You might also like
- Food Safety Management: A Practical Guide for the Food IndustryFrom EverandFood Safety Management: A Practical Guide for the Food IndustryHuub L. M. LelieveldRating: 5 out of 5 stars5/5 (12)
- Handbook of Microbiological Criteria for FoodsFrom EverandHandbook of Microbiological Criteria for FoodsNo ratings yet
- Formula Sheet 3Document31 pagesFormula Sheet 3Mohamed Hichem Guesmi100% (1)
- Code of Hygienic Practice For Refrigerated Packaged Foods With Extended Shelf Life CAC/RCP 46 - (1999)Document20 pagesCode of Hygienic Practice For Refrigerated Packaged Foods With Extended Shelf Life CAC/RCP 46 - (1999)NGUYENHUUDANGQUANGNo ratings yet
- Service Temperature Preservation Approach For Food Safety Micr - 2020 - Food CoDocument6 pagesService Temperature Preservation Approach For Food Safety Micr - 2020 - Food CoAliNo ratings yet
- Microbial Inactivation TechnologiesDocument4 pagesMicrobial Inactivation TechnologiesTrysh IoanaNo ratings yet
- White Paper 45 Controlling Clostridium BotulinumDocument6 pagesWhite Paper 45 Controlling Clostridium BotulinumNgọc Hân Phạm ThịNo ratings yet
- How To Determine Microbiological Shelf-Life of Products: Gail - Betts@campdenbri - Co.ukDocument9 pagesHow To Determine Microbiological Shelf-Life of Products: Gail - Betts@campdenbri - Co.ukdaianeelisNo ratings yet
- 1.1the Role of Biotechnology in Food Production and ProcessingDocument12 pages1.1the Role of Biotechnology in Food Production and ProcessingJavierNo ratings yet
- Review Article: Predicting The Quality of Pasteurized Vegetables Using Kinetic Models: A ReviewDocument30 pagesReview Article: Predicting The Quality of Pasteurized Vegetables Using Kinetic Models: A Reviewantonio javier couso pinedaNo ratings yet
- Accelerating food research with biotechnologyDocument13 pagesAccelerating food research with biotechnologyEliseo TqNo ratings yet
- Cold Chain Management IdeasDocument11 pagesCold Chain Management IdeasRajat GargNo ratings yet
- Hurdle's Technology FINALDocument16 pagesHurdle's Technology FINALRaghad ZeerNo ratings yet
- Quality Management Systems in Dairy IndustryDocument10 pagesQuality Management Systems in Dairy Industryravi mathur0% (1)
- Methods For Preservation and Extension of Shelf LifeDocument14 pagesMethods For Preservation and Extension of Shelf LifedesmadradorNo ratings yet
- The Role of Biotechnology in Food Production and Processing: Engineering and Applied SciencesDocument12 pagesThe Role of Biotechnology in Food Production and Processing: Engineering and Applied Sciencesazizia harmesNo ratings yet
- Knorr1998 2Document12 pagesKnorr1998 2C1Muhammad Iqbal FarozinNo ratings yet
- Assignment of Hurdle TechnologyDocument10 pagesAssignment of Hurdle TechnologyJatinder Kumar0% (1)
- Principles of Safety, Hygiene and Satination Powerpoint-1Document39 pagesPrinciples of Safety, Hygiene and Satination Powerpoint-1Rochelle Bautista100% (1)
- Quality Management Systems in Dairy Industry PDFDocument9 pagesQuality Management Systems in Dairy Industry PDFDeiscy ContrerasNo ratings yet
- HACCP Processed FoodsDocument7 pagesHACCP Processed FoodsHifsa AzmatNo ratings yet
- C 4 PDFDocument16 pagesC 4 PDFMd. Ashikur RahamanNo ratings yet
- Thermal Control of Micro-Organisms in Food: April 2019Document23 pagesThermal Control of Micro-Organisms in Food: April 2019ElbachaNo ratings yet
- 04 Handout 1Document5 pages04 Handout 1genesis nadonggaNo ratings yet
- Bio Preservatives in FoodDocument26 pagesBio Preservatives in Fooddibya05100% (2)
- TechnicalreportMicrobialdecontamination PDFDocument10 pagesTechnicalreportMicrobialdecontamination PDFtasyaNo ratings yet
- Food Preservation 11Document44 pagesFood Preservation 11nahomabebezewdye2No ratings yet
- Food ProcessingDocument26 pagesFood ProcessingnancfathyNo ratings yet
- HACCP Quality and Food Safety Management in Food and Agricultural SystemsDocument19 pagesHACCP Quality and Food Safety Management in Food and Agricultural Systemsbaqer notNo ratings yet
