration: Chapter 13: Return Relief, and Exhaust Chapter 14: ScrubbersSailaja Pemmanaboina100% (1)
- Lab Manual: Instrumentation and ControlDocument42 pagesLab Manual: Instrumentation and ControlJu Naid MalikNo ratings yet
- Life Support Test Facility LSTF100Document3 pagesLife Support Test Facility LSTF100Bojana MarinkovicNo ratings yet
- Improve Refinery Production and Efficiency With Asset MonitoringDocument11 pagesImprove Refinery Production and Efficiency With Asset MonitoringVishwarajNo ratings yet
- Chapter Overview: 3: Sensors and ActuatorsDocument93 pagesChapter Overview: 3: Sensors and ActuatorsGigiNo ratings yet
- 22222222blablabla of Sectors FinalDocument5 pages22222222blablabla of Sectors FinalGrazel MDNo ratings yet
- Hvac Operation and MaintenanceDocument19 pagesHvac Operation and Maintenancesaeed al-zahraniNo ratings yet
- Guide 10 - Mechanical VentilatorDocument15 pagesGuide 10 - Mechanical VentilatorJUANA ELIZABETH LOZA CASTRONo ratings yet
- Laplace's TransformDocument16 pagesLaplace's TransformS AlvesNo ratings yet
- HVAC System Validation - Pharmaceutical GuidelinesDocument2 pagesHVAC System Validation - Pharmaceutical GuidelinesakbarmulangathNo ratings yet
- A Guide To The Design of An Effective Low Pressure VAV Air Distribution SystemDocument11 pagesA Guide To The Design of An Effective Low Pressure VAV Air Distribution SystemAbdul RaheemNo ratings yet
- Design and Implementation of An Industrial Heat Detector and Cooling System Using Raspberry PiDocument11 pagesDesign and Implementation of An Industrial Heat Detector and Cooling System Using Raspberry PiezeNo ratings yet
- Application of MemsDocument7 pagesApplication of MemsAnuja SuryanNo ratings yet
- Calificacion de Sistema HVAC 4Document6 pagesCalificacion de Sistema HVAC 4Christian QuirozNo ratings yet
- Air HandlerDocument15 pagesAir HandlerShashank BijweNo ratings yet
- Environmental Engineering Systems: PurposeDocument1 pageEnvironmental Engineering Systems: Purposekselvan_1No ratings yet
- F860 V5 PDFDocument4 pagesF860 V5 PDFMudasir SahoNo ratings yet
- Environmental Control: Air Handling, Air Conditioning and RefrigerationDocument52 pagesEnvironmental Control: Air Handling, Air Conditioning and RefrigerationChona Capuchino Dedicatoria SuliganNo ratings yet
- Assignment 2Document36 pagesAssignment 2Monika SadhaNo ratings yet
- Instrumentation - WikipediaDocument7 pagesInstrumentation - WikipediaBelhamidi Mohammed HoussameNo ratings yet
- Effect of Thermostat Time Constant On Temperature Control and Energy ConsumptionDocument6 pagesEffect of Thermostat Time Constant On Temperature Control and Energy ConsumptionRagi Geetha RajendranNo ratings yet
- 4396 14573 1 PB PDFDocument3 pages4396 14573 1 PB PDFMohammed S.GoudaNo ratings yet
- Operator'S Manual Air Operated Aerosol Generators: Models TDA-4B, TDA-4Blite & TDA-6CDocument12 pagesOperator'S Manual Air Operated Aerosol Generators: Models TDA-4B, TDA-4Blite & TDA-6CAnonymous cZ0Sn4hxFNo ratings yet
- TSI Q TRAK IAQ HVAC Handbook PDFDocument35 pagesTSI Q TRAK IAQ HVAC Handbook PDFAnonymous cZ0Sn4hxFNo ratings yet
- USP-Fume Hood 150428Document63 pagesUSP-Fume Hood 150428Anonymous cZ0Sn4hxF100% (1)
- SMF LAW Online2017 enDocument31 pagesSMF LAW Online2017 enAnonymous cZ0Sn4hxF100% (1)
- PhEn602 Spring09 Notes5Document89 pagesPhEn602 Spring09 Notes5Anonymous cZ0Sn4hxF100% (1)
- Lewatitnm-65 Resina de Intercambio Ionico MixtoDocument4 pagesLewatitnm-65 Resina de Intercambio Ionico MixtoAnonymous cZ0Sn4hxFNo ratings yet
- Ult90 Data Sheet WplsDocument2 pagesUlt90 Data Sheet WplsAnonymous cZ0Sn4hxFNo ratings yet
- AerosolPhotometers TheGoldStandardinHEPAFiltrationTestingDocument198 pagesAerosolPhotometers TheGoldStandardinHEPAFiltrationTestingAnonymous cZ0Sn4hxFNo ratings yet
- Logfile 8 2011 Design Qualification ACDocument4 pagesLogfile 8 2011 Design Qualification ACAnonymous cZ0Sn4hxFNo ratings yet
- Serena 2003 Automatic Continuously Variable Transmission CVT Wiring Diagram & VoltagesDocument4 pagesSerena 2003 Automatic Continuously Variable Transmission CVT Wiring Diagram & VoltagesrayNo ratings yet
- Introduction To Vehicle Dynamics Using Matlab: Module 1: Suspension Design Week 2-08/05/2017, 08/06/2017Document39 pagesIntroduction To Vehicle Dynamics Using Matlab: Module 1: Suspension Design Week 2-08/05/2017, 08/06/2017Saswat pandaNo ratings yet
- VFR800X Owners ManualDocument121 pagesVFR800X Owners ManualRichard MonraiNo ratings yet
- Amf25 P1250P3Document3 pagesAmf25 P1250P3dmiNo ratings yet
- 6natural Gas CompressionDocument46 pages6natural Gas CompressionNana Twum100% (4)
- 572 TroubleshootingDocument3 pages572 TroubleshootingSunil KumarNo ratings yet
- Blue Rhino SWSI - Centrifugal FansDocument4 pagesBlue Rhino SWSI - Centrifugal FansPhelan RoqueNo ratings yet
- Manual Tundra 2013Document36 pagesManual Tundra 2013Juan Cristian OgaldeNo ratings yet
- Range Rover Sport Tire ChoicesDocument10 pagesRange Rover Sport Tire ChoicesEstonian Lsnd Rover ClubNo ratings yet
- 2300 Perkins PDFDocument1 page2300 Perkins PDFluisferNo ratings yet
- Descripcion Roc Nva Cabina Roc d5 d7 PDFDocument78 pagesDescripcion Roc Nva Cabina Roc d5 d7 PDFSaid GedeonNo ratings yet
- Systems and Components FOR Drive EngineeringDocument12 pagesSystems and Components FOR Drive EngineeringSarah DelloNo ratings yet
- 51 Mendoza v. Sps GomezDocument4 pages51 Mendoza v. Sps GomezAngelie ManingasNo ratings yet
- Plataforma Elevatoria BraunDocument4 pagesPlataforma Elevatoria BraunJulio LemosNo ratings yet
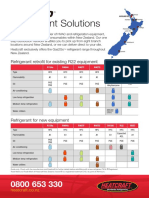
- Refrigerant Solutions: Refrigerant Retrofit For Existing R22 EquipmentDocument2 pagesRefrigerant Solutions: Refrigerant Retrofit For Existing R22 EquipmentpriyoNo ratings yet
- Engineering Installation Bulletin: Belt Drive SystemDocument7 pagesEngineering Installation Bulletin: Belt Drive Systemmxnoxn100% (1)
- SENR7494: D10 Tractor Electrical and Hydraulic SystemDocument2 pagesSENR7494: D10 Tractor Electrical and Hydraulic Systemmrcruzito_2099100% (1)
- UNIT 2 Design of Shafts, Keys and CouplingsDocument6 pagesUNIT 2 Design of Shafts, Keys and Couplingsrahul dNo ratings yet
- Atos - Axial Piston Pump - PVPCDocument8 pagesAtos - Axial Piston Pump - PVPClukaradrienNo ratings yet
- Poster EVC - IPS Triple - 47710803 - ENDocument2 pagesPoster EVC - IPS Triple - 47710803 - ENJose Andres GuzmanNo ratings yet
- 493 Schedule of Lights PDFDocument1 page493 Schedule of Lights PDFAkshith TirdalaNo ratings yet
- Alex Benson ResumeDocument1 pageAlex Benson ResumeAlex BensonNo ratings yet
- Bendix AD-9 Air Dryer: DescriptionDocument24 pagesBendix AD-9 Air Dryer: DescriptionRolf HansenNo ratings yet
- Winter Driving: 1. What Is The Writer Trying To Do in This Text?Document1 pageWinter Driving: 1. What Is The Writer Trying To Do in This Text?Minh QuangNo ratings yet
- Robotics and Automation AssignmentDocument4 pagesRobotics and Automation AssignmentAhmed Samyan MidyatyNo ratings yet
- Driveone Catalog English PDFDocument184 pagesDriveone Catalog English PDFangel017No ratings yet
- Product Recommendation Renault Kerax Kerax 400 (1999-2001)Document6 pagesProduct Recommendation Renault Kerax Kerax 400 (1999-2001)tonnyNo ratings yet
- Body Electrical: LM SJB LM SJBDocument18 pagesBody Electrical: LM SJB LM SJBHoc Nguyen XuanNo ratings yet