- Thermal Processing Techniques in Food PreservationDocument4 pagesThermal Processing Techniques in Food PreservationKipngetich DanielNo ratings yet
- Salon, Gergie - BSITM Y1 2-2 PROJECT 2.docxDocument6 pagesSalon, Gergie - BSITM Y1 2-2 PROJECT 2.docxraldgie salonNo ratings yet
- Faculty Science and Techonlogy: Matriculation No: Identity Card No.: Telephone No.: E-Mail: Learning CentreDocument21 pagesFaculty Science and Techonlogy: Matriculation No: Identity Card No.: Telephone No.: E-Mail: Learning CentreNatasha YusofNo ratings yet
- Modifikasi Hurdle Technology Dengan Penambahan Ekstrak Kunyit Dan Penyimpanan Suhu Dingin Pada Industri Rumah Tangga Mie BasahDocument12 pagesModifikasi Hurdle Technology Dengan Penambahan Ekstrak Kunyit Dan Penyimpanan Suhu Dingin Pada Industri Rumah Tangga Mie BasahdindaNo ratings yet
- Minimally ProcessDocument27 pagesMinimally Processdenny tanfidyahNo ratings yet
- Principles of Food Preservation (1)Document11 pagesPrinciples of Food Preservation (1)Niha PanditNo ratings yet
- Review On Methods For Preservation and Natural Preservatives For Extending The Food LongevityDocument9 pagesReview On Methods For Preservation and Natural Preservatives For Extending The Food LongevitydenNo ratings yet
- Code of Hygienic Practice for Low-Moisture FoodsDocument21 pagesCode of Hygienic Practice for Low-Moisture FoodsChrisa KargiotouNo ratings yet
- 126Document9 pages126ieom2012No ratings yet
- Milk quality assurance and storageDocument28 pagesMilk quality assurance and storageJosue Lucas MerinoNo ratings yet
- Conservación Biológica de Alimentos-Review-2018Document8 pagesConservación Biológica de Alimentos-Review-2018Milade CantilloNo ratings yet
- New strategies for minimally processed foodsDocument10 pagesNew strategies for minimally processed foodsSebastian DelgadoNo ratings yet
- 2012 27 How To Determine The Shelf Life and Date Marking of FoodDocument33 pages2012 27 How To Determine The Shelf Life and Date Marking of FoodPham Thi Cam TuNo ratings yet
- Antimicrobial Packaging SystemsDocument38 pagesAntimicrobial Packaging SystemsNatalija Atanasova-PancevskaNo ratings yet
- Use of Time Temperature Integrators in Food Safety ManagementDocument34 pagesUse of Time Temperature Integrators in Food Safety ManagementnkustantoNo ratings yet
- SyllabusDocument2 pagesSyllabus'Bernan Esguerra Bumatay100% (2)
- Aditya Pundhir and Nida MurtazaDocument8 pagesAditya Pundhir and Nida MurtazaSanti WilujengNo ratings yet
- Microwave Sterilization Technology PDFDocument7 pagesMicrowave Sterilization Technology PDFbravohr98No ratings yet
- Food Safety Program Template For Class 2 Version 3 Internet-ReadyDocument82 pagesFood Safety Program Template For Class 2 Version 3 Internet-ReadyballaratfoodsNo ratings yet
- TransdDocument5 pagesTransdtania cocaNo ratings yet
- Principles of Food Preservation, ProcessingDocument31 pagesPrinciples of Food Preservation, ProcessingrameshbptlNo ratings yet
- Microbiological Safety Validation WPNCFS019Document10 pagesMicrobiological Safety Validation WPNCFS019Johanna JaraNo ratings yet
- Three (3) KS' As A Comprehensive Program of Biological: Process Control For Biological HazardsDocument5 pagesThree (3) KS' As A Comprehensive Program of Biological: Process Control For Biological HazardsJhine Lindsei Cano TusoyNo ratings yet
- UV-C Light- A Promising Preservation Technology for Vegetable-Based Nonsolid Food ProductsDocument26 pagesUV-C Light- A Promising Preservation Technology for Vegetable-Based Nonsolid Food ProductsasaaguurNo ratings yet
- F048 - Understanding High Care and High Risk 3 21 9 12 FinalDocument19 pagesF048 - Understanding High Care and High Risk 3 21 9 12 Finalshakeyken0% (1)
- Thermal Processing of FoodDocument23 pagesThermal Processing of FoodRaihanul Haque50% (2)
- Modeling in Food Microbiology: From Predictive Microbiology to Exposure AssessmentFrom EverandModeling in Food Microbiology: From Predictive Microbiology to Exposure AssessmentNo ratings yet
- Progress in Food PreservationFrom EverandProgress in Food PreservationRajeev BhatNo ratings yet
- Acceptance Levels of Acrylamide According To Commission RegulationDocument1 pageAcceptance Levels of Acrylamide According To Commission RegulationDharanibalan PNo ratings yet
- Isolation and Identification of Escherichia ColiDocument1 pageIsolation and Identification of Escherichia ColiDharanibalan PNo ratings yet
- International Quality Awards 2020 Application GuideDocument13 pagesInternational Quality Awards 2020 Application GuideDharanibalan PNo ratings yet
- ContentMarketersPlaybookFinal BrandAwareness ThoughtLeadershipDocument38 pagesContentMarketersPlaybookFinal BrandAwareness ThoughtLeadershipDharanibalan PNo ratings yet
- Chemical Hazards and Foodborne ToxinsDocument22 pagesChemical Hazards and Foodborne ToxinsDharanibalan PNo ratings yet
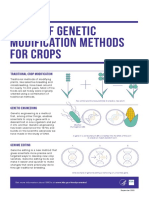
- 2020 08 19 - Types of GM - 508Document1 page2020 08 19 - Types of GM - 508Dharanibalan PNo ratings yet
- Banned As Per The Inscticides ActDocument1 pageBanned As Per The Inscticides ActDharanibalan PNo ratings yet
- Biological Hazard: Most Common Microbiological Hazards in The Food IndustryDocument19 pagesBiological Hazard: Most Common Microbiological Hazards in The Food IndustryDharanibalan PNo ratings yet
- Acceptance Levels of Acrylamide According To Commission RegulationDocument1 pageAcceptance Levels of Acrylamide According To Commission RegulationDharanibalan PNo ratings yet
- Thermal Processing of FoodDocument23 pagesThermal Processing of FoodDharanibalan PNo ratings yet
- Types of Genetic Modification Methods For CropsDocument1 pageTypes of Genetic Modification Methods For CropsDharanibalan PNo ratings yet
- Prevent Glass Contamination in Food ProductionDocument2 pagesPrevent Glass Contamination in Food ProductionDharanibalan PNo ratings yet
- ORA.007 Pharmaceutical Microbiology ManualDocument92 pagesORA.007 Pharmaceutical Microbiology ManualNindyNo ratings yet
- Metal DetectionDocument13 pagesMetal DetectionDharanibalan PNo ratings yet
- Microbiological Hazard Ebook 1 PDFDocument25 pagesMicrobiological Hazard Ebook 1 PDFDutch CharmingNo ratings yet
- Microbial Risk AssessmentDocument9 pagesMicrobial Risk AssessmentPamela Bórquez ReussNo ratings yet
- Remote Working Food Safety Challenges Ebook - Safefood 360Document9 pagesRemote Working Food Safety Challenges Ebook - Safefood 360Dharanibalan PNo ratings yet
- Datasheet: Chemical Hazard:: Veterinary Residues:: AntibioticsDocument3 pagesDatasheet: Chemical Hazard:: Veterinary Residues:: AntibioticsDharanibalan PNo ratings yet
- Thermal Processing of FoodDocument23 pagesThermal Processing of FoodDharanibalan PNo ratings yet
- FSSAI Regulations PDFDocument573 pagesFSSAI Regulations PDFkristokunsNo ratings yet
- Single-Molecule Visualization of DNA G-Quadruplex Formation in Live CellsDocument20 pagesSingle-Molecule Visualization of DNA G-Quadruplex Formation in Live CellsDharanibalan PNo ratings yet
- CleaningDocument16 pagesCleaningcxz4321No ratings yet
- Chemical Hazard :: Arsenic in FoodDocument2 pagesChemical Hazard :: Arsenic in FoodDharanibalan PNo ratings yet
- FSSAI Regulations PDFDocument573 pagesFSSAI Regulations PDFkristokunsNo ratings yet
- Chemical Hazard :: Allergens Symptoms Causes ManagementDocument2 pagesChemical Hazard :: Allergens Symptoms Causes ManagementDharanibalan PNo ratings yet
- Clean in Place 5 Steps in A Common Cip Cycle InfographicDocument1 pageClean in Place 5 Steps in A Common Cip Cycle InfographicDharanibalan PNo ratings yet
- Datasheet: Chemical Hazard:: AcrylamideDocument3 pagesDatasheet: Chemical Hazard:: AcrylamideDutch CharmingNo ratings yet
- Datasheet: Pathogenic Bacteria:: Staphylococcus AureusDocument2 pagesDatasheet: Pathogenic Bacteria:: Staphylococcus AureusDutch CharmingNo ratings yet
- Datasheet: Pathogenic Bacteria:: Campylobacter JejuniDocument2 pagesDatasheet: Pathogenic Bacteria:: Campylobacter JejuniDutch CharmingNo ratings yet
- Basics of Radiation PDFDocument28 pagesBasics of Radiation PDFCristhian Jeanpierre Cueva AlvaresNo ratings yet
- RadiobiologieDocument129 pagesRadiobiologieEvelyn BodaNo ratings yet
- Technical Tip: Comparison of Aami Methods For Setting of Minimum Sterilization Dose With IrradiationDocument3 pagesTechnical Tip: Comparison of Aami Methods For Setting of Minimum Sterilization Dose With IrradiationRakeshNo ratings yet
- Radioactive GHJNVN PDFDocument37 pagesRadioactive GHJNVN PDFReality of lifeNo ratings yet
- Nuclear ChemistryDocument78 pagesNuclear Chemistrynagendra_rdNo ratings yet
- Dr. Yoseph - The Role of Radiotherapy in The Management of Ameloblastoma and Ameloblastic CarcinomaDocument10 pagesDr. Yoseph - The Role of Radiotherapy in The Management of Ameloblastoma and Ameloblastic CarcinomaOnkologi Radiasi Angkatan 23No ratings yet
- Food IrradiationDocument29 pagesFood Irradiationvasundhara ayyagariNo ratings yet
- Malignant Tumors of The Nasal Cavity and Paranasal SinusesDocument9 pagesMalignant Tumors of The Nasal Cavity and Paranasal Sinusesdarmayanti ibnuNo ratings yet
- Glossary of Phytosanitary Terms: Ispm No. 5Document23 pagesGlossary of Phytosanitary Terms: Ispm No. 5nirzarvk7775242No ratings yet
- Radbio 2010 Study GuideDocument194 pagesRadbio 2010 Study GuideDade212No ratings yet
- OSL PaperDocument9 pagesOSL PaperHarpreet sainiNo ratings yet
- Introduction To GM CounterDocument8 pagesIntroduction To GM Countersac.isro.aswin.prakashNo ratings yet
- 01 Radiation UnitsDocument41 pages01 Radiation UnitsFakhrul SyukriNo ratings yet
- Dos 514 Practice Problems 2Document8 pagesDos 514 Practice Problems 2api-210258673No ratings yet
- (NCRP Report No. 174 - ) - Preconception and Prenatal Radiation Exposure - Health Effects and Protective Guidance-National Council On Radiation (2014) PDFDocument386 pages(NCRP Report No. 174 - ) - Preconception and Prenatal Radiation Exposure - Health Effects and Protective Guidance-National Council On Radiation (2014) PDFIulia ChiriacNo ratings yet
- Manejo Cancer in Pregnancy Fetal and Neonatal OutcomesDocument17 pagesManejo Cancer in Pregnancy Fetal and Neonatal OutcomesLaura LealNo ratings yet
- CRSO Meeting Shielding Calculations PresentationDocument34 pagesCRSO Meeting Shielding Calculations PresentationJared Medina BlanquicettNo ratings yet
- Gamma IrradiationDocument27 pagesGamma Irradiationmuzammil21_adNo ratings yet
- XG AC DC Annual Maint ScheduleDocument28 pagesXG AC DC Annual Maint ScheduleAnonymous YPx8ss48No ratings yet
- Iaea TRS 469 PDFDocument86 pagesIaea TRS 469 PDFClaudia Morales UlloaNo ratings yet
- CT Radiation Dose and Radiation Reduction Strategies: Focused Issue of This MonthDocument7 pagesCT Radiation Dose and Radiation Reduction Strategies: Focused Issue of This MonthHarley Alejo MNo ratings yet
- Therapy Physics - Review - Part 1 PDFDocument62 pagesTherapy Physics - Review - Part 1 PDFcarlosqueiroz7669100% (3)
- CBM355 Medical Imaging Systems 2-MarksDocument23 pagesCBM355 Medical Imaging Systems 2-Markssanthosh sekar100% (2)
- Absorption of γ-Rays: Determining Half-Value ThicknessDocument19 pagesAbsorption of γ-Rays: Determining Half-Value ThicknessAbhrajit MahapatraNo ratings yet
- CFUR43 Neutron Detector SpecificationDocument2 pagesCFUR43 Neutron Detector SpecificationArmand BasyNo ratings yet
- Physics & Biology Multiple Choice QuestionsDocument6 pagesPhysics & Biology Multiple Choice QuestionsMohamed KhNo ratings yet
- Cavity Theory - Dosimetry of Small Volume PDFDocument10 pagesCavity Theory - Dosimetry of Small Volume PDFsootspiritNo ratings yet
- Piranha & QABrowser Reference Manual - English - V4.0BDocument184 pagesPiranha & QABrowser Reference Manual - English - V4.0BEric WatkinsNo ratings yet
- Computed Tomography: Advanced Clinical Applications Shayne Chau Christopher HayreDocument168 pagesComputed Tomography: Advanced Clinical Applications Shayne Chau Christopher Hayrepirrokushi100% (1)